
数控 《综合实训》报告
专 业 机械制造
学 号1421001401338
姓 名 冯 博
直属/分校抚顺电视广播大学
指导老师 彭雪鹏
抚顺广播电视大学
20##年 06月 10 日
目录
引言.................................................................................................................................. I
第一章 设计要求.............................................................................................................. 1
1.1设计目的.............................................................................................................. 1
1.2 设计任务............................................................................................................. 1
1.3 设计方案............................................................................................................. 1
第二章 工艺分析.............................................................................................................. 3
2.1 车床部分............................................................................................................. 3
2.1.1 零件图...................................................................................................... 3
2.1.2 图纸分析................................................................................................... 3
2.1.3 确定加工工艺路线..................................................................................... 4
2.1.4 选择刀具................................................................................................... 4
2.1.5 工艺卡...................................................................................................... 4
2.2 铣床部分............................................................................................................. 5
2.2.1 零件图...................................................................................................... 6
2.2.2 图纸分析................................................................................................... 6
2.2.3 确定加工工艺路线..................................................................................... 7
2.2.4 刀具选择................................................................................................... 7
2.2.5 确定工件坐标系和对刀点.......................................................................... 7
第三章 程序设计.............................................................................................................. 8
3.1车床加工程序....................................................................................................... 8
3.2 铣床加工程序...................................................................................................... 9
第四章 数控编程的知识................................................................................................. 10
4.1数控车编程基础................................................................................................. 10
4.1.1数控车编程特点........................................................................................ 10
4.1.2数控车的坐标系统.................................................................................... 10
4.1.3直径编程方式........................................................................................... 11
4.1.4进刀和退刀方式........................................................................................ 11
4.2数控车床的基本编程方法................................................................................... 12
4.2.1坐标系设定............................................................................................... 12
4.2.2基本指令G00、G01、G02、G03................................................................ 13
第五章 结束语............................................................................................................... 14
引言
数控机床是指应用数控技术对机床加工过程进行控制的机床。数控机床不但是机械工业中的重要基础设备,也是汽车、航空、电子、轻工、国防等支柱产业生产现代化的主要手段。为了了解产品及设备,提高对数控技术及数控加工在工业各领域应用的认识,对此进行的一次数控实训。本次实训主要任务是实训学生数控加工的工艺分析与设计、数控加工程序的编写调试、以及数控设备的操作与零件加工的能力,同时培养团队协作分析与解决问题的能力,以及安全、质量、效率、与环保意识,为今后从事数控加工工作提供知识与技能保障。
第一章 设计要求
1.1设计目的
将课堂上所学的理论知识应用于实践操作,使学生进一步熟悉并掌握数控机床的操作界面,掌握机床回参考点、手动操作、MDI方式的程序运行、程序的编辑、对刀和自动加工等基本技能。通过对零件图纸的实际加工的综合过程来进一步提高同学们的安全意识、团队合作精神以及加工过程中问题的应变处理能力,并借此考查学生对所学知识的掌握程度,使之在实践之中发现自己的不足,以此促使其对相关知识的进一步专研,提高学习积极性。
1.2 设计任务
①用CAD绘制零件图
②分析零件图样并制定工艺方案
③数学处理并编写零件的数控加工程序
1.3 设计方案
本次主要针对于数控车床,故设计时根据数控车床主要加工对象及加工能力,在我们的加工零件设计中需要体现以下几点:
① 线插补
② 顺、逆时针圆弧车削
③ 倒角
④ 切槽
⑤ 螺纹的车削
⑥铣轮廓
⑦转孔等
第二章 工艺分析
2.1 车床部分
2.1.1 零件图
(完整CAD图见附录)
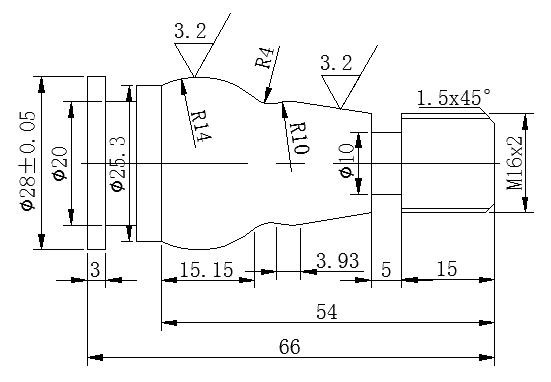
2.1.2 图纸分析
①加工内容:此零件加工包括车端面、外圆、倒角、圆弧、螺纹等。
②工件坐标系:编程原点设置在工件已精加工的右端面。
③换刀点:(50,100)
④数值计算: A点坐标(19.74,-30.73) B点坐标(19.46,-34.66)
C点坐标(21.19,-38.2) D点坐标(25.3,-53.35)
螺纹尺寸计算:螺纹外圆直径为 16-0.2=15.8 mm
2.1.3 确定加工工艺路线
①装夹Φ30毛坯外圆,车削右端面;
②粗车外形留精加工余量;
① 精车外形;
② 车削螺纹;
⑥ 切断。
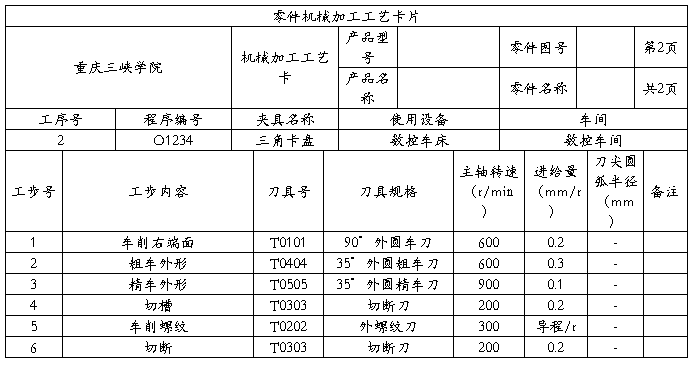
2.1.4 选择刀具
根据加工要求,1号刀为90°外圆左偏刀;2号刀为35°外圆粗车尖头刀;3号刀为35°外圆精车尖头刀;4号刀为60°外螺纹刀;5号刀为4.35mm宽切断刀。
2.1.5 工艺卡

2.2 铣床部分
由于各种原因,以及数控铣床和数控车床的编程方法基本相同,故对于数控铣床我们只进行了对刀操作,对刀对于零件加工来说,正确的、准确的对刀过程是加工出合格零件的基础。
常用对刀方法如下(对工件上边面中心):
①对x轴时:先把主轴移动到工件x轴方向的一边,用刀具轻轻碰触工件边缘(注意主轴上要有刀,要转起来,还要注意靠近时不要太快从而切掉很大一块料),当碰到时记录下现在的机床坐标系x轴的数值,然后在搞另外一边,最后把两次的数值相加除以2,把得到的数值填到G54坐标系中的x轴位置就好了。
②y轴同理
③z轴只要碰触上表面就好
2.2.1 零件图

2.2.2 图纸分析
毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图示的外轮廓及φ20㎜的孔。
2.2.3 确定加工工艺路线
以底面为定位基准,两侧用压板压紧,固定于铣床工作台上
工步顺序:
① 钻孔φ20㎜。
② 按ABCDEFGH线路铣削轮廓。
2.2.4 刀具选择
现采用φ20㎜的钻头,定义为T02,φ5㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
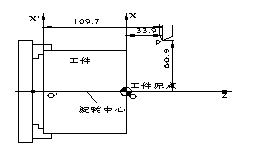
2.2.5 确定工件坐标系和对刀点
在XOY平面内确定以0点为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图示,采用手动对刀方法把0点作为对刀点。
第三章 程序设计
3.1车床加工程序
O1234
N0010 T0101(外圆刀)
N0020 M03 S600
N0030 G99
N0040 G00 X32 Z0
N0050 G01 X-0.5 F0.2
N0060 G00 X50 Z100
N0070 T0202 (螺纹刀)
N0080 X50 Z10
N0090 G73 U7 W5 R7
N0100 G73 P0100 Q0220 U0.4 W0.15 F0.3
N0110 G00 X13 Z2
N0120 G01 Z0 F0.1
N0130 X15.8 Z-1.5
N0140 X16
N0150 Z-20
N0160 X19.74 Z-31.38
N0170 G03 X19.46 Z-35.31 R10
N0180 G02 X21.19 Z-38.85 R4
N0190 G03 X25.3 Z-54 R14
N0200 G01 Z-62
N0210 X28
N0220 Z-70
N0230 X32
N0240 G00 X50 Z100
N0250 M03 S900
N0260 G00 X50 Z10
N0270 G70 P0100 Q0220
N0280 G00 X50 Z100
N0290 T0303 M03 S200(切断刀)
N0300 G00 X35 Z-19.87
N0310 G01 X10 F0.2
N0320 G04 X1.0
N0330 G01 X35
N0340 Z-20
N0350 X10 F0.2
N0360 G04 X1.0
N0370 X35
N0380 Z-62.87
N0390 G01 X20 F0.2
N0400 G04 X1.0
N0410 X35
N0420 Z-63
N0430 G01 X20 F0.2
N0440 G04 X1.0
N0450 G01 X35
N0460 G00 X50 Z100
N0470 T0202 M03 S400
N0480 G00 X18 Z4.5
N0490 G76 P020060 Q100 R0.1
N0500 G76 X14.8 Z-17 R0 P700 Q200 F1.0
N0510 G00 X50 Z100
N0520 T0303 M03 S200
N0530 G00 X35
N0540 Z-70.76
N0550 G01 X-1 F0.15
N0560 G00 X32
N0570 G00 X50 Z100
N0580 M30
注:
应外圆刀干涉,故在车削外圆时采用螺纹刀代替
3.2 铣床加工程序
1)加工φ20㎜孔程序(手工安装φ20㎜钻头)
O0001
N0010 G92 X5 Y5 Z5
N0020 G91
N0030 G17 G00 X40 Y30
N0040 G98 G81 X40 Y30 Z-5 R15 F150
N0050 G00 X5 Y5 Z50
N0060 M05
N0070 M02
2)铣轮廓程序(手工安装好ф5㎜立铣刀) O0002
N0010 G92 X5 Y5 Z50
N0020 G90 G41 G00 X-20 Y-10 Z-5 D01
N0030 G01 X5 Y-10 F150
N0040 G01 Y35 F150
N0050 G91
N0060 G01 X10 Y10 F150
N0070 G01 X11.8 Y0
N0080 G02 X30.5 Y-5 R20
N0090 G03 X17.3 Y-10 R20
N0100 G01 X10.4 Y0
N0110 G03 X0 Y-25
N0120 G01 X-90 Y0
N0130 G90 G00 X5 Y5 Z10
N0140 G40
N0150 M05
N0160 M30
第四章 数控编程的知识
4.1数控车编程基础
4.1.1数控车编程特点
1. 可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。
2.直径方向(X方向) 系统默认为直径编程,也可以采用半径编程,但必须更改系统设定。
3. X向的脉冲当量应取Z向的一半。
4. 采用固定循环,简化编程。
5. 编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进行半径补偿。
4.1.2数控车的坐标系统
加工坐标系应与机床坐标系的坐标方向一致,X轴对应径向,Z轴对应轴向,C轴(主轴)的运动方向则以从机床尾架向主轴看,逆时针为+C向,顺时针为-C向,如图8示:
加工坐标系的原点选在便于测量或对刀的基准位置,一般在工件的右端面或左端面上。

数控车床坐标系
4.1.3直径编程方式
在车削加工的数控程序中,X轴的坐标值取为零件图样上的直径值,如图9所示:图中A点的坐标值为(30,80),B点的坐标值为(40,60)。采用直径尺寸编程与零件图样中的尺寸标注一致,这样可避免尺寸换算过程中可能造成的错误,给编程带来很大方便。
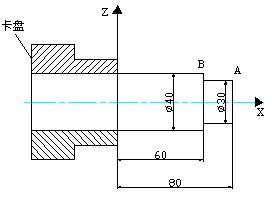
直径编程
4.1.4进刀和退刀方式
对于车削加工,进刀时采用快速走刀接近工件切削起点附近的某个点,再改用切削进给,以减少空走刀的时间,提高加工效率。切削起点的确定与工件毛坯余量大小有关,应以刀具快速走到该点时刀尖不与工件发生碰撞为原则。如图所示。
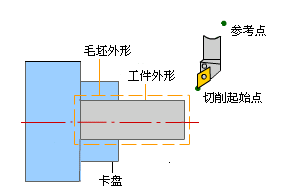
切削起始点的确定
4.2数控车床的基本编程方法
数控车削加工包括内外圆柱面的车削加工、端面车削加工、钻孔加工、螺纹加工、复杂外形轮廓回转面的车削加工等。
4.2.1坐标系设定
编程格式 G50 X~ Z~
式中X、Z的值是起刀点相对于加工原点的位置。G50使用方法与G92类似。
在数控车床编程时,所有X坐标值均使用直径值,如图所示。
G50设定加工坐标系
4.2.2基本指令G00、G01、G02、G03
1.快速点位移动G00
格式:G00 X(U)_Z(W)_;
其中,X(U)_、Z(W)_为目标点坐标值。
2.直线插补G01
格式:G01 X(U)_Z(W)_ F_;
其中,X(U)、Z(W)为目标点坐标,F为进给速度。
机床执行G01指令时,如果之前的程序段中无F指令,在该程序段中必须含有F指令。G01和F都是模态指令。
3.圆弧插补G02、G03
顺时针圆弧插补用G02指令,逆时针圆弧插补用G03指令。
第五章 结束语
要实现数控加工,编程是关键。本文虽然只对一例数控车床加工零件的进行了编程分析,但它具有一定的代表性。由于数控车床可以加工普通车床无法加工的复杂曲面,加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要。