玉林市第一职业中等专业学校
《涂装工艺与设备》实训指导书
1
目 录
开篇 漆膜损伤评估 项目01、漆膜损伤认识 模块一 涂装技术基础实训 项目01、涂料技术基础
模块二 涂料及溶剂认识实训 项目01、涂料及溶剂的准 模块三 涂料选配与调制实训 项目01、涂装的选配与调制 模块四 底喷涂操作实训 项目01、 底喷涂操作
模块五 面漆喷涂操作实训 项目01、面喷涂操作
2
开篇 漆膜损伤评估
项目01、漆膜损伤认识
一、实训目的与要求
1、了解漆膜的各系统组成;
2、初步认识汽车漆膜各部件的名称、外形及安装联接;
二、实训内容
1、汽车漆膜的整体和主要部件的认识;
2、了解汽车漆膜损伤评估工作过程。
三、实训设备
1、装备齐全的实训车辆一台;
2、拆散但机件齐备的车门,发动机盖各一块;
3、做有损伤标志实训车一台
四、实训方法及步骤
1、每班分成三个大组若干小组,分三个内容进行实训:一个大组进行汽车漆膜整体及外围部件认识,一个大组进行漆膜损伤主要部件的认识,一个大组通过透明教具、解剖教具、了解漆膜损伤样式。
2、三个大组依次进行轮换,分三次完成。
3、课内实训时以指导老师讲解、演示为主,学生提问进行教学互动。课外时间开放实训室,学生根据实训报告的要求,完成实训内容。
模块一 涂装技术基础实训
项目01、涂料技术基础
一、实训目的与要求
1、熟悉涂料技术基础的组成及其各主要机件构造、作用与装配关系;
2、熟悉涂料技术基础方式,掌握涂料技术基础定位和防漏方法;
3、掌握正确的喷涂顺序、要求、方法。
二、实训内容
1、卡罗拉轿车全车涂料技术基础;
3
三、实训设备及工、量
1 本田整车一辆
2、用工具和专用工具,5套
5、涂装喷枪,调漆尺,5套
5、其它(如清洗用料,油盆、搁架等), 若干
四、实训步骤及操作方法:
1、涂料技术基础(以卡罗拉轿车为例)
(1)熟悉涂料技术基础所用设备
①调漆量尺正确使用
②喷枪的适用方法
③铲刀的正确使用;
④打磨砂纸的正确选用;
⑤砂纸干磨湿磨的技巧
(2)手工砂纸打磨除旧漆
①选择适合的磨料
②准备好气枪
③带好手套和防尘口罩;
④裁好砂纸;
模块二 涂料及溶剂认识实训
项目01、涂料的准备
一、实训目的与要求
1、熟悉涂料准备的标准流程
2、能够按照标准流程进行涂料的准备
二、实训内容
1、汽车修补用涂料一般选用标准
三、实训设备及工、量
1卡罗拉整车一辆
2、用工具和专用工具,5套
3、平头锤、钢錾子、钢锍子、清洁纸卷
四、实训步骤及操作方法:
1、识读涂料说明书上的警告标记
(1)避免皮肤接触标记
(2)避免眼睛接触标记
(3)避免呼吸系统接触标记
4
(4)避免食用接触标记
(5)注意防火标记
2、灭火器的使用
(1)MP型灭火器
①使用时手提筒体上部的提环
②当距离着火点10m做哟
(2)MT型灭火器
①距离燃烧物50m左右,放下灭火器
②拔出保险销,应把喇叭筒往上扳
③灭火时,应选择在上风方向喷射
模块三 涂料的选配与调制实训
项目01、涂装的选配与调制
一、实训目的与要
1、能够正确描述利用色卡调制涂料的标准流程
2、能够正确对比所调制的涂料
二、实训内容
1、涂装的选配与调制实训标准
三、实训设备及工、量
1、喷板若干块、电子秤一个
2、小烤箱一个
3、调漆瓶子多个
四、实训步骤及操作方法:
1、喷板准备
(1)如果喷板有涂层或有锈蚀,需要用细砂纸打磨。
(2)对喷板进行除尘与除油操作
2、电子秤准备
(1)水平放置电子秤
(2)打开电子秤总电源
(3)按下归零键
(4)剂量添加色母
模块四 底喷涂操作实训
项目01、底喷涂操作
一、实训目的与要
5
1、能够正确描述底漆喷涂施工的标准流程
2、能够按照标准流程进行底漆喷涂
二、实训内容
1、用卡罗拉进行底漆喷涂
三、实训设备及工、量
1、试验车一台(或车身板制件每人一块)
2、纱布(或除尘纸)3块
3、打磨系统、喷漆间
4、填眼灰、刮刀等
四、实训步骤及操作方法
1、板件准备
(1)用压缩空气清除表面的粉尘
(2)若进行过湿,应做去湿处理
2、遮盖
(1)胶带纸的基本黏贴方法
(2)装饰条和嵌条的遮盖
(3)铭牌和标牌的遮盖
(4)车门的遮盖
3、干燥
(1)用红外线烤灯烘烤干燥
(2)用烤漆房烤漆
(3)车身其他件保护
模块五 面漆喷涂操作实训
项目01、面喷涂操作
一、实训目的与要
1、能够正确描述面漆喷涂施工的标准流程
2、能够按照标准流程进行面漆喷涂
二、实训内容
1、用卡罗拉进行底漆喷涂
三、实训设备及工、量
1、试验车一台(或车身板制件每人一块)
2、纱布(或除尘纸)3块
3、打磨系统、喷漆间
4、填眼灰、刮刀等
四、实训步骤及操作方法
6
1、板件准备
(1)用压缩空气清除表面的粉尘
(2)若进行过湿,应做去湿处理
2、遮盖
(1)胶带纸的基本黏贴方法
(2)装饰条和嵌条的遮盖
(3)铭牌和标牌的遮盖
(4)车门的遮盖
3、干燥
(1)用红外线烤灯烘烤干燥
(2)用烤漆房烤漆
(3)车身其他件保护
7
第二篇:汽车车架阴极电泳涂装的工艺与设备
汽车车架阴极电泳涂装的工艺与设备
邹永丰
(机械工业第二设计研究院,浙江杭州310022)
[摘 要] 以一条汽车车架阴极电泳涂装的自行小车输送涂装生产线为例,论述了涂装前未除
锈、未除去氧化皮的汽车车架阴极电泳涂装生产线的工艺处理过程和条件,提出了车架表面氧化皮的超声波酸洗除锈工艺;阐述了生产线的设备选型原则、设备组成和布置;探讨了生产线设计方面应注意的问题。
[关键词] 阴极电泳涂装;汽车车架;涂装生产线
[中图分类号]TQ639.2 [文献标识码]B [文章编号]1001-1560(2005)06-0058-03
0 前 言
汽车车架一般是由热轧钢板经冲压成型、铆接或焊接组装而成,由于车架系车下部件,使用条件苛刻,要求有较好的耐腐蚀涂装保护,其主要涂装工艺有喷漆、浸漆和阴(阳)极电泳涂装。汽车工业对车架涂装质量的要求在不断提高,特别是中高档汽车车架,其涂层耐盐雾试验一般要求达到480h以上,喷漆、浸漆和阳极电泳涂装工艺往往达不到上述质量要求。为此,目前国内越来越多的新建汽车车架涂装生产线采用了阴极电泳涂装技术。针对中高档汽车车架的阴极电泳涂装,论述了涂装生产线的工艺设计,阐述了生产线的基本型式、设备组成和设计原则,并介绍了一条中高档汽车车架的阴极电泳涂装生产线。
拌)→预浸泡磷酸酸洗(浸、50~60℃、5min、泵循环搅拌)→超声波磷酸酸洗(浸、50~60℃、5min、泵循环搅拌)→水洗2(浸、常温、1min、泵循环搅拌)→水洗3(浸、常温、1min、泵循环搅拌)→表调(浸、常温、1min、泵循环搅拌)→磷化(浸、40~50℃、5min、泵循环搅拌)→水洗4(浸、常温、1min、泵循环搅拌)→纯水洗1(浸、常温、1min、泵循环搅拌)→阴极电泳(浸、28~30℃、3min、泵循环搅拌)→UF1水洗(浸、常温、1min、泵循环搅拌)→UF2水洗(浸、常温、1min、泵循环搅拌)→纯水洗2(浸、常温、1min、泵循环搅拌)→滴水晾干(常
温)→转挂(人工辅助)→烘干(热风循环、180~200℃、30min、燃油加热)→强冷(风冷、常温、7.5min)→下件(人工辅助)1.2 工艺说明
(1)由于车架在上线前未进行除锈处理,工件
1 工艺设计及说明
对于热轧钢板的除锈和未去氧化皮主要采用
两种方式:一种是在热轧钢板冲压成型前进行酸洗或喷抛丸除锈,另一种则是在热轧钢板冲压成型、铆接或焊接组装后进行酸洗或喷抛丸除锈。以下介绍涂装前未除锈和未去氧化皮的车架的工艺设计方案。
1.1 工艺处理过程及条件
表面有大量氧化皮存在,车架酸洗除锈工艺的选择
是车架前处理成败的关键,根据试验认证,选择磷酸酸洗工艺。磷酸酸洗的成本较高,但可以有效解决用盐酸或硫酸酸洗所带来的酸液残留和二次返锈难题。为了有效地提高磷酸酸洗的速度和工件表面的酸洗质量,采用两道磷酸酸洗工序,即预浸泡酸洗和超声波酸洗。实践证明,超声波装置的运用可大大提高酸洗的质量和降低磷酸的单位消耗量。
(2)车架的其他脱脂、磷化处理可采用常规的
上件(人工辅助)→预脱脂(浸、50~60℃、5
min、泵循环搅拌)→脱脂(浸、50~60℃、5min、泵循环搅拌)→水洗1(浸、室温、1min、泵循环搅
[收稿日期] 20050117
前处理工艺

。
58
? 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
汽车车架阴极电泳涂装的工艺与设

备
2 设备选型及布置右,采用步进式方案比较合适;
(2)采用步进式方案后可最大限度地减小电
2.1 选 型泳槽的容积,电泳漆的更新周期更短,经计算,其电
设计的车架阴极电泳涂装生产线所处理车架泳槽的容积不到连续式船形槽方案的50%;的最大长宽高外形尺寸为:6000mm×1200mm×(3)采用步进式方案可较大地降低生产线的600mm,生产纲领为:60000副/a(双班),属于大投资,减少生产线的占地面积和能耗。中批量生产。采用步进式自行小车输送涂装生产2.2 布 置
线,排除采用连续式悬挂输送涂装生产线和船形槽整个生产线由两部分组成,其中前处理电泳生方案的主要依据如下:产线采用步进式自行小车输送涂装生产线,电泳烘
(1)根据工件的形状大小和生产纲领,组挂后干生产线采用步进式地面链输送涂装生产线。生(每挂2副车架)生产线运行节拍在8~9min左产线工艺与设备平面布置见图1
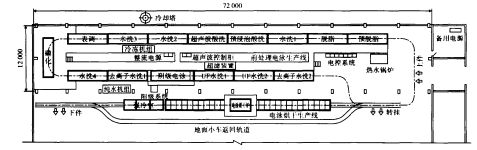
。
图1 车架电泳涂装生产线工艺及设备平面布置
2.2.1 前处理电泳生产线及铝合金轨道等部分组成,其中单台葫芦最大起吊
前处理电泳生产线主要由前处理部分、阴极电重量1000kg,升降行程为6000m。平台和封闭泳部分、辅助设备部分、自行小车输送系统、平台和室体主要由内外操作平台、封闭室体、前处理段室封闭室体及电控系统组成。前处理部分主要包括体排风系统5套、电泳段室体排风系统1套等部分工艺槽体、槽液搅拌系统、槽液加热系统、磷化除渣组成,其中室体壁板采用50mm的夹芯企口板插系统、给排水管路系统等,其中超声波磷酸酸洗槽接拼装而成。电控系统采用PLC(可编程序控制超声波发生装置安装功率为75kW。槽液搅拌采器)作为控制系统的核心,采用集中控制和现场控用泵连续循环搅拌方式,槽液加热系统采用1台制相结合控制方式,具有自动和人工两种工作模
4.2×106J/h的常压燃油热水锅炉进行间接加热,式,可随时进行切换。其中脱脂、磷化在槽外采用板式换热器集中加热,2.2.2 电泳烘干生产线酸洗则在槽内采用蛇形管换热器加热。阴极电泳电泳后烘干生产线主要由烘干室、强冷室、地部分主要由各工艺槽体、室体、搅拌系统、换热系面链输送系统及电控系统等组成。烘干室采用燃统、超滤系统、直流供电系统、极液系统、加料系统、油间接加热方式,加热功率为211×106J/h,主要给排水管路系统等组成,超滤系统采用进口卷式超由保温室体、燃油加热系统、热风循环系统、进出口滤膜。辅助部分主要由冷水机组、制纯水机组和备自动升降移门等组成。强冷室采用吹吸式风冷形用电源等组成。冷水机组采用水冷式制冷机组,制式,由封闭室体、吹风系统、风嘴、排风系统等组成。冷量为100kW左右。纯水装置既可采用离子交地面链输送系统采用往复式运行方式,运行节拍与换制纯水装置也可采用反渗透制纯水装置,产水量前处理电泳生产线节拍相匹配,主要由输送链条、为5t/h,纯水的电导率不大于10μS/cm。备用电驱动及张紧装置、地面小车及轨道等组成。源采用1台55kW的柴油发电机组,人工切换。
自行小车输送系统主要由7台自行小车组、工字钢
59
? 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
汽车车架阴极电泳涂装的工艺与设

备
3 注意事项
3.1 前处理部分
(1)前处理部分循环管路的设计应考虑各溶
液槽的倒槽清理功能,其中磷酸酸洗槽的循环管路应采用翻槽方式进出,不宜设置排空口,并尽可能减少酸洗槽体上的开孔。
(2)预脱脂和脱脂宜分别设置油水分离装置,为合理使用脱脂液,脱脂液应逆向倒入预脱脂槽。
(3)磷酸酸洗槽、蛇管换热器及循环管路等部分的选材非常关键,可选用SUS316L牌号的耐酸不锈钢,焊接材料也应选用相对应的焊条或焊丝。循环泵和阀门应选用专用的耐磷酸泵和阀门。
(4)由于磷化槽容积较大(20m3),为便于排出渣液,磷化槽底部宜制作成多个锥体并采取连续除渣方式。
(5)在设计槽液加热用常压燃油热水锅炉系统时,宜设置一套锅炉热水酸度检测报警系统。若换热器(特别是酸洗槽)发生泄露可及时发现和报警,避免损坏锅炉加热系统。3.2 电泳部分
(1)为便于维修,所有袋式过滤器两端宜设置
产生较多的泡末和加速漆液的老化。
(4)为达到理想的循环搅拌效果,主循环泵的两个入口(电泳副槽的底部口和电泳主槽的底部口)宜分别设置于电泳槽两端,并设置过滤网。
(5)超滤液采用何种方式回到电泳槽以达到电泳槽的液位稳定非常关键,建议在条件允许的情况下通过采用控制高度差的方式让超滤液自流回电泳槽来达到电泳槽的液位稳定。
(6)大中型电泳槽最好能设置有液位控制报警系统,以保证电泳槽的漆液安全。漆液温控系统建议采用气动隔膜三通阀以提高温控的可靠性。
(7)在所有进入电泳槽和后清洗槽的纯水管路、自来水管路以及超滤水管路上应安装止回阀,以防虹吸倒流窜液。
(8)挂具通常都需随工件一起进电泳烘干炉,挂具的材料应选用耐高温绝缘的聚四氟乙烯。3.3 其他方面
(1)在设计和安装电泳烘干线地面小车轨道
时应考虑热胀冷缩问题,轨道间留出一定的伸缩缝。
(2)在电控方面电泳漆液循环泵应与超滤液轴封泵连锁,只有在轴封泵运行后才能启动漆液循环泵。整流装置应与自行小车输送系统联锁。
[编辑:詹小玲

]
旁路和安装隔膜式压力表以便于及时更换。
(2)主超滤泵的漆液回流管路宜与主循环管路分开,并设置通往电泳副槽的回流管路,以减少超滤装置运行的背压和保护超滤膜。
(3)电泳副槽的容积应相当于主槽容积的10%左右,若太小易使主循环泵吸入空气导致漆液(上接第47页)
[参
本技术相关链接:
1.《现代涂料与涂装》,2004(4):44.
[5] 田保红.高速电弧喷涂Fe3Al/WC复合涂层高温冲
蚀行为研究[D].北京:装甲兵工程学院材料科学
考文献]与工程系,2000.
[6] 胡军志,马世宁,陈学荣,等.高速电弧喷涂FeCrAl/
WC复合涂层研究[J].同济大学学报(自然科学
[1] 徐滨士,刘世参,张振学,等.电站锅炉水冷壁管道
热腐蚀及高速电弧喷涂防护新技术[J].中国电力,
2000,33(3):13~16.
[2] 朱子新,徐滨士,徐向阳,等.电站锅炉管道高温冲
版),2001(12):1447~1450.
[7] 胡军志,马世宁,陈学荣.高速电弧喷涂FeCrAl/WC
蚀磨损及涂层防护技术[J].中国电力,2001,34
(12):16~18.
[3] MorganEJ.Thermalsprayingforboilertubeprotection
[J].WeldMetFabri,1992(1/2):25~31.
[4] SundararajanG,ManishR.Solidparticleerosionbe2
haviourofmetallicmaterialsatroomandelevatedtem2peratures[J].TribologyInternational,1997,30(5):339~359.
复合涂层显微组织和力学性能研究[J].中国表面
工程,2003(1):1~3.
[编辑:徐 军
]
本技术相关链接:
1.《同济大学学报(自然科学版)》,2001(12):1447~1450.
2.《中国表面工程》,2003(1):1~3.
60
? 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
Keywords:wastewatertreatment;wastewatercontainingchromi2um;copperas;oxidation2reductionreaction;neutralization2pre2cipitationreaction
TechnologyandEquipmentforCathodeElectrophoresisCoatingofCarFrames
ZOUYong2feng(No.2ProjectPlanningandResearchInstitute,MinistryofMachineryIndustry,Hangzhou310022,China).CailiaoBaohu2005,38(6),58~60(Ch).Anewtypeproduc2tionlinewithself2propelledcranesforthecathodeelectrophore2siscoatingofcarframewasusedasanexampletointroducethetechnologyprocessesandconditionsconcerningthecarframeswithscaleandwithoutrust2removalpriortothecoating.Anul2trasonicpicklingtechnologywaspresentedforremovingtherustandscaleofthecarframe.Theprinciplefortheequipmentse2lectionandthearrangementoftheequipmentswerediscussed,whiletheproblemsinthedesignoftheproductionlinewerepro2posedaswell.
Keywords:cathodeelectrophoresiscoating;carframe;coatingproductionline
CorrosionPreventionofSteelGateforTideLockbySpra2yingPolyureaElastomer
ZHUXi2chang,GEYan,ZHUYa2xian(NanjingHydraulicRe2searchInstitute,Nanjing210029,China).CailiaoBaohu2005,38(4),61~63(Ch).Abriefintroductionwasgivenonpolyureaelastomersprayingasanewcorrosionprotectionmeth2odforthesteelgateoftidelock.Thetechnicalcharacteristicsandadvantagesoftheprocessweresummarized,andacceleratedcorrosiontestandfieldtestwerecarriedouttoverifyitsvalidityinpractice.Itwasfoundthatthesprayedpolyureaelastomercouldbeusedtoefficientlypreventthesteelgatefromcorro2sion,andthetechnologycouldhaveenormouslong2termeco2nomicbenefit.
Keyword:corrosionprevention;steelgate;polyureaelastomerMeasuretoPreventDimCoatingDuringHot2DipGalvani2zingofQ345StructuralSteel
121
WANGYan2ning,LIANGZhong2hua,MIAOLi2xian,SHI
3
Xian2hai(1.TianjinGongdaGalvanizingEquipmentCo.Ltd,Tianjin300132;2.HenanZhumadianResearchInstituteofAg2riculturalMechanization,Zhumadian463000;3.HenanZhu2madianHot2DipGalvanizingofTubeandTower,Zhumadian463000,China).CailiaoBaohu2005,38(6),64~66(Ch).Duringthehot2dipgalvanizingofQ345highstrengthlowalloy(HSLA)structuralsteel,theundesiredsiliconcontainedinthesteelleadstotheformationofdimandover2thickcoatingandincreasestheproductioncostaswell.ThereasonliesinthatthesteelofaSicontentover0.25%subjecttohot2dipgalvanizingat460℃isliabletoanintenseZnandFereaction,whichmakesthedepositdim,over2thick,andofalowadhesionstrengthtothesubstrate.Thusitwassuggestedtoadoptthefol2lowingmeasuressoastogetridofthedimandover2thickfor2mationofcoatingonhot2dipgalvanizedQ345steelat430~450℃.Namely,toadjusttheliftingrateofthepartsoutofthegal2vanizingbathusingfrequency2convertingtechnique(setas2~30m/min),toaddasmallamountofzinc2basedalloycontai2
ningBiandSn,tocontroltheironioncontentbelow1g/Lu2
singgalvanizingadditivesandironremovalequipment,andtoa2voidoverpicklingandrepetitivepicklingallhelpedtoevadethedimandover2thickcoatingformationonthehot2dipgalvanizedQ345steel.
Keywords:hot2dipgalvanizing;Q345HSLAstructuralsteel;dimcoating;controlmeasure
DeterminationofSeveralMetalElementsinElectrolyticColoringAnodizingCoatingonAluminumAlloybyGraph2iteFurnaceAtomicAbsorptionSpectrometry
aab
YANGXiao2yan,YANLiu2shui,DUNan,WENZhen2
aa
dong,DINGYuan(a.DepartmentofEnvironmentandChemi2calEngineering;b.DepartmentofMaterialScienceandEngi2neering,NanchangInstituteofAeronauticalTechnology,Nan2chang330034,China).CailiaoBaohu2005,38(6),67~70(Ch).Standardadditioncalibrationtechniquewasusedinthegraphitefurnaceatomicabsorptionspectrometric(GFAAS)a2nalysisofcopper,nickel,andtinintheelectrolyticcoloringan2odizingcoatingonaluminumsoastoeffectivelyreduceinterfer2enceofthecoexistentelementsinthesamplesolutionandin2creasethemeasurementaccuracy.Thusthelinearrangewaspreliminarilydeterminedusingstandardcurvemethod,thentheoptimaldilutiontimesforthesolutionstobetestedandaseriesofworkingsolutionsweredetermined,whichmadeitpossibletoaccordinglydeterminethelinearrangeswithhighercorrelationcoefficientsforcopper,nickelandtin(0~0.6mg/LCu,0~0.8mg/LNi,and0~0.7mg/LSn,respectively,withrespecttostandardadditioncalibratingcurves).ItwasfoundthattheincreaseinthenickelcontentoftheCu2Ni2Snternarysystemledtodecreaseinthelinearcorrelationcoefficientsofcopperandtininthestandardadditioncalibratingcurves.
Keywords:determination;graphitefurnaceatomicabsorptionspectrometry(GFAAS);standardadditionmethod;anodiza2tion;electrolyticcoloring
DeterminationofSodiumBenzenesulfinateinHighSulfurNickelElectroplatingBath
ZHENGYing,GAOCan2zhu,LIUChun2hua(SchoolofEnvi2ronmentalScienceandEngineering,ShandongUniversity,Jinan250100,China).CailiaoBaohu2005,38(6),71~72(Ch).Withaviewtotheimportanceoftheaccuratedeterminationofadditiveconcentrationinguidingtheefficienttroubleshootingandcoatingqualityimprovingforhighsulfurnickelelectropla2tingprocess,theconcentrationofthesodiumbenzenesulfinateadditivecontainedinahighsulfurnickelelectroplatingbathwasdeterminedusingultravioletspectrophotometry.Thusthemethodtodeterminethesodiumbenzenesulfinateinthehighsulfurnickelelectroplatingbathwasestablished,andtheinfluencesofpHvalueandinorganicsaltontheabsorbanceofthesodiumbenzenesulfinatewerestudied.Itwasfoundthatthemethodes2tablishedhadtheadvantagesofrapidandaccuratemeasurementandcouldbeappliedtothefieldanalysisofthesodiumbenzene2sulfinateinindustrialhighsulfurnickelelectroplatingbaths.Keywords:determination;nickelelectroplating;highsulfurnickel;additive;sodiumbenzenesulfinate
SeaoverEditorialCommittee:K.V.Frolov,V.T.Troshchenko,L.A.Sosnovskiy,
Yu.N.Drozdov,T.Bell,HanshanDong,LeeHongKee
JournalofMaterialsProtectionVol.38.No.6,June2005PublishedbyMaterialsProtectionPublishingHouseEditedbyMaterialsProtectionEditorialDepartmentAdd:126BaofengErlu,Wuhan430030,P.R.ChinaTel:+0086-27-83641679 Fax:+0086-27-83638752
http://www.matΟpro.comE-mail:bjb@matΟpro.com
Distributor:ChinaInternationalBookTrading
Corporatiion(P.O.Box399)
TheForeignSubscriptionRate:USD60.00

peryear
? 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.