潜江正邦生产部20##年11月月终总结
一、 人员情况
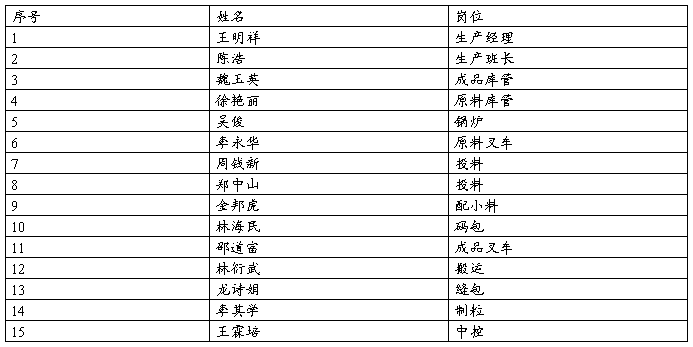
"
二、生产员工出勤情况
周钱新请假一天,其余员工满勤。
三、生产情况
本月产量:797.96T 其中鱼料:103.32T 鸭料:694.64T
四、生产变动费用情况
总用电:26287度 吨均用电:32.9度
原料叉车加油800元,成品叉车加油710元
合计:1510元 吨均叉车加油:1.89元
吨均维修费:4.4元
吨均缝包线:24KG*18=450/798=0.54元
吨均煤耗:13.3/798=16.7KG
吨均工资:35986/798=45元
吨均水费:0.38元
人均产量:57T
每天平均产量:79.8T
五、奖惩情况
对表现突出的员工表扬并加分:生产班长陈浩以身作责,起到模范和带头作用,加5分;制粒工李其学积极参加设备的维护保养和技改,献技献策,加5分;金邦虎爱岗敬业,乐于助人,主动协助生产其它岗位,加5分;成品库管魏玉英工作主动认真负责,成品库经常保持干净整洁,加3分。27号,田运年、吴俊迟到各扣1分
"
第二篇:生产部20xx年生产总结
生产部20xx年生产总结
一、 剥绒车间
2014
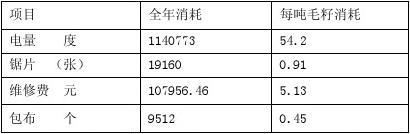
剥绒率11.42%。
耗、锯片消耗、人工费用均较去年有所下降。短绒和光籽质量控制较原来提高,实现了产品质量的稳定。
技改:
1.对2台风力清籽机进行了改进,改后经运行效果不错,达到理想。节省费用80%以上。
2.每条线增加一套回料装置,改后可以提高产量5-10%。
二、 预处理车间
2014剥壳率40.5%。
含仁、入浸水分的控制上,达到了稳定和调控的及时,为浸出车间的质量指标的控制创造了良好条件。
技改:

1. 改制仁绒分离筛,将仁中残绒分离出一部分,目的为下道工序创造条件。
2. 改制平板烘干机气相线,由原设计一进一出改为三进三出,便于控制各层温度,节约蒸汽,经运行效果还可以。
3. 改制了增效机前甩出物,由原人工小车拉改为使用风力输送,运行效果不错,减轻了员工劳动强度,提高了环境卫生。
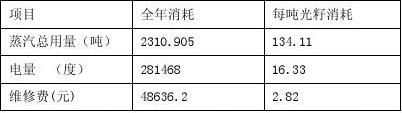
三、 浸出车间
201443.4%。
均优于去年。不足之处是对酸碱反应时间、温度的控制欠缺。在消耗的控制上,由于单位光籽的消耗与加工产量关系较大,在全年生产过程中,均未达到足量生产,导致各种消耗指标目前较高。车间部分人员操作水平有待提高。
1
溶剂消耗时间从20xx年8月至20xx年7月10日,两次消溶之间计算消耗,在此期间,甲醇购买338.52吨,6#溶剂购买140.24吨。实际消耗:每吨光籽耗甲醇11.524公斤。耗6#溶剂5.25公斤。
技改:
1.改造了蒸发系统,增加了两台换热器,利用一蒸、二蒸余热,将混合油加热再次溶剂蒸发。目的提高混合油浓度,节约蒸汽,减轻冷凝器负荷。经运行效果不错。
2.混合油精炼在原来基础上进行了改进,通过近一段运行效果不错。
3.冷却循环水系统改造。由原来设计并联改为串联,改造后经运行效果不错,冷却回水温度低于35℃.
4.增加高温成品油(125℃)与混合油换热装置,目的是提高成品油质量,节约蒸汽。改进后经运行高温油可降10-15℃,混合油可提高10-25℃。
5.改制了蒸汽回收装置,经运行有一定效果。
6.改制了3#脱酚器沥干段易堵现象,经运行效果不错,提高了设备运行时间。 7.改制了一台蒸煮罐,将废水中的溶剂回收利用。 蛋白包装技改:
1.改制了除尘器,由原脉冲除尘过滤面积小且易堵,改为旋风袋式除尘。目的是提高过滤面积,提高设备运行时间,节约空压气。经运行效果不错。
2.改制了蛋白内加粕自动装置,给后来安装在线监测奠定基础。
四、 精炼车间
精炼车间共加工毛油1333.128吨,与混合油精炼共生产成品油2103.533吨。每吨

技改:
增加成品高温油与进线毛油换热装置,经运行成品热油将10-20℃,毛油升温10-20℃,目的节约蒸汽消耗,降低冷却水温度。
五、 锅炉车间
全年消耗煤炭

145.9公斤。

六、技改、电料、劳保、部分车间费用
2