20xx年PMC工作总结
年关将到,现把去年工作向各位汇报,以便更好制定20xx年工作目标,报告如下:
1. 订单及生产数据
㈠订单方面:20xx年元月至12月一共接单648645pcs(按有成品编码统计,一车间) ㈡生产数据:①计划出货数量678973pcs,实际产出676860pcs,产量达成率99.69%;
②计划出货总笔数179批,实际准时144批,准时率80.45%;
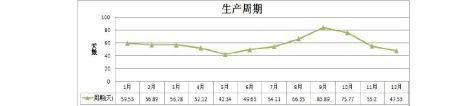
③全年生产周期平均值是58.35天;
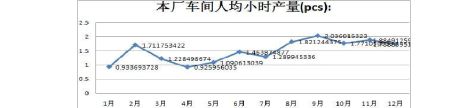
④人均小时产量1.49 pcs 。 如下图:
2. 外发,委外管控
㈠ 外发总体达成率效高,其中外发成品35笔,完成33笔,2


笔未完成原因是跨年订
单;委外半成品164笔,完成164笔,达成率100%;准时率仅23.46%。
㈡ 外发成品损耗管控基本得到控制,但部分委外半成品损耗较大,分析原因是加工商未彻底清理尾数,胚件未包装完善;
㈢ 委外验货曾出现多次外厂没完成,浪费公司人力物力;
㈣ 部分物料由于责任定性未明确,导致走帐时间较长,影响后续部门工作。
3. 来料控制,库存消化及新旧物料衔接
㈠ 来料控制还不到位,导致生产,仓存的饥饱在某个时间段表现较突出,影响各环节运作;
㈡ 库存消化:
① 船头板:727台,(占计划1109台66%),未使用原因是暂时没有订单使用; ② 电器件:13892pcs(其中电线,灯头:10360pcs;五金杂件:3532pcs)。
㈢ 新旧物料衔接
去年新旧物料管控大致到位,但仍有个别物料错过最佳使用时机,主要原集中在产品结构或颜色更改,没有及时核准旧物料库存状况,导致新旧混用衔接上有所遗漏。
4. 数据收集与整理
㈠ 生产数据:人均小时产,各型号人均小时产量,生产周期等有利对订单交期评估; ㈡ 供应商数据:已初步统计几大主要物料供应商质量,交期等对进一步订单物料保障提供依据。
20xx年目标与计划
未来一年将会从生产达成率和准时率,外加工管制,来料控制,库存消化,新旧物料衔接,数据这几方面制定及改善,
1. 生产达成率目标100%;准时率争取在90%以上。
2. 外发,委外管控
㈠ 外发成品依旧控制好出货时间及损耗;
㈡ 委外半成品控制胚件来料包装,准时率力争在90%以上,不良品责任在两个工作日内确定,并进行后续处理,加快完美帐目运作;
㈢ 委外验货要再次确认完成状况,杜绝浪费公司资源。
3. 来料控制,库存消化和新旧物料衔接
㈠ 来料控制,继续制定来料计划并积极实施;
㈡ 库存消化,每周进行新接订单核对,发现能替换物料立刻让工程及质管确认,进一步降低呆滞料数量。
㈢ 新旧物料衔接,着重关注结构,颜色更改,核准旧物料库存状况,确保能在最佳时机处理完毕。
4. 数据收集与整理
㈠ 继续对生产日报表进行更有效统计,逐步精确各型号人均小时产量,增加统计各型号生产周期,为准确每张订单交期重点提供指导信息;
㈡ 对供应商各物料质量,交期等作进一步汇总,协助提高,保障订单交期。
5. 物料封存
对不常规型号,生产完成后给仓库提示封存相关物料,减少不常规物料的损耗。 最后:
以上将会逐步完善,并成为物控工作的部分规则。我们工作的开展与完成,更大程度上依赖于各部门的配合,因此如何更好地与各部门配合,发挥更大的作用,在新的一年工作中将继续探索学习。
PMC:Caesar 2016-1-20
第二篇:PMC工作总结
PMC工作总结
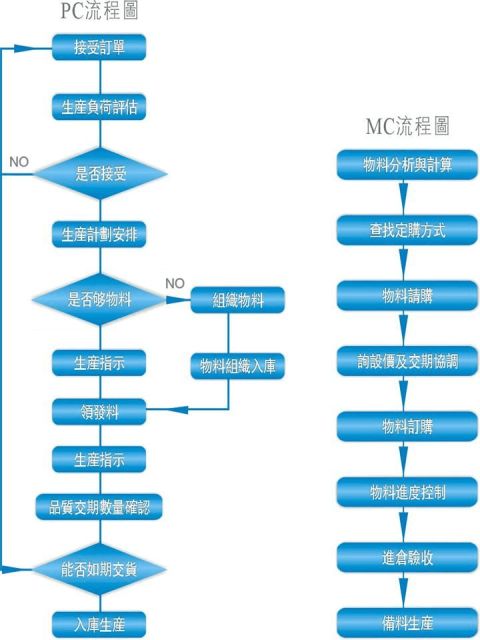
PMC是Product Material Control的缩写形式,意思为生产及物料控制。通常它分为两个部分:
PC:生产控制或生产管制(台、日资公司俗称生管)。主要职能是生产的计划与生产的进度控制。
MC:物料控制(俗称物控),主要职能是物料计划、请购、物料调度、物料的控制(坏料控制和正常进出用料控制)等。
PMC流程图:
PMC部门职责:
一、计划管理:
1.主导销售订单评审,对订单交期负责;
2.编制生产计划和生产订单并组织生产;
3.生产计划和生产订单情况跟进;
4.生产协调会、周例会的组织与召开;
5.进行产能负荷分析,调整生产计划;
6.协调各部门的工作进度和衔接;
7.生产计划、产品质量、数量及时间性统计,编制分析报告;
8.准确及时统计计划物控各项数据尤其针对各机组、操作人工时效率和产品质量进行统计;
9.提出各种分析报告,反馈统计信息。
二、物控管理:
1.物料需求计划的制定与监督执行;
2.配合产品开发部做好BOM、工艺路线的整理和编制;
3.进行供应商交期统计和改善,有效进行材料跟进;
4.生产过程中待料、退料、补料和借料以及订单改制的管理;
5.呆废料定期处理;
6.物料进、销、存的核实与控制;
7.公司所有生产材料采购请购的预审;
8.针对销售订单或生产进行物料使用状况统计和分析,为成本控制提供数据。
PC职责:
1.从业务或下游生管处接收顾客需求。
2.根据工厂现有人力、机器模具、及物料进料状况模拟生产计划。
3.结合库存,责成MC制定采购进料计划;人力需求的制定。
4.按交期、订单性质和大小、顾客重要性、产品生产周期、规模生产等原则制定部门设备的生产排程和每日制造指令。
5.及时跟进生产进度,通过入库存仓交接把握生产的进度和效益。
6.处理异常,汇报异常,并寻求妥善解决。
7.订单完成后的善后与总结工作:对库存、不良品率、生产计划的达成进行分析与改进。
MC职责:
实现“三不-------不断料、不呆料、不囤料”。
不断料---不使制造现场领不到要用的材料或零件 而产生待料;
不呆料---要用、可用的料进来,不让不要用不可用的材料零件进入仓库或呆在仓库不用;
不囤料---适量、适时的进料不做过量、过时的囤积 。
PMC管理做得差,容易造成现象
PMC的计划能力、控制能力及沟通协调能力做得差,容易造成以下现象:
1、 经常性的停工待料:因为生产无计划或物料无计划,造成物料进度经常跟不上,以致经常性的
停工待料
2、 生产上的顿饱来一顿饥:因为经常停工待料,等到一来物料,交期自然变短,生产时间不足,
只有加班加点赶货,结果有时饿死,有时撑死。
3、 物料计划的不准或物料控制的不良,半成品或原材料不能衔接上,该来的不来,不该来的一大
堆,造成货仓大量堆积材料和半成品,生产自然不顺畅。
4、 生产计划表仅起形式上的作用,生产计划与实际生产脱节,计划是一套,生产又是一套,生产
计划根本不起作用,徒具形式。
5、 对销售预测不准或对产能分析不准,不能针对产能进行合理安排,没有空留余地,生产计划的
机动性不强,生产计划变更频繁,紧急订单一多,生产计划的执行就成了泡影。
6、 计划、生产及物料进度协调不强,影响交货期,降低公司声誉。
7、 生产经常紊乱,品质跟着失控,造成经常性的返工,经常返工又影响生产计划的执行,造成恶
性循环
呆滞料处理:
1、设计消化
2、加工利用
3、移做其他用途
4、出售
5、报废