20##年度轮胎情况总结
一、 公司起重装卸设备轮胎种类及数量
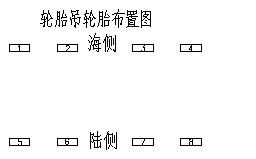
(一) 轮胎吊
目前我司在用集装箱场地轮胎式龙门吊共7台,分别是:
(1)、1995年运行的振华轮吊2台,每台使用18.00-25有内胎轮胎8只;
(2)、1998年运行的振华轮吊1台,使用18.00-25有内胎轮胎8只;
(3)、20##年运行的Noell(中国)制造轮吊两台,每台使用18.00-25无内胎真空胎8只;
(4)、20##年运行的青岛港机厂制轮吊2台,每台使用21.00-25无内胎真空胎8只。
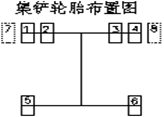
(二) 集铲类(正面吊、空堆)
(1)、2卡尔玛45t集装箱正面吊,每台使用18.00-25真空胎6只,2只转向胎,4只前胎;
(2)、3台卡尔玛空箱堆高机每台12.00-24真空胎6只,2只转向胎,4只前胎;
(3)、1台kone空箱堆高机使用14.00-24真空胎6只,2只转向胎,4只前胎。
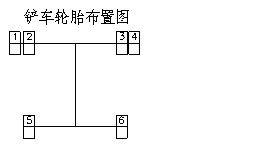
(三) 集拖
(1)、6台OTTWA集拖每台使用11.00-20轮胎6只,其中转向胎2只,后主车轮4只;
(2)、8台斯太尔集拖每台使用11.00-20轮胎10只,其中转向胎2只,后主车胎8只;
(3)、2台卡尔玛TL165集拖使用11R22.5轮胎6只,其中转向胎2只,后主车胎4只。
(四) 小叉车
(1)、共有3t小叉车11台,每台转向胎2只,使用6.50-10轮胎,前胎2只,使用28x9-15。
(2)8t叉车一台,转向胎2只,前胎4只,都使用8.25-15轮胎。
(五)轮胎种类及数量:

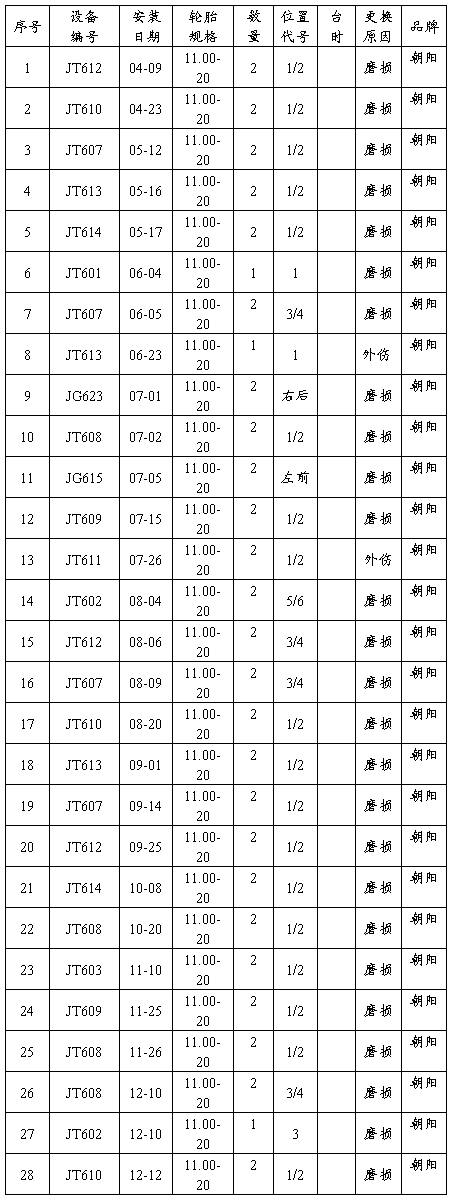
二、各类设备轮胎更换详细情况
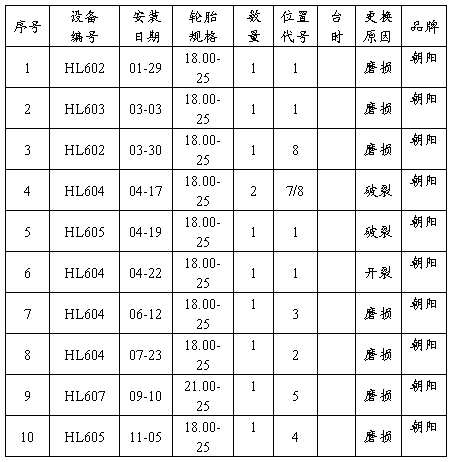
(一) 轮吊
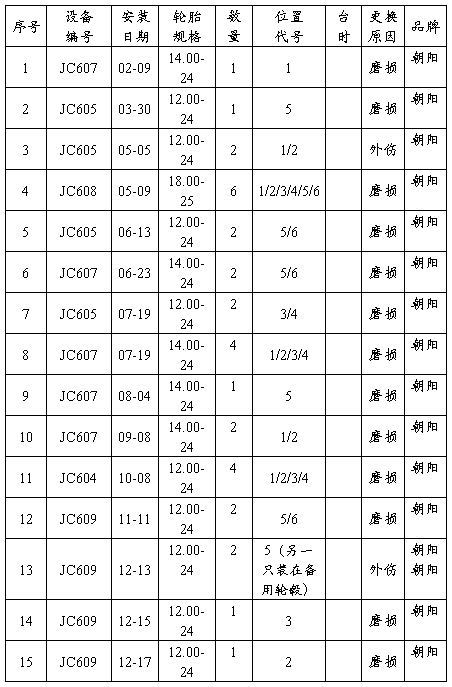
(二) 集铲
(三)  集拖
集拖
(四)、叉车

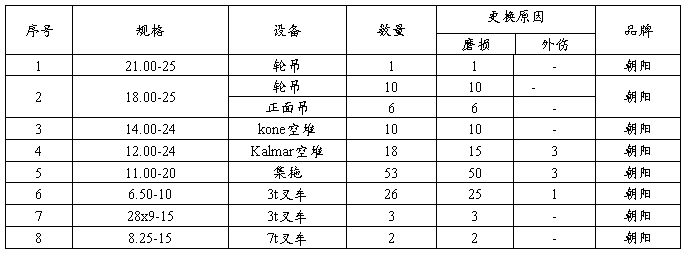
三、20##年新轮胎更换数量汇总
说明:上面的20##年度新轮胎更换数量汇总是根据维修队填写的《轮胎更换记录》表统计的,因维修队规范的轮胎更换记录是从今年4月份开始填写的,所以上述统计数据是20##年4月至12月的数据,但轮吊轮胎的更换数量同时查对了维修队机械班的平时修理记录,把1-3月份有记录的更换数量也统计进去了。
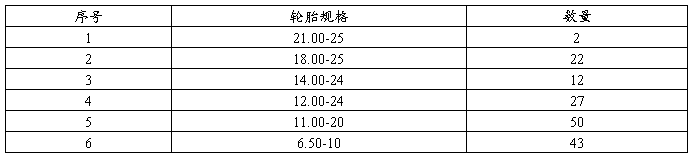
四、总务科二级库的出库数量汇总
五、20##年轮胎使用情况总结
1、从表三可以看出除了3只12.00-24、3只11.00-20和1只6.50-10是因外伤原因使轮胎无法使用需更换新胎外,其余基本上都是由于轮胎磨损到极限而需要更换新胎,没有发现质量问题胎,全年轮胎的使用情况基本正常。
2、轮胎的使用寿命与设备工作台时及作业箱量基本成正比,说明轮胎的使用情况基本正常。
3、各种轮胎的具体使用寿命
(1)轮吊的轮胎换新后还未换下,暂无法计算。
(2)正面吊的轮胎换新后还未换下,暂无法计算。
(3)空箱堆高机只有JC607在统计时间内进行过4只轮胎的更换,它们的平均工作台时为1152小时,作业箱量为38329TEU.
(4)集拖:集拖在本统计周期内共更换53只新胎,其中43只是转向胎,平均工作台时约1450小时,平均操作箱量17260TEU。
六、存在问题:
1、维修队的轮胎更换记录的轮胎更换总数与总务科二级库出库数量存在较大误差。
2、维修队的轮胎更换记录不是很及时和正确,特别是对非正常损坏的描述不详细。
3、在外伤损坏的轮胎中,除了是因场地和道路上的金属物戳破外,还有的是因司机操作原因而造成的轮胎非正常刮坏。
技术科
20##-1-11
第二篇:轮胎工艺培训总结
轮胎工艺培训总结
9月x日到9月x日我参加了公司举行的轮胎生产工艺培训,对米其林公司的轮胎生产工艺、设备种类及数量以及各个车间的大致状况有了一个比较详细的了解,通过这次培训会对我今后的工作有一个比较大的帮助,现将我在本次培训中所学到的知识归纳总结如下:
培训按照密炼车间、半成品部压延车间、小胎准备车间、小胎成型车间、小胎硫化车间、大胎准备和大胎硫化的顺序进行参观培训。
首先是密炼车间,密炼车间的主要功能是将橡胶原料与配合剂融合在一起制成塑炼胶、母胶、终炼胶、丁基母胶和丁基终炼胶等5种产品,供给压延车间和大胎与小胎准备车间,在密炼车间有一个特别特性:小药中的硫磺的缺失。这点在密炼车间的工艺生产中非常重要,硫磺的主要作用是与促进剂的混合物一起与母胶混合加工成终炼胶,不含有硫磺的终炼胶无法硫化。
接下来是半成品部压延车间,压延车间也就是纺织帘布和钢丝线圈压延制造的车间。其主要原料是从密炼车间下来的终炼胶和钢丝线,尼龙帘线和聚酯帘线等产品,经过压延工艺做成钢丝帘线和纺织帘布等挂胶产品。压延车间的主要客户是小台准备和大胎准备车间。通过在压延车间的学习我不但明白了压延工艺和生产出来的产品,同时也接触到了米其林沈阳工厂的5个特别特性:小药中硫磺的缺失;钢丝带束的存在和交叉;硫化条件的遵守;标识的正确和KMI的存在。
小胎准备车间主要是提供给成型车间一些成型产品和复合产品,其主要设备有复合机,撕条机和挤出机等,小胎准备车间做出的产品直接送给成型车间。小胎成型车间主要分为一段成型岗位和二段成型岗位,其中一段成型岗位主要是做胎筒部件,二段成型岗位主要是做胎冠部件。一段成型机和二段成型机各12台,一、二段为一组,故总计成型机有12组。在成型车间有一个特别特性:钢丝带束的存在和交叉。钢丝带束与胎体帘布层交叉成三角形,如果不交叉的话轮胎的表面就会不平,在行驶中的表现也会大受影响,所以钢丝带束必须交叉。
硫化是轮胎制作的最后一道工序,胎坯在经过硫化后就成为可以使用的轮胎了,硫化所使用的设备主要是硫化机,传递热量的工具主要是硫化用胶囊和硫化用模具。在硫化时要遵守硫化的三要素:硫化时间,硫化温度,硫化压力。其中硫化温度包括内温和外温,外温实际上反映的就是模具的温度,温度范围是176℃±2℃;内温反映的是胶囊里的温度,温度范围是180℃±2℃。同样,硫化压力也分为内压和外压,内压通常指胶囊内的压力,外压通常指的是蒸汽的压力。
同样,大胎的生产工艺与小胎相同,基本也是分为准备,成型和硫化。
这次轮胎生产工艺培训是我来到米其林公司第一次对全厂概况有了一个比较全面的了解,不但对轮胎的生产加工工艺有了一个比较详细的了解,而且对各个车间的位置,所使用的设备,人员的配置情况以及各个车间在生产加工的时候的一些注意事项都有比较系统全面的认识,这些对我今后的工作都会有很大的帮助。另外,通过这次培训,我有机会对全厂所有车间进行一次参观,这样我就可以对分散在各个车间的电梯,卷帘门,电葫芦等跟我平时工作息息相关的设备进行一次很好的观察,可以记住大概的位置以及分布状况等。
作为米其林的一个新进员工,对于自己公司的产品有一个系统全面的了解是非常必要的,公司通过对新员工进行轮胎生产工艺的培训一方面使得员工对轮胎的制造工艺有了一个很好的了解,另一方面也使得员工更好的认识到作为一个有着百年历史的企业所蕴涵的文化和理念。通过这次培训我最大的感受就是米其林公司对于产品质量的重视,
从原材料的购进到之后每一道工序的加工处理半成品的存储管理等等环节无不透露着米其林公司对于产品质量问题的关注程度。对于在生产加工环节可能出现的任何与产品质量相关的问题全都受到了公司上上下下的关注,米其林公司本着对客户的安全负责的态度绝对禁止任何有质量问题的产品进入市场。公司对于轮胎生产过程中的细节管理全都是本着严格控制产品质量问题的态度去执行,比如小药中硫磺的缺失;钢丝带束的存在和交叉;硫化条件的遵守;标识的正确;KMI的存在以及对于丁基胶的严格管理等等,这些都能看出米其林公司对于质量问题的重视程度。我想我作为米其林的一名新员工应该尽快的融入公司的文化,熟悉公司的质量理念,加强对于产品质量问题的重视程度,为了能够更好的为公司工作尽自己的最大努力 。