南京工程学院
课程设计说明书(论文)
题 目:交通信号灯与自动刀库控制实验
课 程 名 称:机床电气与PLC
专 业:机械设计制造及其自动化
班 级:
学 生 姓 名:
同 组 学 生:
学 号:
设 计 地 点:基础楼C210
指 导 教 师:
工业中心
设计起止时间:20XX年11月18日至20XX年11月29日
交通信号灯自动控制
一、设计目的与任务……………………………………………2
二、设计内容……………………………………………………2
1、方案描述,需求分析………………………………………2
2、要求提供方案结构图、PLC选型分析……………………4
3、电气原理图、I/O地址分配表和电气元器件清单……… 5
4、程序流程图、PLC程序……………………………………6
三、安装、调试说明……………………………………………8
四、设计中的问题分析…………………………………………9
五、设计总结与心得……………………………………………9
六、主要参考资料………………………………………………10
自动刀库的控制
二、设计目的与任务……………………………………………11
三、设计内容……………………………………………………11
1、方案描述,需求分析………………………………………11
2、要求提供方案结构图、PLC选型分析……………………12
3、电气原理图、I/O地址分配表和电气元器件清单………12
4、程序流程图、PLC程序……………………………………14
四、安装、调试说明……………………………………………17
五、设计中的问题分析…………………………………………17
六、设计总结与心得……………………………………………18
六、主要参考资料………………………………………………19
交通信号灯的自动控制
一、设计目的与任务
1、熟悉PLC及常用低压电气元件的结构特点,掌握其选型原则;了解常见电气控制电路设计的标准和原则,学习使用常用电气类工具。
2、学习PLC常用指令、输入输出信号与PLC的连接等,掌握PLC程序的编写与调试方法。
3、掌握使用PLC控制十字路口交通灯的程序设计方法。
4、进一步熟悉PLC指令的应用。
二、设计内容
1、方案描述,需求分析;
PLC是一个以微处理器为核心的数字运算操作的电子系统装置,用以在其内部储存执行逻辑运算、顺序控制、定时计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。PLC是微机技术与传统的继电器触控技术相结合的产物,它克服了继电器接触控制系统中的机械触电的接线复杂、可靠性低、功率高、通用性和灵活性差的缺点,充分利用了微处理器的优点,有照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与差错也都很方便。
十字路口交通灯在我们的日常生活中经常遇到,其控制通常采用数字电路控制或单片机控制即可达到目的。这里采用了PLC可编程序控制器对其进行控制。图示为十字路口两个方向交通灯自动控制时序工作波形图如下:
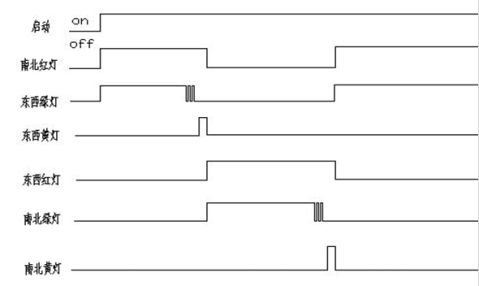
信号灯受启动开关控制,当启动开关接同时,信号灯系统开始工作,先南北红灯亮,在东西绿灯亮。当启动开关断开时,所有信号灯都熄灭。
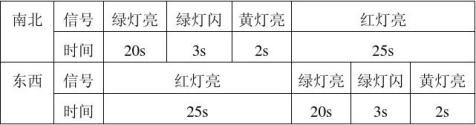
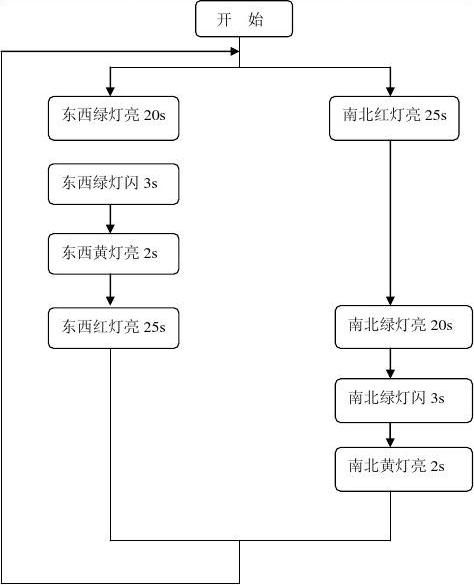
(1)南北红灯亮维持25s,在南北红灯亮的同时东西绿灯也亮,并维持20s,到20s时,东西绿灯闪亮,闪亮3s 后熄灭。在东西绿灯熄灭时,东西黄灯亮,并维持2s,到2s时,东西黄灯熄灭 ,东西红灯亮。同时,南北红灯熄灭,绿灯亮。
(2)东西红灯亮维持25s,南北绿灯亮维持20s,然后闪亮3s后熄灭,同时南北黄灯亮,维持2s后熄灭,这时南北红灯亮,东西绿灯亮。
(3)上述动作循环进行。
控制要求如下所示:
2、要求提供方案结构图、PLC选型分析;
通过上述的分析,可以看到,系统需要2个输入和6个输出,对于这样一个小型的系统可以选择一些小型PLC就可以满足需求,可以选择DVP28SV型PC机。
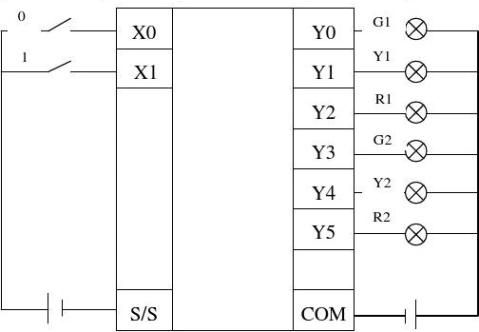
3、电气原理图、I/O地址分配表和电气元器件清单;
(1) 电气接线图
(2) I/O地址分配表
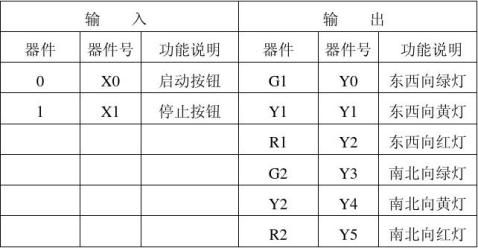
(3)电气元器件清单

4、程序流程图、PLC程序等
(1)程序流程图
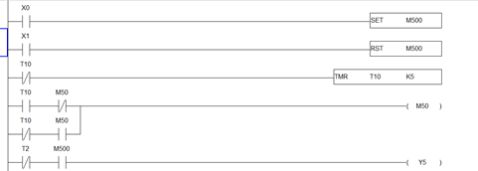
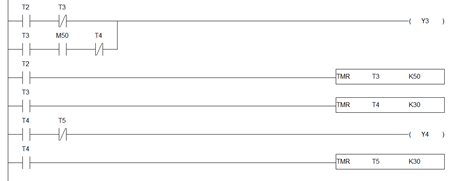
(2)梯形图

三、安装、调试说明
1、硬件调试:硬件调试是利用开发系统、基本测试仪器(万用表、示波器等),检查用户系统硬件中存在的故障。硬件调试可分为静态调试与动态调试两步进行。
静态调试是在用户系统未工作时的一种硬件检测。
第一步:目测。检查外部的各种元件或者是电路是否有断点。
第二步:用万用表测试。先用万用表复核目测中有疑问的连接点,再检测各种电源线与地线之间是否有短路现象。
第三步:加电检测。给板加电,检测所有的插座或是器件的电源端是否符合要求的值
第四步:是联机检查。因为只有用可编程控制器开发系统才能完成对用户系统的调试。
动态调试是在用户系统工作的情况下发现和排除用户系统硬件中存在的器件内部故障、器件连接逻辑错误等的一种硬件检查。动态调试的一般方法是由近及远、由分到合。
由分到合是指首先按逻辑功能将用户系统硬件电路分为若干块,当调试电路时,与该元件无关的 器件全部从用户系统中去掉,这样可以将故障范围限定在某个局部的电路上。当各块电路无故障后,将各电路逐块加入系统中,在对各块电路功能及各电路间可能存在的相互联系进行调试,由分到合的调试完成。
由近及远是将信号流经的各器件按照距离可编程控制器的逻辑距离进行由近及远的分层,然后分层调试。调试时,仍采用去掉无关元件的方法,逐层调试下去,就会定位故障元件了。
2、软件调试: 软件调试是通过对拥护程序的汇编、连接、执行来发现程序中存在的语法错误与逻辑错误并加以排除纠正的过程。如果出现故障,应返回编程环境,检查梯形图的错误并修改程序再进行调试,如此反复直到调试成功。
具体实现的过程如下:
1.按下启动键X0,继电器M500闭合并进行置位,常开接点M500闭合,定时器T0 T1 开始计时,首先南北方向红灯Y5亮,东西方向绿灯Y0亮,东西方向通行。
2.定时器T0计满20秒时,东西方向绿灯Y0开始闪亮,定时器T1计满3秒时,东西方向黄灯Y1亮时间为2秒
3.定时器T10形成一个分频电路,周期为1秒,用这样一个矩形波去控制绿灯的闪亮。
4.定时器T2计满25秒时,南北方向绿灯Y3亮,东西方向红灯Y2亮,其他灯灭,南北方向通行。
5.定时器T3计满3秒时,南北方向绿灯Y3开始闪亮,闪亮时间为3秒,闪亮原理同上,然后循环重复上述过程。
6.当停止按钮X1时,继电器M500失电,此时所有的输出灯都将熄灭,程序停止运行。
四、设计中的问题分析
在起初情况,按下启动开关,根据设计的要求,应该亮的灯有“南北红灯”、“东西绿灯”,由于设计中未考虑周全,当按下转换开关时,不仅“南北红灯”、“东西绿灯”亮,而且“南北绿灯”、“东西红灯”也亮,断电后,对程序进行检查,发现把程序中没有对定时器终止,所以才会出现灯亮混乱的情况。
五、设计总结与心得
这学期学习了《可编程控制器技术与系统》这门课程,这门课程通俗的说就是通过PLC的编程来控制像彩灯,交通灯等一系列的电子系统。我们在实验室做课程设计,总共为期两周的时间,从与非逻辑与定时器,到十字路口交通灯控制,两星期下来,感觉学到了很多。
PLC实验的梯形图表面上看起来像电工学上的电路控制,但是它有自己的特点,所以在某些特殊场合显得特别重要。现在PLC课程设计已经结束,我对台达PLC的结构及其工作原理有了初步的了解,并且能够用PLC进行一些简单的编程控制,能用定时器与计时器,以及内部指令在程序中,使得程序能够显得简洁并正确的运行。
在刚开始编程时还是挺困难的,因为都不知道那些代码到底有什么用,怎么用。为此我翻阅资料,查询网络。经过一次次的练习,逐步熟悉了编程与线路的接法。在编程的过程中,基本上对简单的编程有了一定的了解,并且能够独立运用PLC软件和独立编写简单的PLC程序,还有要能很好的把书本知识运用到实验中,才能使实验得以正确的运行。在这点上,我感觉做得很吃力,所以在以后的学习过程中,在学习书本知识的时候还要注重实践运用,这样才会使学到的知识有实际的效果。
现在PLC课程已经结束了,通过这个课程的学习,我明白了许多,懂得了许多,学到了许多......
六、主要参考资料
1、《机床电气及可编程序控制器实验、课程设计指导书》
郁汉琪主编
2、《电气控制与可编程序控制控制器应用技术》
郁汉琪主编
3、网络资源
自动刀库的控制
一、设计目的与任务
1、熟悉PLC及常用低压电气元件的结构特点,掌握其选型原则;
2、了解常见电气控制电路设计的标准和原则,学习使用常用电气类工具。
3、学习PLC常用指令、输入输出信号与PLC的连接等,掌握PLC程序的编写与调试方法。
4、掌握PLC数据处理指令的应用。
5、掌握数控加工中心刀库捷径方向选择PLC控制的程序设计方法。
6、掌握直流电动机正、反转控制电路设计。
二、设计内容
1、方案描述,需求分析;
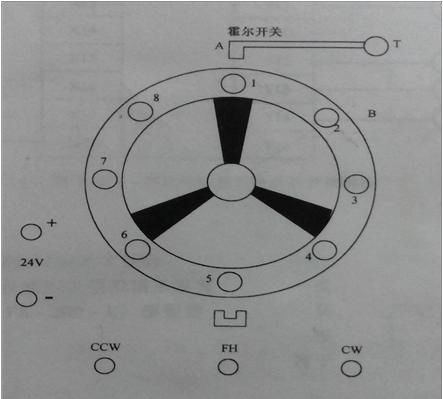
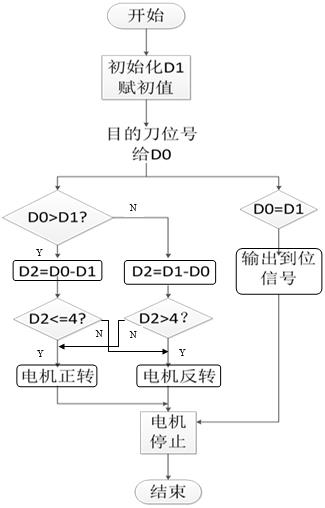
数控加工中心的刀库由步进电动机或直流电动机控制,回转式加工中心刀库工作台模拟装置,上面设有8把刀,每把刀均有相应的刀号地址,分别为1、2、.......、8。刀库由小型直流电动机带动低速转动,转动时,将有霍尔开关检测信号,反映刀号位置。
假设将当前刀号和所希望取的刀号分别用BCD拔码开关或从CNC数控系统送来数据到寄存器D1、D0中。经比较后,若两数相等,则比较出到位信号,说明希望刀号与当前刀号相等。若两数不等,则需对数据进行处理,使电动机进行正转或反转。当D0>D1时,需进行D0-D1处理;当D0<D1时,进行D1-D0处理。然后再判断他们处理的结果是否小于等于4,若小于等于4则正转;若大于4,则反转(正转为顺时针,反转为逆时针)。D0与D1是否相等,如不等,再继续下去;如相等,则电动机停止。自动刀库实现按下哪个,就可以正转或反转到达哪个点。
2、要求提供方案结构图、PLC选型分析;
(1)PLC选型分析:
根据三相异步电动机正反转的控制系统所需,以及实验室已有设备的情况,可选实验室内台达现有的PLC,型号为DVP28V11R.
型号说明:
DVP:系列号
28:输入、输出点(16个输入、12个输出)
V:代表SV系列的主机
11:代表直流电源
R:继电器输出
(2)方案结构图
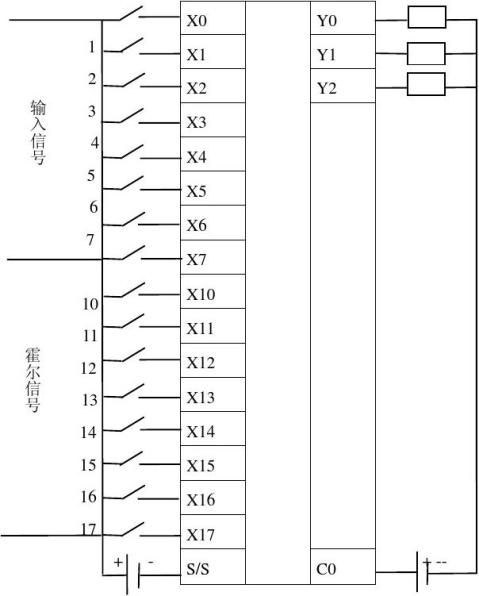
3、电气原理图、I/O地址分配表和电气元器件清单;
(1)电气原理图(吴永秀)
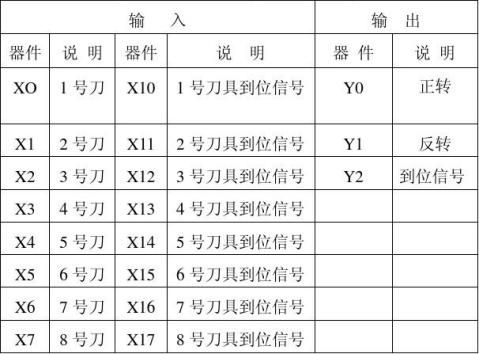
(2)I/O地址分配表(朱云):
(3)电气元器件清单:

4、程序流程图、PLC程序等
(1)流程图(杨*)
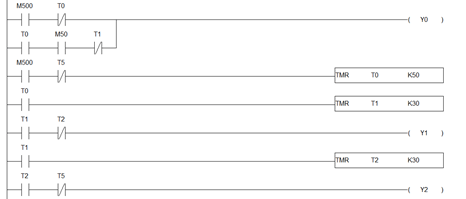
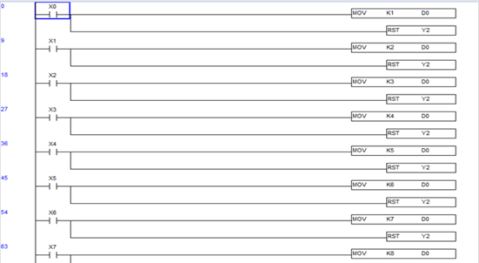
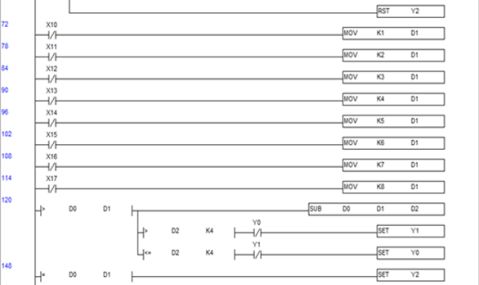
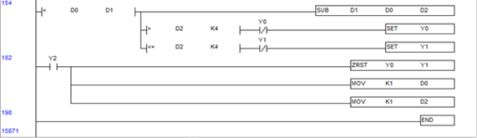
(2)PLC程序(吴**,杨*,朱*):
三、安装、调试说明
硬件调试:接通电源,检查可编程序控制器能否正常工作,接头是否接触良好。
软件调试:按要求输入梯形图,检查后编译通过,在线工作后把程序写入可编程序控制器的程序存储区。
运行调试:在硬件调试和软件调试正确的基础上,使PLC进入运行状态,观察运行情况,看是否能够实现控制要求。
根据以上调试情况,该设计方案符合控制要求。
四、设计中的问题分析
刚开始的时候,无从下手,没有思路,然后经我们小组讨论后,查阅了资料,但是资料上的和我们想要做的还是有出入,但是也有一些收获。当我们编出一个程序之后,我们开始调试,发现正反转反了过来,还有就是没有停止,且只有一个方向的转,如果这个操作不停止的话,下次再启动的话,它自行就会旋转。后来我们去问老师,请求老师的知道,才发现原来常开、常闭点弄错了,还有就是判断正反转的符号写错了,经一系列的调整后,再多次的调试,终于可以实现所要达到的需求了,后来又把常开、常闭点换成下降沿触发和上升沿触发,得到了同样的效果。
五、设计总结与心得
我们小组设计的是自动刀库PLC控制系统设计与调试,由于这个课题和我们的专业实习联系很紧密,所以这让我们做起来相对了解一些。
俗话说万事开头难,一开始我们没有头绪,但是在老师的指导下,我们慢慢的就理解了,然后就开始了设计。我们设计的自动刀库的功能是,实现自动换刀,任意选择一个刀号,然后跟当前刀号进行比较,选择一条较近的路线进行换刀,在了解透彻的情况下,老师又跟我们具体讲解这次设计的思想,把具体的要求给我们,然后又给我们提出了可能会遇到的问题让我们加以注意。分析这些问题之后,我们就开始做准备工作。首先我们做硬件设计,先画原理图和硬件接线图,我们顺利的完成了。然后就是确定元器件的型号,列元器件清单。接下来就是把元器件按照原理图连接起来,这一步一定要小心,,而且一定要细心。下面就是软件的设计了,在编写程序之前,我们先对基本的电路进行了分析,画出了流程图,在理解之后,我们就考虑怎样进行捷径换刀,起初我们的程序出现了错误,换刀时并没有按照我们所想的捷径换刀,而是一直顺时针转动,后来我们对程序又进行修改、调试,最后终于成功了。
在这两周的忙碌中,我们学到了许多,虽然之前学过PLC,由于是书本教学,并没有很好的学透彻,这次设计正好加以温习,并且对于PLC有了进一步的了解。在老师、同学的帮助下,我们很快完成了设计,我们认为本次设计不仅仅学到了许多知识,也很好的锻炼了我们的意志和我们的团队合作精神。
这次课程设计我们要特别感谢老师对我们的帮助和指导,我们小组内遇到问题积极讨论,最终,顺利完成了这次课程设计。我们一定会把这次课程设计教给我们的严谨认真的态度,发扬到今后的学习和工作当中。
六、主要参考资料
[1]郁汉琪 机床电气及可编程序控制器实验、课程设计指导书
[2]郁汉琪 电气控制与可编程序控制器应用技术[M].南京:东南大学出版社