毛湾家园二期B地块三标段3#、4#房工程
钢筋焊接工艺性试验总结报告
批准:
审核:
编制:
天诚建设集团毛湾家园项目部
二零##年三月
目 录
一、工程概况.......................................................................................................3
二、试验目的、适用范围...................................................................................3
三、试验依据.......................................................................................................3
四、施工准备.......................................................................................................3
五、试验操作工艺...............................................................................................4
六、抽样检查.......................................................................................................4
七、钢筋电弧焊质量标准...................................................................................6
八、施工注意事项...............................................................................................7
钢筋电弧焊工艺试验总结报告
一、工程概况
毛湾家园二期B地块三标段3#、4#房工程位于毛岸石化总厂东侧。
本工程建设单位:无锡市住房保障建设发展有限公司;
监理单位:无锡市建设监理咨询有限公司;
施工单位:无锡市天诚建设集团有限公司;
设计单位:无锡市建筑设计研究院有限责任公司。
本工程总建筑面积23838.8m2,3#、4#房分别为11919.4 m2,地下一层,地上34层,建筑高度95.5m,一类高层,为混凝土框架剪力墙结构。
总工期540天。
二、试验目的、适用范围
通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作安装施工。
三、试验依据
(1)《钢筋焊接及验收规程》JGJ 18-2003;
(2)《混凝土工程施工质量验收规范》GB50204-2010。
四、试验准备
1、材料
(1)钢筋
钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。
(2)焊条
焊条采用J422焊条,产品合格证齐全。
2、设备机具
砂轮切割机、钢筋弯曲机、交流弧电焊机等。
3、人员配备
焊工1名、试验人员2名、电工1名、钢筋工2名。
五、试验操作工艺
1、工艺流程:准备工作→选择焊接参数→施焊操作→质量检验
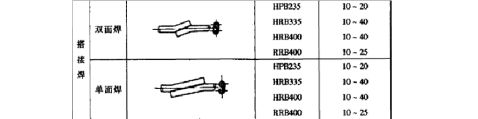
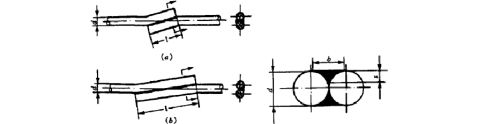
搭接焊接头形式见下图:搭接焊工艺
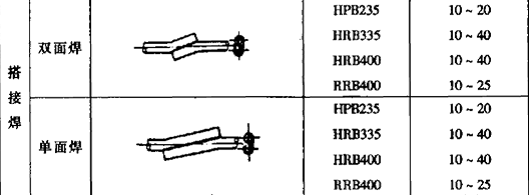
(1) 钢筋搭接长度应符合见下表:

(3)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合。
(4)搭接焊接头的焊缝厚度s不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见下图:
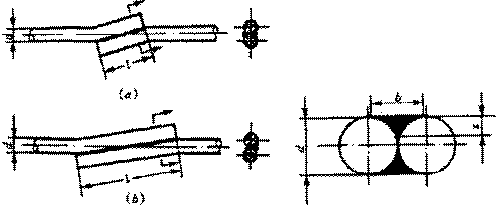
(a) 双面焊;(b)单面焊:b 一焊缝宽度;s 一焊缝厚度;
d 一钢筋直筋;l 一搭接长度 d 一钢筋直径
2、操作方法
(1)准备工作
检查电源、焊机、试焊钢筋、焊条等设备材料准备齐全,具备施焊条件。
(2)选择焊接参数
根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条、焊接层数、焊接电流,保证焊缝和钢筋融合良好。钢筋采用热轧带肋HRB335Φ18、Φ22,焊条采用J422焊条,接头形式采用单面搭接焊。
(3)施焊操作
引弧应在垫板、形成焊缝的部位,防止烧伤主筋。焊接地线与钢筋应接触紧密。
先将搭接钢筋用2点定位焊固定,离端部约20mm。
施焊应在搭接部位一侧开始打弧,收弧时弧坑应填满,并向另一侧拉出灭弧。
尽量施水平焊,需多层焊时,第一层焊的电流可以稍大,以增加融化深度,焊完一层之后,应将焊渣清除干净,当需要立焊时,焊接电流应比平焊减少10%~15%。
(4)质量检验
在接头外观检查合格后抽取试件进行试验,电弧焊接头拉伸试验应符合下列要求:
3个热轧钢筋接头试件的抗拉强度均不得小于该牌号钢筋规定的抗拉强度。
至少应有2个试件断于焊缝之外,并应呈延性断裂,当达到上述两项要求,应评定该批接头为抗拉强度合格。
当试验结果有2个试件抗拉强度小于钢筋规定的抗拉强度,或3个试件均在焊缝或热影响区发生脆性断裂时,则一次判定该批接头为不合格品。
当试验结果有1个试件抗拉强度小于规定值,或2个试件均在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应进行复检。
复检时,应再切取6个试做。复检结果,当仍有1个试件的抗拉强度小于规定值,或3个试件均在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应判定该批接头为不合格品。
3、钢筋电弧焊质量标准:
(1)焊接前必须首先核对钢筋的材质、规格及焊条类型符合钢筋工程的设计施工规范,有材质及产品合格证书和物理性能检验,对于进口钢材需增加化学性能检定,检验合格后方能使用。
(2)焊工必须持相应等级焊工证才允许上岗操作。
(3)在焊接前应预先用相同的材料、焊接条件及参数,制作二个抗拉试件,其试验结果大于该类别钢筋的抗拉强度时,才允许正式施焊,此时可不再从成品抽样取试件。
(4) 1、焊缝表面应平整,不得有凹陷或焊瘤;
2、 焊接接头区域不得有肉眼可见的裂纹;
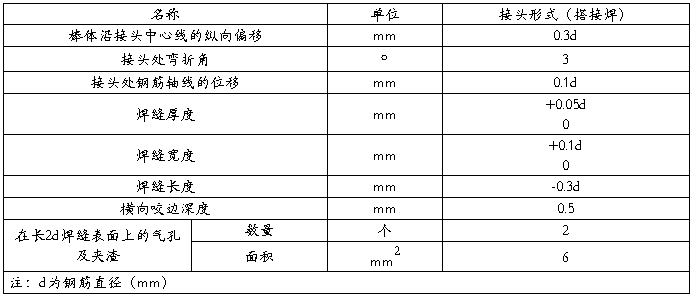
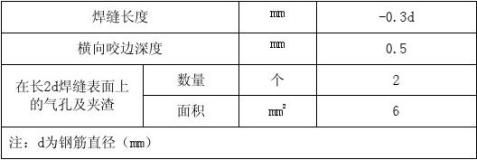
3、 咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合表三的规定;
表三 钢筋电弧焊接头尺寸偏差及缺陷允许值
六、试验结果
试件经做抗拉实验检测均合格。
七、确定的施工工艺与参数
经过试验,钢筋焊接接头形式为条单面搭接焊,采用J422焊条焊接的钢筋符合施工规范及设计要求。
八、注意事项
1、钢筋焊接施工之前,应清除钢筋。钢筋与电极接触处表面上的锈斑、油污、杂物等;钢筋端部当有弯折、扭曲时,应予以矫直或切除。
2、电弧搭接焊时,第一层焊缝应从中间引弧,向两端施焊;以后各层控温施焊,层间温度控制在150~350℃之间。多层施焊时,可采用回火焊道施焊。
3、焊接时,引弧应在垫板、搭接形成焊缝的部位进行,不得烧伤主筋;焊接地线与钢筋应接触紧。
4、 焊接过程中应及时清渣,焊缝表面应光滑, 焊缝余高应平缓过渡,弧坑应填满。
5、焊接时,搭接焊形成焊缝中引弧;在端头收弧前应填满弧坑, 并应使主焊缝与定位焊缝的始端和终端熔合。
1、其他接头请参考《钢筋焊接及验收规程》(JGJ18-2012),《钢筋机械连接技术规程(JGJ107-2010)编制。每个规格都要有。
2、附件:接头委托送样单中注明工艺试验,
接头检测试验报告
第二篇:钢筋焊接工艺性试验方案
钢筋电弧焊工艺性试验方案
一、工程概况:
本标段施工包含渠道(桩号:131+751~138+551)混凝土衬砌、排水设施等土建施工;1座河渠交叉建筑物(东赵河倒虹吸);1座左岸排水建筑物(熊庄河倒虹吸);半坡店分水口门1座控制性建筑物;鸭东三分干倒虹吸等2座渠渠交叉建筑物;安庄南2座跨公路桥等5座公路桥和小吴庄生产桥等1座,混凝土工程量约11.35万m3,钢筋约7074t。
二、试验目的:
(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
三、编制的依据:
(1)、《公路桥涵施工技术规范》(JTJ041-2000);
(2)、《钢筋焊接及验收规程》(JGJ18-2003);
(3)、招投标文件。
四、施工准备:
1、机械设备
电弧焊的主要设备是ZX6-500直流弧焊机。其各种参数见下表一:


2、人员配置:
电弧焊主要人员:焊工1名、试验人员1名、试验协作工1名、安全员1名、电工1名、钢筋加工2名。
3、材料
(1)钢筋:采用安钢集团信阳钢铁有限责任公司生产的热轧带肋HRB335Φ28,钢筋出厂质量证明书、钢筋牌号齐全,钢筋物理性能复检合格;
(2)焊条:按照《钢筋焊接及验收规程》JGJ18-2003的有关规定,焊条采用E5016型。
4、作业条件:
(1)焊工经培训考核,持证上岗;
(2)钢筋外观检测和物理性能复检合格;
(3)弧焊机等机具设备完好,焊机按规定操作接通电源,电源符合施焊要求;
(4)施焊环境有遮蔽措施,环境温度29℃,满足规范要求。
五、操作工艺:
工艺流程:检查机械设备→选择焊接参数→试焊作模拟试件→送试→确定焊接参数→施焊→质量检验
钢筋电弧焊分帮条焊、搭接焊、坡口焊和熔槽四种接头形式,本工艺性试验采用HRB335Φ28帮条焊、搭接焊两种。
1、 帮条焊工艺
(1) 帮条焊接头形式见图一:
(2)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,帮条焊适用于Ⅰ、Ⅱ、Ⅲ级钢筋的接驳,帮条宜采用与主筋同级别、同直径的钢筋制作,其操作要点如下:
1)先将主筋和帮条间用四点定位焊固定,离端部约20mm,主筋间隙留2~5mm。
2)施焊应在帮条内侧开始打弧,收弧时弧坑应填满,并向帮条一侧拉出灭弧。
3)尽量施水平焊,需多层焊时,第一层焊的电流可以稍大,以增加熔化深度,焊完一层之后,应将焊渣清除干净,当需要立焊时,焊接电流应比平焊减少10%~15%。
4)帮条焊接头的焊缝厚度s不应小于主筋直径的0.25倍;焊缝宽度 b不应小于主筋直径的0.7倍见图二
b—焊缝宽度;s—焊缝厚度;d—钢筋直径


5)帮条焊帮条长度应符合表一:

2、搭接焊工艺
(1)钢筋搭接焊接头形式见图三:
(2) 钢筋搭接长度应符合表二:

(3)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合之外,其余则与帮条焊工艺基本相同。
(4)搭接焊接头的焊缝厚度s不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见图四:
(a)双面焊;(b)单面焊:b 一焊缝宽度;s 一焊缝厚度;
d 一钢筋直筋;l 一搭接长度 d 一钢筋直径
六、抽样检查:
在接头外观检查合格后抽取试件进行试验,电弧焊接头拉伸试验结果应符合下列要求:
1、3个热轧钢筋接头试件的抗拉强度均不得小于该牌号钢筋规定的抗拉强度;
2、至少应有2个试件断于焊缝之外,并应呈延性断裂。当达到上述2顶要求时,应评定该批接头为抗拉强度合格。
当试验结果有2个试件抗拉强度小于钢筋规定的抗拉强度;或3个试件均在焊缝或热影响区发生脆性断裂时,则一次判定该批接头为不合格品。
当试验结果有1个试件的抗拉强度小于规定值,或2个试件在焊缝或热影响区发生脆性断裂,其抗拉强度均小于钢筋规定抗拉强度的1.10倍时,应进行复验。
复验时,应再切取6个试作。复验结果,当仍有1个试件的抗拉强度小于规定值,或有3个试件断于焊缝或热影响区呈脆性断裂,其抗拉强度小于钢筋规定抗拉强度的1.10
倍时,应判定该批接头为
不合格品。
注:当接头试件虽断于焊缝或热影响区,呈脆性断裂,但其抗拉强度大于或等于钢筋规定抗拉强度的1.10倍时,可按断于焊缝或热影响区之外,称延性断裂同等对待。
七、钢筋电弧焊质量标准:
(1)焊接前必须首先核对钢筋的材质、规格及焊条类型符合钢筋工程的设计施工规范,有材质及产品合格证书和物理性能检验,对于进口钢材需增加化学性能检定,检验合格后方能使用。
(2)焊工必须持相应等级焊工证才允许上岗操作。
(3)在焊接前应预先用相同的材料、焊接条件及参数,制作二个抗拉试件,其试验结果大于该类别钢筋的抗拉强度时,才允许正式施焊,此时可不再从成品抽样取试件。
(4)1、焊缝表面应平整,不得有凹陷或焊瘤;
2、焊接接头区域不得有肉眼可见的裂纹;
3、咬边深度、气孔、夹渣等缺陷允许值及接头尺寸的允许偏差,应符合表三的规定;
表三 钢筋电弧焊接头尺寸偏差及缺陷允许值

八、施工注意事项:
1、避免工程质量通病:
(1)焊接过程中要及时清渣,焊缝表面光滑平整,加强焊缝平缓过渡,弧坑应填满。
(2)根据钢筋级别、直径、接头形式和焊接位置,选择适宜焊条直径和焊接电流,保证焊缝与钢筋熔合良好。
(3)帮条尺寸、坡口角度、钢筋端头间隙以及钢筋轴线等应符合有关规定,保证焊缝尺寸符合要求。
(4)焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。
(5)钢筋电弧焊时不能忽视因焊接而引起的结构变形,应采取下列措施:a、对称施焊,b、分层轮流施焊,c,选择合理的焊接顺序。
2、主要安全技术措施:
(1)焊机必须接地良好,不准在露天雨水的环境下工作。
(2)焊接施工场所不能使用易燃材料搭设,现场高空作业必须带安全带,焊工操作要配戴防护用品。
3、产品保护
(1)对已绑扎好的钢筋骨架加以保护,不乱踩乱拆,不粘油污。
(2)注意在施工中拆乱的骨架要认真修复,保证钢筋骨架中各种钢筋位置正确。
(3)焊接后不得往焊完的接头浇水冷却,不得敲钢筋接头。
(4)现场的成品半成品废品应按要求分别堆放到指定地点不得随意乱放。