金工实习报告
焊工
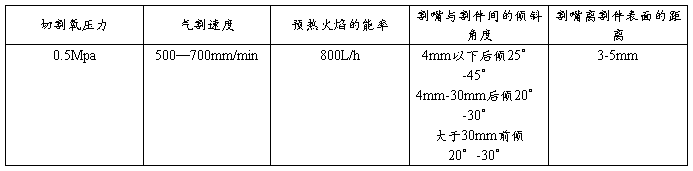
第一天学习气割,电弧焊。气割跟焊接差不多,但是还是有区别的。手工气割操作是为了加深体会氧气切割的过程和基本原理。要留心观察整个气割过程工件金属有没有熔化,切口是不是窄而齐。我们观察学习了老师的低碳钢手工气割过程。首先是金属预热,然后放切割氧(纯氧)气流束,钢板立即形成窄而齐的切口,之后顺着切口直线移动气割枪口即可形成整齐的切口。气割的要求也是很高的,气割时要直,而且要将火焰调节好,不然很难将工件割开,火焰也不能太大造成燃料浪费,气割过程中为防止回火不宜将枪口压得太低,枪口与工件之间的距离宜控制在5mm左右,一旦发生回火立即关闭液炔(离人最近的气阀),再关闭其余两个气阀。待枪口冷却后再点燃。气割实习了半天,我们每个人都动手操作切割了一块铁板,虽然有的切得参差不齐,但我们总算顺利完成任务,都大致掌握了气割的操作技术要领。
我们在老师的指导下学习电弧焊。老师首先给我们介绍了几种常见的电弧焊,还有焊接时的操作注意事项和操作要领及规范,然后详细地给我们讲解了怎样焊接和怎样使用焊条,让我们了解常见的焊接方法(手工电弧焊、埋弧自动焊和气焊等),所用的设备、材料,常见的焊接缺陷和焊接变形。通过老师的讲解,我们知道了电网、刀闸(开关)、电焊机、焊钳、焊条、电弧、工件、焊缝等线路连接,了解了电焊条的组成及各部分的作用,焊条的种类及焊条规格(焊条直径),四种常见的接头型式和对接接头的四种常见的坡口型式,坡口的尺寸参数及其作用,对接、角接的焊接和多层多道焊,还有敲击式和摩擦式两种引弧方法。我们主要掌握的是摩擦引弧。我们的任务是在一块钢板上焊5-6条宽度均匀的焊条。经过了半天的电弧焊练习,我们对电弧焊虽然没完全掌握,但也了解并学会了很多关于电弧焊的基本操作。
数控车床
数控车床可以说是最轻松的一个活了。不过看似简单的一个工种,技术含量却是最高的。工人不仅要会操作数字设备,还要看得懂数字符号的含义,会编写数控车床的程序,也就是要会按要求输入控制车刀的走向,速度,变换的代码等等。通过数控车床的操作及编程,我深深地感受到了数字化控制的方便、准确、快捷,只要输入正确的程序,车床就会执行相应的操作。数车编程要求非常高,编错一个符号就可能导致数车运行不了。不过编程对我来说并不是非常的难,编程指导也讲解得很详细明白。很快我就按老师的要求编译完成了切割尺寸要求深度和长度的螺纹的程序,并在计算机模拟数控车床程序里成功运行。
…… …… 余下全文

 气焊气割实习报告
(
□
IWE
□
IWS
)
气焊气割实习报告
(
□
IWE
□
IWS
)