

第二篇:数控实验报告20xx模板1
数控机床仿真实验报告
班级:
姓名:
学号:
指导老师:
实验日期:
实验一 数控车床操作加工仿真实验
一、 实验目的
(1) 掌握手工编程的步骤;
(2) 掌握数控加工仿真系统的操作流程。
二、 实验内容
(1) 了解数控仿真软件的应用背景;
(2) 掌握手工编程的步骤;
(3) 掌握SEMENS 802c T数控加工仿真操作流程。
三、 实验设备
(1) 图形工作站;
(2) 南京宇航数控加工仿真软件
四、 实验操作步骤
1、 实验试件
试件的形状、尺寸如图1-1所示。

图1-1
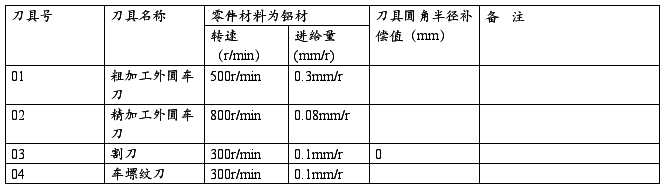
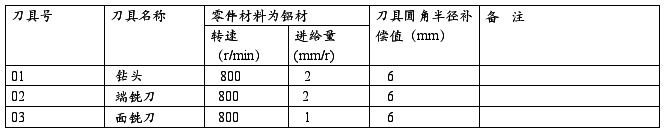
2、 加工采用的刀具参数
刀具及相关参数如表1-1所列
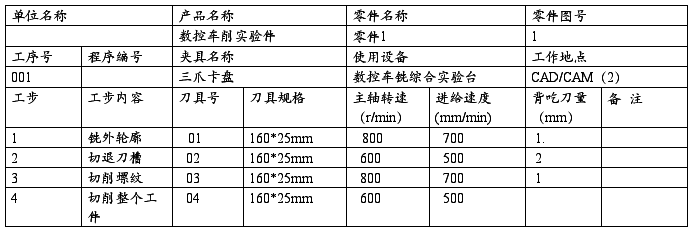
3、 工序卡片根据零件材料、加工精度、工艺路线、刀具参数表和切削用量等内容,确定加工工序卡,如表1-2所列。
表1-2数控车削加工工序卡
4 参考程序
主程序:
JXCP1.MPF
N05 G90 G95 G00 X80 Z100
N10 T1D1 M03 S500 M08 -CNAME=“L01”
R105=1 R106=0.25 R108=1.5
R109=7 R110=2 R111=0.3 R112=0.08
N15 LCYC95
N20 G00 X80 Z100 M05 M09
N25 M00
N30 T2D1 M03 S800 M08
N35 R105=5
N40 LCYC95
N45 G00 X80 Z100 M05 M09
N50 M00
N55 T3D1 M03 S300 M08
N60 G00 X37 Z-23
N65 G01 X26 F0.1
N70 G01 X37
N75 G01 Z-22
N80 G01 X25.8
N85 G01 Z-23
N90 G01 X37
N95 G00 X80 Z100 M05 M09
N100 M00
N105 T4D1 M03 S300 M08
R100=29.8 R101=-3 R102=29.8
R103=-18 R104=2 R105=1 R106=0.1
R109=4 R110=2 R111=1.24 R112=0
R113=5 R114=1
N110 LCYC97
N115 G00X80 Z100 M05 M09
N120 M00
N125 T3D1 M03 S300 M08
N130 G00 X45 Z-60
N135 G01 X0 F0.1
N140 G00 X80 Z100 M05 M09
N145 M02
子程序
L01.SPF
N05 G01X0 Z12
N10 G03 X24 Z0 CR=12
N15 G01 Z-3
N20 G01 X25.8
N25 G01 X29.8 Z-5
N30 G01 Z-23
N35 G01 X33
N40 G01 X35 Z-24
N45 G01 Z-33
N50 G02 X36.725 Z-37.838 CR=14
N55 G01 X42 Z-45
N60 G01 Z-60
N65 G01 X45
N70 M17
5 数控加工仿真系统中的操作步骤
第一,返回机参考点
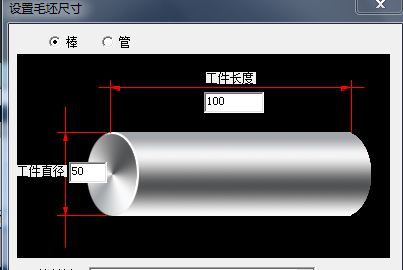
第二,设置毛坯尺寸
第三,装夹刀具
第四,对刀
第五,新建主程序及其子程序
6 加工视窗
Yhcnc输出信息
消息模式
20##-12-13 18:11 进入YHCNC-SIEMENS 802Se
20##-12-13 18:12 SIEMENS 802Se: Ref
20##-12-13 18:12 Z回到参考点
20##-12-13 18:12 X回到参考点
20##-12-13 18:14 SIEMENS 802Se: Jog
20##-12-13 18:22 SIEMENS 802Se: MDA
20##-12-13 18:23 SIEMENS 802Se: Jog
20##-12-13 18:23 SIEMENS 802Se: MDA
20##-12-13 18:23 小心碰刀!
20##-12-13 18:24 SIEMENS 802Se: Jog
20##-12-13 18:24 SIEMENS 802Se: MDA
20##-12-13 18:24 请切换到JOG模式!
20##-12-13 18:24 SIEMENS 802Se: Jog
20##-12-13 18:24 SIEMENS 802Se: Jog
20##-12-13 18:25 SIEMENS 802Se: MDA
20##-12-13 18:25 请切换到JOG模式!
20##-12-13 18:37 非JOG方式!
20##-12-13 19:10 请切换到JOG模式!
20##-12-13 19:10 SIEMENS 802Se: Jog
20##-12-13 19:11 SIEMENS 802Se: MDA
20##-12-13 19:11 SIEMENS 802Se: Jog
20##-12-13 19:11 SIEMENS 802Se: MDA
20##-12-13 19:12 SIEMENS 802Se: Jog
20##-12-13 19:12 SIEMENS 802Se: Jog
20##-12-13 19:12 SIEMENS 802Se: Jog
20##-12-13 19:13 SIEMENS 802Se: MDA
20##-12-13 19:14 打开文件 EX6.MPF
20##-12-13 19:15 开始的两个符号必须是字母!
20##-12-13 19:15 新建文件 XB01.MPF
20##-12-13 19:17 退出SIEMENS 802Se
20##-12-13 19:18 进入YHCNC-SIEMENS 802Se
20##-12-13 19:18 SIEMENS 802Se: Ref
20##-12-13 19:18 Z回到参考点
20##-12-13 19:18 X回到参考点
20##-12-13 19:18 SIEMENS 802Se: Jog
20##-12-13 19:21 SIEMENS 802Se: MDA
20##-12-13 19:22 请切换到JOG模式!
20##-12-13 19:22 SIEMENS 802Se: Jog
20##-12-13 19:22 SIEMENS 802Se: MDA
20##-12-13 19:23 SIEMENS 802Se: Jog
20##-12-13 19:23 程序已存在!
20##-12-13 19:24 新建文件 XB02.MPF
20##-12-13 19:27 请切换到AUTO或MDA模式!
20##-12-13 19:27 刀架上无101号的刀具!
20##-12-13 19:27 SIEMENS 802Se: Auto
20##-12-13 19:27 刀具补偿没有直线段!
20##-12-13 19:27 SIEMENS 802Se: Auto
20##-12-13 19:28 SIEMENS 802Se: Jog
20##-12-13 19:28 刀具补偿没有直线段!
20##-12-13 19:28 SIEMENS 802Se: Auto
20##-12-13 19:28 刀架上无101号的刀具!
20##-12-13 19:28 SIEMENS 802Se: Auto
20##-12-13 19:29 请切换到JOG模式!
20##-12-13 19:29 SIEMENS 802Se: Jog
20##-12-13 19:29 SIEMENS 802Se: MDA
20##-12-13 19:29 打开文件 EX6.MPF
20##-12-13 19:30 刀架上无101号的刀具!
20##-12-13 19:30 打开文件 XB02.MPF
20##-12-13 19:30 刀具补偿没有直线段!
20##-12-13 19:31 SIEMENS 802Se: Auto
20##-12-13 19:32 在NO1TO1行中, NO不正确!
20##-12-13 19:32 SIEMENS 802Se: Auto
20##-12-13 19:32 刀具补偿没有直线段!
20##-12-13 19:33 SIEMENS 802Se: Auto
20##-12-13 19:33 SIEMENS 802Se: Auto
20##-12-13 19:33 SIEMENS 802Se: Jog
20##-12-13 19:33 SIEMENS 802Se: Auto
20##-12-13 19:33 请关上机床门!
20##-12-13 19:34 NC启动
20##-12-13 19:36 SIEMENS 802Se: MDA
20##-12-13 19:39 代码"N38G76X45.Z-58."中,G76不正确
20##-12-13 19:40 打开文件 XB02.MPF
20##-12-13 19:40 SIEMENS 802Se: Auto
20##-12-13 19:40 NC启动
20##-12-13 19:41 小心碰刀!
20##-12-13 19:43 SIEMENS 802Se: Jog
20##-12-13 19:44 小心碰刀!
20##-12-13 19:44 小心碰刀!
20##-12-13 19:44 小心碰刀! 请开启机床主轴!
20##-12-13 19:44 小心碰刀!
20##-12-13 19:44 SIEMENS 802Se: Jog
20##-12-13 19:44 小心碰刀!
20##-12-13 19:44 小心碰刀!
20##-12-13 19:44 小心碰刀!
20##-12-13 19:50 退出SIEMENS 802Se
20##-12-13 19:50 进入YHCNC-SIEMENS 802Se
20##-12-13 19:50 SIEMENS 802Se: Ref
20##-12-13 19:50 Z回到参考点
20##-12-13 19:50 X回到参考点
20##-12-13 19:51 SIEMENS 802Se: Jog
20##-12-13 19:52 SIEMENS 802Se: MDA
20##-12-13 19:52 请切换到JOG模式!
20##-12-13 19:52 SIEMENS 802Se: Jog
20##-12-13 19:52 SIEMENS 802Se: MDA
20##-12-13 19:53 请切换到JOG模式!
20##-12-13 19:53 SIEMENS 802Se: Jog
20##-12-13 19:53 打开文件 XB02.MPF
20##-12-13 19:53 SIEMENS 802Se: Auto
20##-12-13 19:53 请关上机床门!
20##-12-13 19:53 NC启动
20##-12-13 19:53 小心碰刀!
20##-12-13 19:54 退出SIEMENS 802Se
20##-12-13 19:54 进入YHCNC-SIEMENS 802Se
20##-12-13 19:54 SIEMENS 802Se: Ref
20##-12-13 19:54 Z回到参考点
20##-12-13 19:54 X回到参考点
20##-12-13 19:54 SIEMENS 802Se: Jog
20##-12-13 19:56 SIEMENS 802Se: MDA
20##-12-13 19:56 SIEMENS 802Se: Jog
20##-12-13 19:56 SIEMENS 802Se: MDA
20##-12-13 19:57 SIEMENS 802Se: Jog
20##-12-13 19:57 打开文件 XB02.MPF
20##-12-13 19:57 SIEMENS 802Se: Auto
20##-12-13 19:57 请关上机床门!
20##-12-13 19:58 NC启动
20##-12-13 19:58 主轴没有开启,碰刀!
20##-12-13 19:58 SIEMENS 802Se: Jog
20##-12-13 19:58 请切换到AUTO或MDA模式!
20##-12-13 19:58 SIEMENS 802Se: Auto
20##-12-13 19:58 NC启动
20##-12-13 19:58 主轴没有开启,碰刀!
20##-12-13 19:58 SIEMENS 802Se: Jog
20##-12-13 19:58 SIEMENS 802Se: Auto
20##-12-13 19:58 NC启动
20##-12-13 19:58 主轴没有开启,碰刀!
20##-12-13 19:58 退出SIEMENS 802Se
20##-12-13 19:59 进入YHCNC-SIEMENS 802Se
20##-12-13 19:59 SIEMENS 802Se: Ref
20##-12-13 19:59 Z回到参考点
20##-12-13 19:59 X回到参考点
20##-12-13 20:01 SIEMENS 802Se: Jog
20##-12-13 20:02 SIEMENS 802Se: MDA
20##-12-13 20:02 请切换到JOG模式!
20##-12-13 20:13 SIEMENS 802Se: Jog
20##-12-13 20:13 SIEMENS 802Se: Jog
20##-12-13 20:14 打开文件 XB00.MPF
20##-12-13 20:14 SIEMENS 802Se: Auto
20##-12-13 20:14 NC启动
20##-12-13 20:14 小心碰刀!
20##-12-13 20:19 请切换到JOG模式!
20##-12-13 20:19 SIEMENS 802Se: Jog
20##-12-13 20:25 退出SIEMENS 802Se
20##-12-13 20:25 进入YHCNC-SIEMENS 802Se
20##-12-13 20:25 SIEMENS 802Se: Ref
20##-12-13 20:25 Z回到参考点
20##-12-13 20:25 X回到参考点
20##-12-13 20:25 SIEMENS 802Se: Jog
20##-12-13 20:26 SIEMENS 802Se: Jog
20##-12-13 20:26 SIEMENS 802Se: MDA
20##-12-13 20:26 SIEMENS 802Se: Jog
20##-12-13 20:26 SIEMENS 802Se: MDA
20##-12-13 20:27 SIEMENS 802Se: Jog
20##-12-13 20:28 打开文件 XB00.MPF
20##-12-13 20:28 SIEMENS 802Se: Auto
20##-12-13 20:28 NC启动
20##-12-13 20:28 小心碰刀!
20##-12-13 20:28 请切换到JOG模式!
20##-12-13 20:28 SIEMENS 802Se: Jog
20##-12-13 20:28 SIEMENS 802Se: Auto
20##-12-13 20:28 NC启动
20##-12-13 20:28 小心碰刀!
20##-12-13 20:31 请切换到JOG模式!
20##-12-13 20:31 请切换到JOG模式!
20##-12-13 20:31 SIEMENS 802Se: Jog
20##-12-13 20:32 SIEMENS 802Se: Auto
20##-12-13 20:32 NC启动
20##-12-13 20:32 小心碰刀!
20##-12-13 20:32 SIEMENS 802Se: MDA
20##-12-13 20:32 SIEMENS 802Se: Auto
20##-12-13 20:32 NC启动
20##-12-13 20:32 小心碰刀!
20##-12-13 20:34 新建文件 XB823.MPF
20##-12-13 20:34 SIEMENS 802Se: Auto
20##-12-13 20:34 NC启动
20##-12-13 20:34 小心碰刀!
20##-12-13 20:37 退出SIEMENS 802Se
20##-12-13 20:37 进入YHCNC-SIEMENS 802Se
20##-12-13 20:37 SIEMENS 802Se: Ref
20##-12-13 20:37 Z回到参考点
20##-12-13 20:37 X回到参考点
20##-12-13 20:37 SIEMENS 802Se: Jog
20##-12-13 20:39 SIEMENS 802Se: Jog
20##-12-13 20:39 SIEMENS 802Se: MDA
20##-12-13 20:40 SIEMENS 802Se: Jog
20##-12-13 20:40 SIEMENS 802Se: MDA
20##-12-13 20:40 SIEMENS 802Se: Jog
20##-12-13 20:41 打开文件 XB00.MPF
20##-12-13 20:41 SIEMENS 802Se: Auto
20##-12-13 20:41 NC启动
20##-12-13 20:41 小心碰刀!
20##-12-13 20:41 请切换到JOG模式!
20##-12-13 20:41 SIEMENS 802Se: Jog
20##-12-13 20:42 打开文件 XB823.MPF
20##-12-13 20:42 SIEMENS 802Se: Auto
20##-12-13 20:42 NC启动
20##-12-13 20:42 小心碰刀!
20##-12-13 20:42 SIEMENS 802Se: MDA
20##-12-13 20:42 请切换到JOG模式!
20##-12-13 20:42 SIEMENS 802Se: Jog
20##-12-13 20:42 请切换到AUTO或MDA模式!
20##-12-13 20:42 SIEMENS 802Se: Auto
20##-12-13 20:42 NC启动
20##-12-13 20:42 小心碰刀!
20##-12-13 20:43 退出SIEMENS 802Se
20##-12-13 20:43 进入YHCNC-SIEMENS 802Se
20##-12-13 20:44 SIEMENS 802Se: Ref
20##-12-13 20:44 Z回到参考点
20##-12-13 20:44 X回到参考点
20##-12-13 20:44 SIEMENS 802Se: Jog
20##-12-13 20:44 删除文件 XB01.MPF
20##-12-13 20:44 删除文件 XB02.MPF
20##-12-13 20:44 删除文件 XB00.MPF
20##-12-13 20:44 删除文件 XB823.MPF
20##-12-13 20:45 SIEMENS 802Se: Jog
20##-12-13 20:45 SIEMENS 802Se: Jog
20##-12-13 20:46 SIEMENS 802Se: Jog
20##-12-13 20:46 X方向超程
20##-12-13 20:46 SIEMENS 802Se: MDA
20##-12-13 20:46 SIEMENS 802Se: Jog
20##-12-13 20:47 SIEMENS 802Se: MDA
20##-12-13 20:47 SIEMENS 802Se: Jog
20##-12-13 20:47 SIEMENS 802Se: MDA
20##-12-13 20:48 新建文件 XB00.MPF
20##-12-13 20:48 SIEMENS 802Se: Auto
20##-12-13 20:48 NC启动
20##-12-13 20:48 小心碰刀!
20##-12-13 20:52 请切换到JOG模式!
20##-12-13 20:52 SIEMENS 802Se: Jog
20##-12-13 20:52 SIEMENS 802Se: Auto
20##-12-13 20:52 NC启动
20##-12-13 20:52 主轴没有开启,碰刀!
20##-12-13 20:52 SIEMENS 802Se: Ref
20##-12-13 20:53 打开文件 XB00.MPF
20##-12-13 20:53 SIEMENS 802Se:Single Block-On
20##-12-13 20:53 请切换到AUTO或MDA模式!
20##-12-13 20:58 SIEMENS 802Se:Single Block-Off
20##-12-13 20:58 SIEMENS 802Se: Auto
20##-12-13 20:58 NC启动
五:思考题
数控加工中的误差来源有哪些?
答:
1,程序编制中的误差;
2.控制系统误差;
3.进给误差;
4.工件定位误差;
5.对刀误差。
实验二 数控铣床操作加工仿真实验
一、 实验目的
(1)掌握数控铣手工编程的方法;
(2)掌握西门子802seM数控系统的基本操作;
二、 实验内容
(1) 了解数控仿真软件的应用背景;
(2) 熟悉西门子802seM系统的基本操作;
(3) 设计一个轮廓型零件,对其进行手工编程,并利用数控加工仿真软件完成加工仿真;
三、 实验设备
(1)图形工作站
(2)南京宇航数控加工仿真软件
四、 实验操作步骤
(1)实验试件
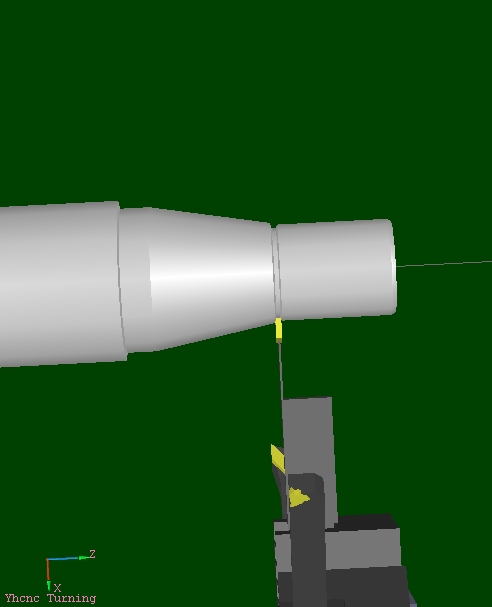
试件的形状、尺寸如图2-1所示。

图2-1
(2)加工采用的刀具参数
刀具及相关参数如表2-1所列
(3) 工序卡片
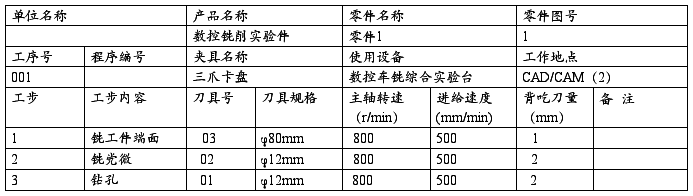
根据零件材料、加工精度、工艺路线、刀具参数表和切削用量等内容,确定加工工序卡,如表2-2所列。
表2-2数控铣削加工工序卡
4. 手工编程
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
1)加工φ20㎜孔程序(手工安装好φ20㎜钻头)
%1337
N0010 G92 X5 Y5 Z5
N0020 G91
N0030 G17 G00 X40 Y30
N0040 G98 G81 X40 Y30 Z-5 R15 F150
N0050 G00 X5 Y5 Z50
N0060 M05
N0070 M02
2)铣轮廓程序(手工安装好ф5㎜立铣刀,不考虑刀具长度补偿)
%1338
N0010 G92 X5 Y5 Z50
N0020 G90 G41 G00 X-20 Y-10 Z-5 D01
N0030 G01 X5 Y-10 F150
N0040 G01 Y35 F150
N0050 G91
N0060 G01 X10 Y10 F150
N0070 G01 X11.8 Y0
N0080 G02 X30.5 Y-5 R20
N0090 G03 X17.3 Y-10 R20
N0100 G01 X10.4 Y0
N0110 G03 X0 Y-25
N0120 G01 X-90 Y0
N0130 G90 G00 X5 Y5 Z10
N0140 G40
N0150 M05
N0160 M30
五、 数控加工仿真系统中的操作步骤
第一,返回机参考点
第二,设置毛坯尺寸
第三,装夹刀具
第四,对刀
第五,新建主程序及其子程序
第六,导入程序
第七,运行程序
六、 加工视窗
1. 成品视窗
2. 测量视窗

Yhcnc输出信息
消息模式
20##-12-14 15:17 进入YHCNC-SIEMENS 802Se
20##-12-14 15:17 SIEMENS 802Se: Ref
20##-12-14 15:17 Z回到参考点
20##-12-14 15:17 X回到参考点
20##-12-14 15:17 Y回到参考点
20##-12-14 15:18 SIEMENS 802Se: Jog
20##-12-14 15:18 X方向超程!
20##-12-14 15:19 Y方向超程!
20##-12-14 15:19 小心碰刀!
20##-12-14 15:19 SIEMENS 802Se: Ref
20##-12-14 15:19 SIEMENS 802Se: Jog
20##-12-14 15:19 X方向超程!
20##-12-14 15:19 Z方向超程!
20##-12-14 15:19 Y方向超程!
20##-12-14 15:21 Z方向超程!
20##-12-14 15:22 SIEMENS 802Se: MDA
20##-12-14 15:22 SIEMENS 802Se: Ref
20##-12-14 15:23 退出SIEMENS 802Se
20##-12-14 15:23 进入YHCNC-SIEMENS 802Se
20##-12-14 15:24 NC代码文件没有打开,请先打开程式!
20##-12-14 15:24 请打开驱动器使能!
20##-12-14 15:24 SIEMENS 802Se: Ref
20##-12-14 15:24 Z回到参考点
20##-12-14 15:24 X回到参考点
20##-12-14 15:24 Y回到参考点
20##-12-14 15:24 SIEMENS 802Se: MDA
20##-12-14 15:24 SIEMENS 802Se: Ref
20##-12-14 15:25 SIEMENS 802Se: MDA
20##-12-14 15:25 请切换到JOG模式!
20##-12-14 15:25 SIEMENS 802Se: Jog
20##-12-14 15:25 SIEMENS 802Se: MDA
20##-12-14 15:26 请先卸下主轴上的刀具!
20##-12-14 15:27 SIEMENS 802Se: MDA
20##-12-14 15:27 SIEMENS 802Se: Ref
20##-12-14 15:27 SIEMENS 802Se: MDA
20##-12-14 15:28 SIEMENS 802Se: Ref
20##-12-14 15:28 SIEMENS 802Se: MDA
20##-12-14 15:29 SIEMENS 802Se: Ref
20##-12-14 15:30 删除文件 AB003.MPF
20##-12-14 15:30 打开文件 AB001.MPF
20##-12-14 15:30 SIEMENS 802Se: Auto
20##-12-14 15:30 NC启动
20##-12-14 15:35 SIEMENS 802Se: MDA
20##-12-14 15:36 SIEMENS 802Se: Ref
20##-12-14 15:38 打开文件 AB001.MPF
20##-12-14 15:38 SIEMENS 802Se: Auto
20##-12-14 15:38 NC启动
20##-12-14 15:39 请切换到JOG模式!
20##-12-14 15:39 SIEMENS 802Se: Jog
20##-12-14 15:40 SIEMENS 802Se: Ref
20##-12-14 15:40 SIEMENS 802Se: MDA
20##-12-14 15:46 SIEMENS 802Se: Auto
20##-12-14 15:46 NC启动
20##-12-14 15:47 请切换到JOG模式!
20##-12-14 15:47 SIEMENS 802Se: Jog
20##-12-14 15:48 SIEMENS 802Se: MDA
20##-12-14 15:51 SIEMENS 802Se: Ref
20##-12-14 15:52 打开文件 AB001.MPF
20##-12-14 15:52 打开文件 AB001.MPF
20##-12-14 15:53 打开文件 AB001.MPF
20##-12-14 15:53 SIEMENS 802Se: Auto
20##-12-14 15:53 NC启动
20##-12-14 15:53 请切换到JOG模式!
20##-12-14 15:53 SIEMENS 802Se: Ref
20##-12-14 15:54 SIEMENS 802Se: Auto
20##-12-14 15:54 NC启动
20##-12-14 15:55 SIEMENS 802Se: Ref
20##-12-14 15:55 刀具类型只能为1**(铣刀)或2**(钻头)!
20##-12-14 15:57 T-号应在1--32000之间!
20##-12-14 15:57 SIEMENS 802Se: Ref
20##-12-14 15:57 SIEMENS 802Se: Auto
20##-12-14 15:57 NC启动
20##-12-14 16:00 SIEMENS 802Se: Ref
20##-12-14 16:01 打开文件 AB002.MPF
20##-12-14 16:01 SIEMENS 802Se: Auto
20##-12-14 16:01 NC启动
20##-12-14 16:01 X方向超程!
20##-12-14 16:01 NC启动
20##-12-14 16:01 X方向超程!
20##-12-14 16:09 打开文件 AB001.MPF
20##-12-14 16:09 SIEMENS 802Se: Auto
20##-12-14 16:09 NC启动
七、 思考题
数控铣削加工中,如何建立工件坐标系与机床坐标系的联系?
答:先机床回零点,相对坐标清零,对刀计算工件原点到机床原点的坐标。