关于镀锌线在线维修和电工的管理调整方案
为了更好的适应当前的管理工作,规避连续生产线上的电气故障和机械设备故障的频发率,对现有的维修、电工进行以下管理调整:
生产线在线维修工共9人,电工9名,维修组长3名,电工组长1名,后勤维修2人,电工班长1人,维修班长1人,合计共:26人。实行集中管理,分重点管理,专业化管理,统一地点,统一所用的一切工具及劳保用品,负责管理直属部门为生产技术部。
一、 组织架构:
班长—执行班长—组长—组员。
1、 运转班,分为三组,每组4人,1名组长,3名组员,共12人。
主要职责:
(1) 负责在线的运转设备的巡视检查,并详细记录;
(2) 迅速排除影响生产故障因素的,恢复生产的抢修工作;
(3) 统计巡检记录上报给生产技术部班长;
(4) 完成领导安排的其他事项。
2、设备保养维修组:
(一)、加油及辊系检查维护人员:4名,1名组长,3名组员,主要职责:
(1)负责对三条镀锌车间的所有应加油的设备部位进行定期检查、加油;
(2)检查、维护管理所有的辊系,包括螺丝的松动与否,并及时处理异常;
(3)检查、维护各镀锌车间的连轴器;
(4)完成领导安排的其他事项。
(二)、行车维护人员:4名,1名组长,3名组员,
主要职责:负责行车的保养、维护、维修工作。
(三)、机动维护人员:4名,1名组长,3名组员,主要职责:
(1) 负责镀锌线的备品、备件的维护、维修、追踪再利用;
(2) 镀锌生产线设备档案的统计、整理工作;
(3) 完成领导安排的其他事项。
二、 与生产车间的责任划分:
1、 生产技术部负责日常的设备检查和保养工作,负责修复各种出现
异常的设备,负责车间的临时性的维修、制造工作。
2、 车间负责使用过程中的日常检查,发现问题要及时通知生产技术
部电气专工和设备专工,并详细记录异常情况。
3、 车间主任要监督对自己责任车间的维护保养工作的监督和验收工
作,岗位人员要对保养人员进行监督,完成后要进行签字认可,对不负责任的维护保养人员车间任何人有权进行投诉和制止。
4、 对在正常生产中出现的紧急事故,当班班长要第一时间将详细情
况告知生产技术部运转组组长,生产技术部设备运转组必须要在8分钟内赶到事故现场进行处理。
5、 事故责任划分:
(1) 若因设备本身造成的事故,责任划分比例为:生技部承担
60%,所在车间主任、班长承担10%,在岗操作或责任区
人员承担20%。
(2) 若是因人为操作造成事故的,责任人承担全部责任。
(3) 对正常生产中维护保养人员发现的问题要积极配合,需要
停车处理的要在损失最低的情况下进行停车处理,根据事故或者停车原因,生技部、车间分别承担相应的责任。(在一小时内的由生产技术部承担责任,一小时以上的由车间承担损失责任。)
6、 检修职责划分
(1) 车间提出的长、短期检修工作,生产技术部将以车间提供的
检修计划为基础做出调整,合理安排人员进行检修工作。
(2) 生技部整体负责车间的检修,车间配合好生产技术部的各项
工作。检修完毕后车间主任要和生产技术部专工进行集体验收工作,并签字认可。
(3) 因检修不到位造成延迟开车、重新检修等事故的,根据实际
情况要追究责任生技部和生产车间的责任。
生产技术部
2014-3-27
第二篇:生产部改革方案
生产部改革方案
为提高员工技能,增加产量,提高员工工资,合理分配的原则,经公司领导研究决定对生产部进行改革,具体改革内容如下:
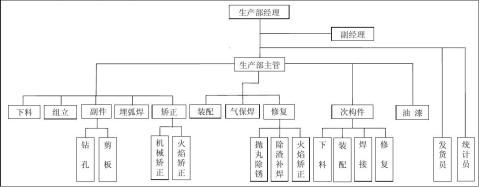
一、 组织架构 1. 单独设立矫正工序。
2. 其他工序维持现状,不做调整。
生产部组织架构图
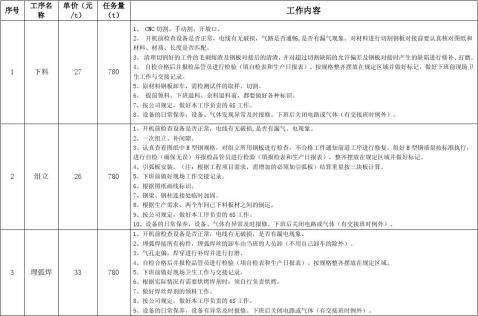
二、工作内容、单价

补充说明:
1、 下料、组立、埋弧焊、矫正4个工序单价按三块板的重量计算;
2、 副件工序按总量减去次构件无零件板构件部分的重量计算;
3、 次构件班组按次构件重量计算,装配、气保焊、修复工序均按总重量计算(不含次构件重量);
4、 热轧型钢装配工序单价为60元/吨,工作内容包含卸车。
5、 吊车梁上钻孔按0.4元/孔计算,计时工资按80元/工(8小时为1工)。
6、 以上单价为固定单价,不再有构件重量工资浮动,按员工系数进行分配。
7、 下料、组立、埋弧焊、副件、矫正、装配、气保焊、修复计件按钢板实际厚度计算;如10mm钢板以9.5mm计算。
8、 按计时工资制作的工件,不重复计件工资。
9、 各班组班长负责6S工作、设备维护、考勤、报表等工作的执行。
10、 各班组人员如工作时间超过8小时,安排加班的人员均按3元/小时奖金发至个人。
常务副总: 运营总监: 生产部经理: 编制:
二零一一年九月三十日