1
2
…… …… 余下全文
样机试制与试验规定
0 目的
明确样机试制过程中相关部室、车间的职责及样机试验内容。 1 范围
适用于样机试制与试验。
2 相关文件
记录控制程序
设计和开发控制程序
3 职责
3.1 总工程师组织有关部门进行样机试制。
3.2 制造部负责组织样机零部件的制作,提出必备的工艺装备清单。
3.3 技术中心负责样机的装配、调试、试验,必备的工艺装备设计和技术服务。
3.4 质保部负责样机零部件的检验,提出必备的计量器具清单。
4 内容与要求
4.1 样机试制为1-3台套。
4.2 制造部会同技术中心根据企业和外协单位的情况进行生产分工。制造部提出必备的工艺装备设计制造清单;质保部提出必备的计量器具清单,经技术中心审查同意后进行设计和配置。
4.3试制件(含外购、外协件)应按产品图样逐项检验,并做检验记录。
试验和鉴定用样机由技术中心产品实验室负责装配调试,其余样机由制造部负责安排装配调试。
样机基本性能试验通过后,为了进行市场试验需再试制时,制造部直接下达计划,并组织实施。
4.4 样机试验
4.4.1试验人员和设计人员按有关规定,编制试验大纲。
试验人员按试验大纲进行测试,记录实测数据和试验中出现的故障。遇有重大故障时应逐项汇报,经研究后再按决定执行。试验项目结束后,试验负责人按要求编写试验报告,并经技术中心批准。
全部试验工作结束后,试验负责人将试验大纲、试验报告原稿交课题负责人,汇齐后交资料员存档备案。
4.4.2 样机试验项目
1 2 3……
…… …… 余下全文
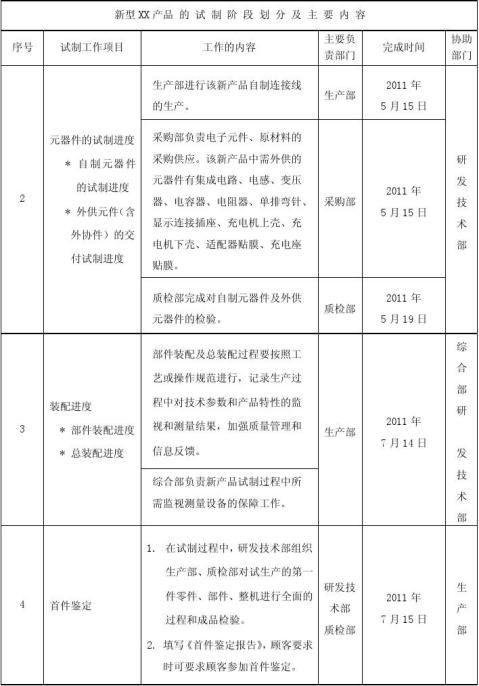
产 品 试 制 计 划 编制:审核:批准: ____________________ ____________________ ____________________
年 月 日
产 品 试 制 计 划


…… …… 余下全文

项目名称
产品样机/样件试制报告

***公司
产品样机/样件试制报告
1试制要求
本章主要说明试制的目的和完成后要求达到的目标。如:
——通过样机/样件试制,评估样机/样件外观效果是否达到要求;
——通过过样机/样件试制发现设计、制造、装配等方面存在的问题,为改进提高产品质量和产品设计提供依据;
2 试制内容
本章列出需要试制的内容及各项内容所要求的工艺、材质、表面处理要求。
3 试制过程
本章主要对项目试制过程进行总结,包括试制时间、数量,试制过程介绍及试制过程中遇到的问题及解决办法等。
4 样机/样件检验
本章主要是针对最终完成的样机/样件进行检验,检查与试制技术文件(效果图、三维数据、图纸)的符合程度,列举存在偏差的部分,并说明造成偏差的原因。
5 样机/样件试制总结
本章主要对以下内容进行总结:
——对参加试制的单位、人员的工作情况简要进行总结,对样机试制结果给出明确的结论。
——结论内容应包括:样机/样件是否符合试制要求;产品图样是否能够指导生产、制造、检验;此批样机/样件是否达到试制的目的等。
(内容可根据项目实际情况调整)
…… …… 余下全文
1 目的
通过对新产品样机试制过程进行控制和对样机产品质量的评价,保证产品的设计和样机制造质量满足顾客的要求。
2 使用范围
本程序适用于液压支架等复杂矿用产品的样机试制过程。
3 职责
3.1 主管技术的副总工程师负责样机试制的组织、协调工作;总质量师负责组织样机的质量评审。
3.2 煤机产品研究所负责样机的技术状态控制,协调解决与产品性能有关的技术问题;负责样机制造过程不合格品的审理;负责编写样机研制质量总结报告。
3.3 质量部
3.3.1 负责样机试制过程的质量控制,实施质量评审;
3.3.2 组织协调评审质量的准备工作;
3.3.3 对评审中提出的问题和建议进行跟踪管理;
3.3.4 对评审中形成的文件和资料整理保存并归档。
3.4 工艺研究所
3.4.1 负责组织试制工艺的设计,必要时,组织试制工艺评审;
3.4.2 负责试制工艺技术状态控制。
3.5 生产安技部负责样机生产的组织实施。
3.6 各承制单位负责试制工艺的编制、实施和控制,并按要求准备评审资料。
4 试制过程策划
4.1 生产安技部按照计划发展部的生产计划大纲,编制并下达样机试制生产作业计划(包括必要的工装制造计划)。
4.2 煤机产品研究所设计图纸或对外来图纸进行工程化设计。设计图纸应明确规定:
a)产品性能及功能方面的要求;
b)过程产品及最终产品的接受标准;
c)需重点控制的关键(重要)特性。
4.3 工艺研究所对工艺设计进行策划并组织实施,必要时应编制“工艺设计总方案”、“标准化大纲”等,作为工艺设计过程的指导和依据。
4.4 各承制单位编制试制工艺,工艺应明确规定:
a)产品特性及接收标准;
b)实现产品特性(特别是关、重特性)的工艺方法和措施;
c)检测(试验)的时机、内容、标准、方法及手段。
4.5 必要时,工艺研究所组织试制工艺方案评审,对试制过程中的工艺难点、重点 研究解决。
…… …… 余下全文
厦门科昊自动化有限公司
样机试制管理规定
KH-WI-SZ-01
受控状态:
分发部门:
 发布日期:20##年 01月01日 实施日期:20##年01月01 日
发布日期:20##年 01月01日 实施日期:20##年01月01 日
拟制: 审核: 批准:
文件更改记录表
1 目的
本程序规范了新品样机试制过程的管理,以保证新品检测仪(表)样机的试制能够迅速有效地进行,使检测仪(表)样机达到验证设计的目的。
2 适用范围
适用于本公司研发部门的所有新品检测仪(表)研发项目在研发阶段的样机试制控制。
3 相关文件
KH-QP-09《产品试制管理程序》
KH-QP-07《产品设计控制程序》
4 术语和定义
4.1 研发部门:包括研发部技术员、研发部测试员。
4.2 研发实施阶段:指手工样机试制阶段。
5 职责和权限
5.1 研发部技术主管:
…… …… 余下全文
低 压 通 用 柜 试 制 总 结
编制: 郑 春 华
审核:
批准:
中山明阳电器有限公司 二○○八年三月
1. 设计依据
1.1 任务来源
根据公司下达低压柜柜改进任务,20xx年2月决定立项新样柜开发:确定将GCS,GCK,GCL统一为一种结构形式。
低压通用柜是在公司现有GCS和MNSG柜基础上,通过优化设计,而最终定型的一种全新的低压抽出式开关柜。
1.2 设计依据
低压通用柜的设计,依据公司新产品开发方案制定的原则进行,并执行如下标准:
GB7251.1-1997 低压成套开关设备和控制设备
JB/T9661-1999 低压抽出式开关柜
GB4942.2-93 低压电器外壳防护等级
IEC439-1-92 低压成套开关设备和控制设备
1.3 柜型特点:
1.3.1 选用C型材,采用角板定位,自攻螺钉连接的结构形式,结构强
度高;型材自制或外购均可,材料可选用敷铝锌板,冷轧钢板,
电镀板;
1.3.2抽屉柜垂直母线额定电流大,最大可达到1200A,基本模数定为
E=25,整台柜标准布置11个单元,即6E=150(门板高度为140mm),
可选单元为6E、9E、12E、15E、18E,有效安装空间为1650mm;
6E单元的抽屉最多可布置12个,6/2E单元的抽屉可布置22个。;
1.3.3 推进机构:1~3E选用上海森惠CJG-1, CJG-3型推进机构,1/2E
单元选用常州新苑新“三位置连锁机构”和单元转接分配器,单
元抽屉深度为450mm深;
1.3.4 一二次接插件选用浙江中瑞MCZC1系列动静插接件和二次插件,
垂直母线用塑料母线罩封起来;
1.3.5 主母线安装采用开放式母线结构形式,极大方便了现场母线的安
装;母线夹选用PMJ型绝缘母线框,零排以绝缘子支撑为主。母
…… …… 余下全文