名词解释:
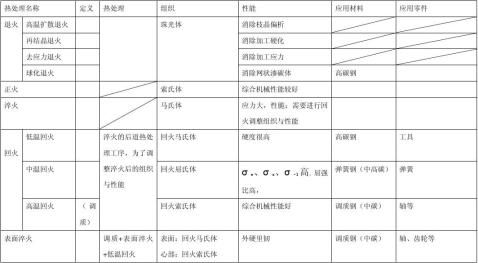
退火:将钢加热到临界点Ac1以上或以下温度,保温以后随炉冷却以获得近于平衡状态组织的热处理工艺。
正火:将钢加热到Ac3(或Acm)以上适当温度,保温以后在空气中冷却得到珠光体类组织的热处理工艺。
淬火:将钢加热到临界点Ac3或Ac1以上一定温度,保温后以大于临界冷却速度的速度冷却得到马氏体(或下贝氏体)的热处理工艺。
回火:将淬火钢在A1以下温度加热,使其转变为稳定的回火组织,并以适当方式冷却到室温的工艺过程。表面淬火:将工件快速加热到淬火温度,然后快速冷却,仅使表面层获得淬火组织的热处理方法。
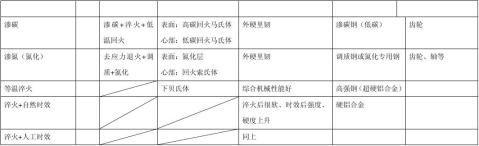
渗碳:将低碳钢件放入渗碳介质中,在900-950加热保温,使活性原子渗入钢件表面并获得高渗碳体的工艺方法。
渗氮:向钢件表面渗入氮元素,形成富氮硬化层的化学热处理。
淬透性:钢材淬火时获得马氏体能力的特征。
淬硬性:钢材淬火时淬成马氏体可能得到的最高硬度。
回火稳定性:淬火钢对回火时发生软化过程的抵抗能力。
回火脆性:钢在一定温度范围内回火时,其冲击韧度显著下降,这种脆化现象叫做钢的回火脆性热应力:工件在加热(或冷却)时,由于不同部位的温度差异,导致热胀(或冷缩)的不一致所引起的应力称为热应力。
组织应力:由于工件不同部位组织转变不同时性而引起的内应力。
过冷奥氏体:在临界温度以下处于不稳定状态的奥氏体称为过冷奥氏体。
退火的目的:均匀钢的化学成分及组织;细化晶粒;调整硬度,消除内应力和加工硬化,改善钢的成形及切削加工性能,为淬火做好组织准备。
正火的目的:改善钢的切削加工性能;消除热加工缺陷;消除过共析钢的网状碳化物,便于球化退火;提高普通结构零件的力学性能。
淬火目的:提高工具、渗碳零件和其它高强度耐磨机器零件等的硬度、强度和耐磨性; 回火目的:减少或消除淬火应力,保持相变的组织转变,提高钢的塑形和韧性,获得硬度强度塑形和韧性的适当结合
…… …… 余下全文