机械设计基础课程设计计算说明书
内装:一、序言….………………………………………………….…...2
二、草图…………………………………….…………….…..….2
三、分析零件图样…………….………………………………….3
四:加工方案及加工路线…………….……….………..…. 3
五:工件的定位、装夹与刀具的选用…………………...….….4
六:加工步骤………………………….………….…………...... 4
七:零件图 ……………………………………..……….….… 5
八:工艺分析………..………………………………….….…… 6
九:程序编辑……………………………………………………6
十:检测报告……………………………………………………9
十一总结………………………………………………………. 10
设计者:
学 号:
指导教师:
完成日期:
成绩
一:序言
1. 数控加工课程设计是在我们完成了全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
2. 通过本次课程设计,应该得到下述各方面的锻炼:
1) 能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件的加工质量。
2) 学会使用手册及图表资料。掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。
3) 就我个人而言,通过这次设计,基本上掌握了零件机械加工工艺规程的设计。并学会了使用和查阅各种设计资料、手册、和国家标准等。最重要的是综合运用所学理论知识,解决现代实际工艺设计问题,巩固和加深了所学到的东西。并在设计过程中,学到了很多课堂上没有学到的东西。
4) 能够顺利的完成这次课程设计,首先得助于王祖波老师的悉心指导,还有就是我们小组成员间合理的分工和小组成员们的努力。在设计过程中,由于对零件加工所用到的设备的基本性能和加工范围缺乏全面的了解,缺乏实际的生产经验,导致在设计中碰到了许多的问题。但在我们小组成员的共同努力下,我们通过请教老师和咨询同学,翻阅资料、查工具书,解决设计过程中的一个又一个的问题。在这个过程中,使我对所学的知识有了进一步的了解,也了解了一些设计工具书的用途,同时,也锻炼了相互之间的协同工作能力。在此,十分感谢王祖波老师的细心指导,感谢同学们的互相帮助。在以后的学习生活中,我将继续刻苦努力,不段提高自己。
二:草图

三:分析零件图样
1精度分析
1) 尺寸精度
此图尺寸精度要求都比较高都只有0.1mm公差,对于尺寸精度要求,主要通过在加工过程中的准确对刀,正确设置刀补及磨耗,以及正确的制度合适的加工工艺等措施来保证。
2) 形位精度
此图没有行为公差,主要是以回转没主。对于有形位公差精度要求,主要通过调整机床的机械精度,制定合理的加公工艺及工件的装夹、定位与找正等措施来保证。
3) 表面粗糙度
加工后的表面粗糙度要求为Ra1.6um。对于表面粗糙度的要求,主要通过选用合适的刀具及其几何参数,正确的粗、精加工路线,合理的切削用量及冷却等措施来保证
2加工工艺分析
. .编程原点的确定
由于工件在长度方向的要求较低,根据编程原点的确定原则,该工件的编程原点取在完整工件的右端面与主轴轴线相交的交点上。
四:制度加工方案及加工路线
1) 选择数控机床及数控系统
根据工件的形状及加工要求,选用经济行数控车床(前置刀架)进行工件的加工。数控系统选用广数928。
2) 制度加工方案及加工路线
本例采用一次装夹后完成粗、精加工的加工方案,一次加工完成
3).数控加工车削加工时,加工的起始点定在离工件毛坯2mm的位置。尽可能采用沿轴向切削的方式进行加工,以提高加工过程中的工件与刀具的刚性。
五:工件的定位、装夹与刀具的选用
1)工件的定位及装夹
件用三爪卡盘进行定位与装夹,一次装夹成型,工件装夹过程中,应对工件进行找正,以保证工件轴线与主轴轴线同轴
2)刀具的选用

(5) 量具
0—150mm 游标卡尺一把,Ф0—25千分尺,Ф25—50千分尺各一把,另加一些辅助量具
(6) 辅助量具
毛刷,钩子,细沙子
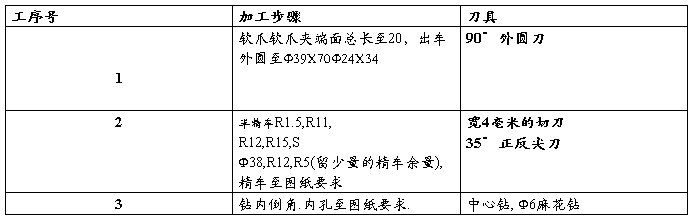
六:加工步骤
(1):开启机床
(2):安装刀具、夹具和毛坯
(3):对刀
(4):输加工程序
(5):检查程序并空运行试切加工
(6):调试合理,开始自动加工工件
(7):加工完整后,测量工件尺寸与实际尺寸的差值然后在刀具磨损中修改刀补值
(8):点击循环启动,进行精加工
(9):重复第七步骤,直径工件尺寸合格
(10):加工完毕,卸下工件,打扫机床卫生
七:零件图

八:工艺分析
九:程序编辑
加工程序(广数928系统)
N10 M03 S750 T11[Y1]
N20 M08
N30 G00 X42
N40 Z0
N50 G01 X5 F110
N60 X-0.5 F50
N70 G00 Z1
N80 X41
N90 G90 X39 Z-70 F110
N100 90 X36 Z-34 F110
N110 X33
N120 X30
N130 X27
N140 X24
N150 M05
N160 G00 X50 Z100
N170 M00
N180 M03 S400 T22[Y2]
N190 G00 X40
N200 Z-69
N210 G01 X24 F30
N220 X40 F200
N230 W1.25
N240 X24.5 F30
N250 X40 F200
N260 M05
N270 G00 X50 Z50
N280 M00
N290 M03 S1300 T33[Y3]
N300 G00 X40
N310 Z-65
N320 G01 X24 F140
N330 W1.25
N340 G02 X28.12 Z-58.7 R5 F140
N350 G03 X38 Z-49 R12 R12 F140
N360 X40 F200
N370 G00 Z-11.86
N380 X13
N390 G01 X12 F140
N400 G02 X21.68 Z-2.7R11 F140
N410 G03 X23 Z-1.2R1.5 F140
N420 G01 X25 F200
N430 M05
N440 G00 X50 Z100
N450 M00
N460 M03 S1300 T44[Y4]
N470 G00 X25
N480 Z0
N490 G01 X5 F110
N500 X-0.5 F50
N510 G00 Z-0.3
N520 X20
N530 G02 X23 Z-1.5R15 F140
N540 G03 X12 Z-11.86 R11 F140
N550 G01 Z-22.26 F140
N560 G03 X23. 46 Z-34.6
R15 F140
N570 G02 X38 Z-49 R19F140
N580 G01 X40 F200
N590 M05
N600 G00 X50 Z100
N610 M00
N620 M03 S400 T0202
N630 G00 X40
N640 Z-69
N650 G01 X25 F200
N660 X22 F30
N670 X25 F200
N680 W0.5
N690 X24
N700 X23 W-0.5 F30
N710 X1.5
N720 X40 F200
N730 G00 X50 Z100
N740 M05
N750 M30
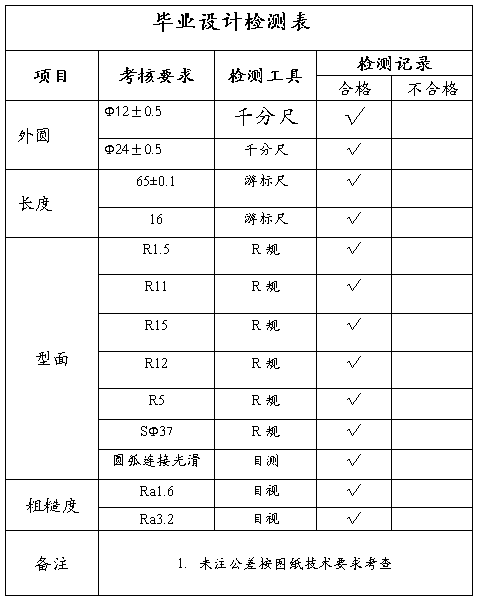
十:检测报告
十一:总结
. 数控加工是现代制造技术的典型代表,在制造业的各个领域如航空、航天、汽车、模具、精密机械、家用电器等各个行业有着日益广泛的,已成为这些行业不可缺少的加工手段。
通过本次设计对数控技术有了一定的认识,对整个零件的的加工过程都有了相应的了解,特别是的了解了数控加工工艺的的重要性。数控加工工艺是数控编程和操作的基础,合理的加工工艺是保证数控加工质量,发挥数控机床效能的前提条件。
[Y1]90°外圆刀
[Y2]¢4切刀
[Y3]30°反尖刀
[Y4]30°正尖刀
第二篇:课程设计说明书(机械设计基础)
机械设计课程设计
说 明 书
学院:
班级:
指导教师:
设计者:
学号:
20##年1月14日
目录
一.设计任务书... 3
二.电动机的选择计算... 3
三.传动装置的运动及动力参数计算... 4
四.设计带传动... 6
五.设计齿轮传动... 7
六.轴的设计计算... 11
七.轴的强度校核... 12
八.滚动轴承的选择及其寿命验算... 14
九.联接的选择和验算... 15
十. 减速器的润滑及密封形式选择:. 16
十一.参考文献... 16
一.设计任务书
一、设计任务书
1) 设计题目:设计胶带运输机的传动装置
2)工作条件:B类

3) 技术数据

二、电动机的选择
二.电动机的选择计算
1) 选择电动机系列 根据工作要求及工作条件应选用三 滚筒转动所需有相异步电动机,开式结构,电压380伏,Y系列电动机 效功率:
2) 滚筒转动所需要的有效功率为: 

以下是根据图表确定各部分的效率:
V带传动 η1=0.95
一对滚动轴承的效率 η2=0.99
闭式齿轮的传动效率 η3=0.97(8级)
弹性联轴器 η4=0.99
一对滑动轴承 η5=0.97
传动滚筒 η6=0.96
传动总效率为: 传动总效率:


3).电机的转速为  电机转速:
电机转速:

所需的电动机的功率为 
所需电机功率:

查表所选的Y型三相异步电动机的型号为Y112M-4
型,或选Y132M1-6型。

比较两种方案可见:
方案1选用的电动机总传动比较大。为使传动装置结构紧凑,选用
方案2,电动机型号为Y132M1-6。
主要性能如下:

三 .传动装置的运动及动力参数计算
(一). 分配传动比.
总传动比:
 三、传动装置的运动
三、传动装置的运动
各级传动比的粗略分配
根据总传动比,以及各种机械传动推荐的传动比范围,各级传
动比分配如下: 总传动比:
取V带传动比为i12=2.5 ,则齿轮传动的传动比: i=8.936
 齿轮的传动比:
齿轮的传动比:


(二) 各轴功率、转速和转矩的计算
1. 1轴:即电动机的主动轴

 2、各轴功率、转速
2、各轴功率、转速
 和转矩
和转矩
2. 2轴: 即减速器的高速轴
 见表
见表


3. 3轴:即减速器的低速轴



4. 4轴:即减速器的低速轴



四.设计带传动
1.选择V带型号
由表得,工况系数KA=1.2,
计算功率 
根据Pc ,n1 ,由图查出坐标点位于A型处,按A型计算
2.确定小带轮基准直径dd1
按表,A型带,取dd1=100mm
3.验算带速

在5~25m/s之间
4.确定大带轮基准直径dd2

按表,取dd2=250mm
5.确定中心距a与带长Ld
初定中心距 
带的基准长度

由表,取Ld=1600mm
实际中心距 
6.验算小轮包角

7.计算带的根数
由图查得,
由表得,
V带根数:
取z=4根
8.计算作用在轴上的载荷FR
单根V带的初拉力


五.设计齿轮传动
1.齿轮材料的选择
小齿轮选45#钢,调质处理,齿面硬度217-255HBS,
大齿轮选用45#钢,正火处理,齿面硬度162-217HBS。
计算应力循环次数N


查图得,ZN1=1.0,ZN2=1.10(允许有一定点蚀)
由图11-15,得ZX1=ZX2=1.0
取SHmin=1.0
由图11-13(b),得
计算许用接触应力


因为 ,计算中取
,计算中取
2.按齿面接触强度确定中心距
小轮转矩

初取 ,由表11-5得,
,由表11-5得,
由图11-7得, ;减速传动
;减速传动 ;取
;取
计算中心距

取中心距
估算模数
取标准模数
小轮齿数

取Z1=24,Z2=88
实际传动比

在允许范围内
齿轮分度圆直径:


圆周速度
由表11-6,取齿轮精度为8级
3.验算齿面接触疲劳强度
按电机驱动,载荷平稳,由表11-3,取KA=1.25
由图11-2(b),按8级精度和
得KV=1.03
齿宽
由图11-3(),按 ,
,
考虑轴的刚度较大和齿轮相对轴承为非对称布置,得
由表11-4,得
载荷系数
由图11-4,按

所以
由图11-6
由式11-31,计算齿面接触应力

安全
4.校核齿根弯曲疲劳强度
按Z1=24,Z2=88,由图11-10得,
由图11-11得,
由图11-12得,
由图11-16(b),得

由图11-17,得
由图11-18,得YX1=YX2=1.0。
取YST=2.0,SFmin=1.4
由式11-25计算许用弯曲应力


由式11-21计算齿根弯曲应力

5.齿轮主要几何参数
Z1=24,Z2=88, ,
,






齿宽 ,
, 
中心距
六.轴的设计计算
1.高速轴的设计计算
初步估计减速器高速轴外伸段轴径
取 =120mm
=120mm

取d=24mm 1.高速轴
外伸段直径:
d=24mm
2.低速轴的设计计算 2.低速轴
1)初步估计减速器低速轴外伸段轴径 外伸段直径:
取=120mm d=38mm

取d=38mm
2)选择联轴器
根据传动装置的工作条件,拟选用HL3型弹性柱销联轴器
(GB5014-85)。
计算转矩Tc为(KA取1.5)

从表2.5-1可查得HL3号联轴器不仅可以满足转矩要求
( )。
)。
且其轴孔直径(d=30~38mm)能满足减速周及滚筒轴径的要求。
因此选HL3号联轴器
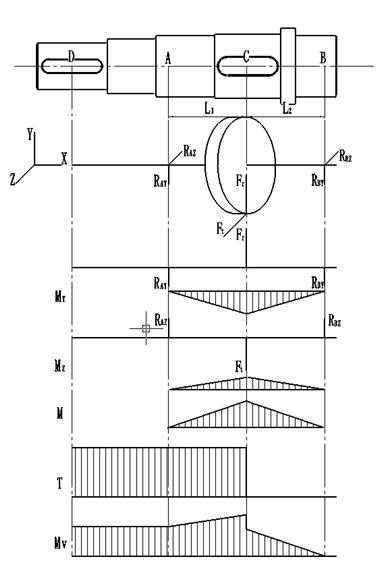
七.轴的强度校核
计算大齿轮上的作用力
转距
圆周力 
径向力
无轴向力
1.绘轴的受力简图,求支座反力
a. 垂直面支反力
L1=L2=28+12+14+10=64mm


所以:

 ,
,
b. 水平面支反力
, 

 ,
,
2.作弯矩图
a. 垂直面弯矩MY图C点

b. 水平面弯矩MZ图
C点:
c. 合成弯矩图
C点:
3.作转矩T图
4.作当量弯矩图
该轴单向工作,转矩产生的弯曲应力按脉动循环应力考虑,取
α=0.6
C点左边 
C点右边 
D点 
5.按当量弯矩计算轴的直径
由以上分析可见,C点弯矩值最大,而D点轴径最小,所以
该轴危险断面是C点和D点所在剖面。由45钢调质处理,
查表13-1得 
查表13-2得 。
。
按式计算C点轴的直径
考虑键槽影响,有一个键槽轴径加大5%

该值小于原C点设计该点处轴径52mm,故安全。 D点轴径

考虑键槽影响

该值小于原设计该点处轴径38mm,故安全。
八.滚动轴承的选择及其寿命验算
1.低速轴轴承选择
选择一对深沟球球轴承6210
查表得,深沟球轴承的C=27000N, 。
。
2.计算径向支反力
由轴承的类型知, =
=

因使用直齿轮,深沟球轴承只受径向力

查表 ,
, 
(2)校核轴承寿命 轴承寿命L=219983.72h
当量动载荷 计算。 >87600h故深沟球轴承6210适用
计算。 >87600h故深沟球轴承6210适用

故深沟球轴承6210适用
九.联接的选择和验算
1.减速器大齿轮与低速轴的键联接
(1)键的材料类型
45号钢,A型普通平键
2)确定键的尺寸
b=16mm, h=10mm, L=50mm
3)验算键的挤压强度
键和轴的材料为钢轮毂材料为钢,校核键连接的挤压强度。
查表的许用挤压应力 ,键的计算长度
,键的计算长度
l=L-b=50-16=34mm
由下式得

该键安全。所以选 GB1096-79
GB1096-79
2.联轴器与减速器低速轴轴伸的联接
1)键的材料类型
45号钢A型普通平键,轧毂为钢。
2)确定键的尺寸
b=12mm, h=8mm, L=50mm , =100
=100
同上面的方法 l=50-12=38mm

该键安全,所以选 GB1096-79。
GB1096-79。
3.减速器高速轴轴上键的选择
 GB1096-79 键长50mm
GB1096-79 键长50mm
十.减速器的润滑及密封形式选择:
减速器的润滑采用干油润滑
油标尺M16,材料Q235A。
密封圈选用GB9877.1-88型唇型密封圈。
十一 .参考文献
[1] 陈良玉 王玉良 马星国 李 力 著
<<机械设计基础>>
东北大学出版社 2000
[2] 孙德志 王春华 董美云 李庆忠 著
<<机械设计基础课程设计>>
东北大学出版社 2000