立磨操作控制参数
立磨主要控制参数为:磨内通风量、料层厚度、振动值、研磨
压力、压差。
一.磨机通风量;
立磨也是一种风扫磨,通风量要适当。风量不足,合格的生料不能及时带出,料层增厚,排渣量增多,设备负荷高,产量降低;风量过大,料层过薄,影响磨机稳定运转。因此,磨机通风量一定与产量相匹配,不宜时大时小,应保稳定。原则上,操作员选择的通风量,应以更有利于保持磨机负荷相对稳定值,并力求振动最小,排渣料最少,产量最高、质量最好。 在实际操作中,操作员根据风机转速、电流、压差、喂料量、进出口负压、温度等变化的趋势,了解磨机运行情况,并结合磨机振动、排渣量、产品质量等进行调整,一般是通过调整循环风机的速度和风门的开度以求迖到最佳通风量。
二、料层厚度;
立磨稳定运转的另一重要因素是料层稳定。料层稳定,风量、风压和喂料量才能稳定,否则就要通过调节风量和喂料量来维持料层厚度。若调节不及时就会引起震动加剧,电机负荷上升或跳停等问题。理论上讲,料层厚度应为磨辊直径的百分之二正负二十毫米,这就要求操作员密切注意料层变化,尽量控制在最佳的范围内,以保证磨机稳定运行。
三、振动值:
振动是立磨工作中普遍存在的一个现象,合理的振动是允许的,但震动过大,则会造成磨盘和磨辊以及衬板的机械损坏。所以应当严格控制振动在2.0mm/s以下。
四、研磨压力:
研磨压力大,研磨作用增强,产量高;反之则产量低。但研磨圧力不宜过大,否则会增加主电机负荷,同时容易使磨机震动加剧,损坏衬板及其它设备。
五、压差;
压差是指风环处的压力损失,它也是立磨操作中最为重要的控制参数之一。在立磨运行中,磨内负荷量的变化不仅从磨电流,料层厚度、震动值等参数上反应出来,而且压差更能反映磨内情况。压差增大,磨内负荷加大;压差变小,说明磨内物料少,研磨层迅速减薄,磨内负荷下降。这两种情况,都会因料层不稳,使震动加剧,粉磨阻力增大,磨机输入功率增加,磨机电流也忽高怱低大幅摆动,直到磨机震动停或稳定下来为止。
开机前控制参数:
一.如果是冷磨,开机前须烘磨预热,保持入磨温度在110--120度,烘磨120分钟。保证出磨温度要达到80度。
正常运行时控制参数:
1、磨机主电流:280±10A
2、出磨温度:80±5℃
3、窑尾电收尘入口温度:<100℃
4、增湿塔出口温度:<120℃
5、磨机入口负压:1.5±0.5kpa
6、磨机出口负压:7.0±1kpa
7、张紧压力<15MPa
8、密封风机压力P>2500Pa
9、磨辊轴承温度t<100℃
10、减速机振动<2mm/s
11、滚动轴承温度<75℃
12、推力瓦温度<70℃
13、料层厚度:140±10mm(1#拉绳开关为主)
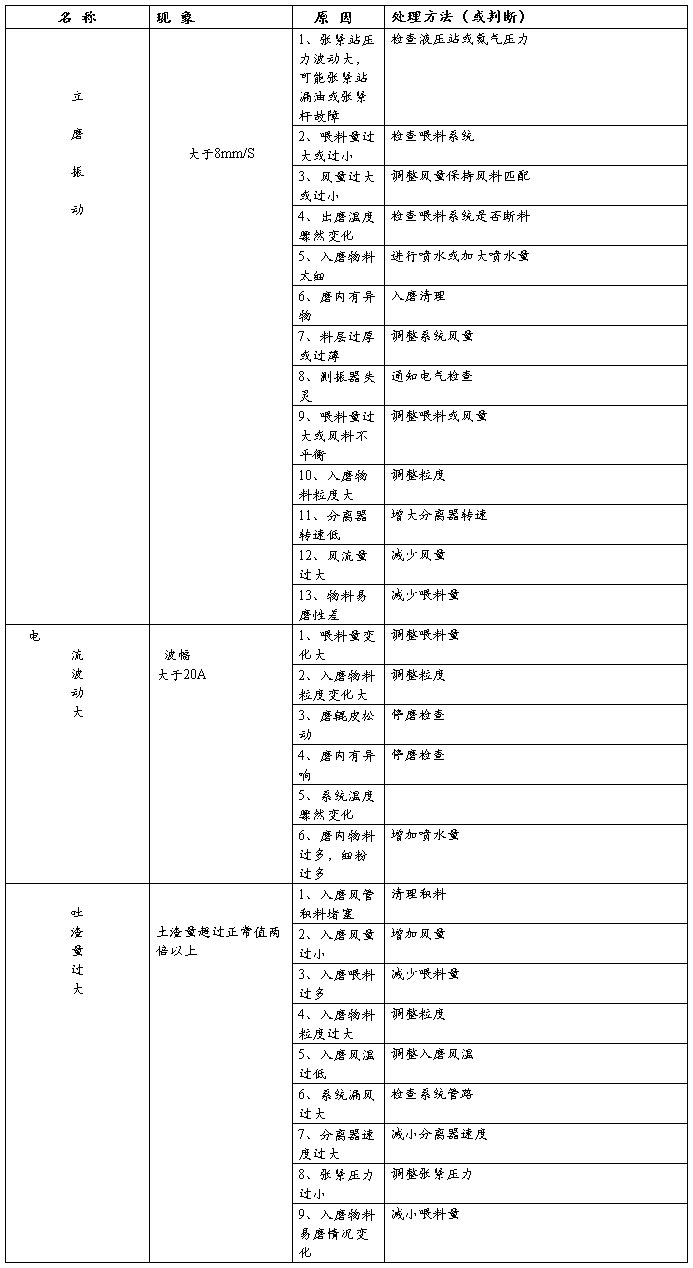
二、磨机异常情况及判断:
20##年3月30日
第二篇:水泥厂立磨立磨操作与控制
2. 1喂料量与研磨压力
当磨辊衬板与磨盘衬板无磨损或磨损很小时,稳定喂料量就成了磨内压差稳定的重要条件。若入磨物料时多时少,则磨内料层时厚时薄,粉磨压力也随料层的变化时大时小。当研磨压力过高,则能耗大,振动大,料层变薄,压差下降;而研磨压力过小,则压差上升,细度不合格,吐渣多。这些都不利于磨机稳定运行,生产中根据磨机产量与物料情况,稳定一定的喂料量,并在130~240×105Pa范围内合理调节研磨压力。我们的经验是:喂料180t/h时,研磨压力控制在130~150 ×105Pa;喂料190t/ h时,研磨压力控制在140~ 180×105 Pa。
2. 2入磨物料的性质
入磨物料的性质主要包括物料的易磨性、物料粒度和水分。易磨性好的物料容易裂解形成小颗粒,磨机的效率高,能耗低。若物料易磨性差则难磨,产量下降,磨盘和磨辊磨损大,使用寿命短,磨机的振动大,运行不平稳,偶尔会出现跳停。在运行过程中,必须保证除铁设备正常,决不能使铁渣,铁块等金属或硬杂物进入磨内,进而损坏磨辊和衬板。
我厂物料的石灰石中含SiO2 5%左右,易磨性居中,砂岩较难磨,而粉煤灰易磨,通过配料站对物料的搭配后,能够保证磨机运行正常。进磨物料的水分控制在<5%,水分过高,粉磨过程中的物料粘度大,物料流速下降,粉磨效率低。但考虑到窑尾废气温度入立式磨时在230~ 330℃左右,在通风正常时易将水分在5%的物料烘干。而水分过低,磨内物料过干,物料在磨内扬尘大,循环量多,造成料层不稳定,同时物料出口温度过高,易造成密封系统的损坏、电收尘器的收尘效率下降等。生产中出现温度过高时,启动磨内喷水系统,喷出雾状水气,来降低出磨气体温度。我厂进磨物料粒度分布为:< 25mm的占85% ; 25~75mm的占15%左右;若物料粒度>75mm,则振动明显增大;物料粒度过细会压一层物料在磨辊与磨盘面上,不利于研磨。为此,来料中需要有颗粒较大些的物料,像楔子一样去松动物料,便于研磨。
2. 3磨内通风
良好的磨内通风是确保磨内物料顺利出磨的主要条件之一。若风量过少,磨内通风不足,不利于物料的烘十与粉磨;风量过人,则通风过剩,冷风调节阀与吐渣口处有间歇性排气现象(微正压),不利于现场巡检与工业场地卫生。磨内通风量的中控操作,主要是通过调节风门开度实现。
2. 4选粉机
M PS立磨配有鼠笼式动态选粉机,其转速范围是。一120r/ m in,操作中通过调节动态选粉机的转速,可控制产品的细度,稳定或降低磨内料层厚度。
我厂M PS磨内料层厚度一般控制在5070m m,若料层高于100m m或低于40mm,立磨运行振动人。刚启动立磨时选粉机转速可设在90r/m in,减少磨内细粉物料,便于磨机启动时的稳定运行;当磨机运行3~ Smin、振动稳定后,可将选粉机转速逐步提高至98r/ min o
2. 5磨辊衬板
MPS立磨磨辊衬板为“鼓形”,经2年运行,鼓形己磨损至接近平形,使得磨辊衬板时而会碰到磨盘挡料圈卜,振动增人,吐渣多,主电机功率上升,研磨效率下降,产量比正常时下降5~10t/ h,不利于中控操作控制,且会增加生料粉磨成本。此时应采取措施:将立磨三个磨辊衬板进行调头使用,衬板调头后磨和L振动明显减小。一般振动值波动在1~2. 0mm/s。若磨和L振动值人于4. 0mm/ s, 3s内,M PS立磨联锁自动跳停;若连续2~ 3次振动跳停,必须扫‘开磨门仔细检查,看磨内是否有异物(主要是指除铁器未收集下来的铁件等)。
2. 6磨盘挡料圈
若挡料圈脱落,则无法稳住磨内料层,吐渣较多,振动变大,难于操作与控制,时常会造成磨机振
动跳停。采取的措施是:打开磨门后由维修技术人员有针对性地采取措施处理。
M PS立磨工艺操作参数控制主要包括:压差高低、研磨压力人小、进口温度高低、入口负压人小以及磨内通风和料层厚度等。这些参数的选择和控制是否合理直接关系到立磨系统能否正常稳定运行。
我厂立磨参数控制范围为磨入口风温220士10℃,出口风温90 0C士10℃,入口负压(一15. 0士1. 0)/105 Pa,磨机差为50~ 60 X lOSPa,选粉机转速95~ 100r/ min。稳定运行时,磨机的具体工艺参数控制值见表2。