湖南农业大学工学院
课程设计说明书
课程名称: 液压与气压传动
题目名称: 液压专业铣床
班 级:2008 级 机电 专业 1 班
姓 名: ****
学 号: ************
指导教师: ******
评定成绩:
教师评语:
指导老师签名:
2011 年 5 月 1 日
目 录
摘要…………………………………………………………………………………Ⅰ
1 方案的确定………………………………………………………………………2
2工况分析…………………………………………………………………………3
3液压缸尺寸和所需流量…………………………………………………………5
4拟定液压系统图…………………………………………………………………7
5选择液压元件的确定辅助装置…………………………………………………9
6油箱的设计………………………………………………………………………11
7液压系统的性能验算……………………………………………………………11
结论…………………………………………………………………………………13
参考文献……………………………………………………………………………15
摘 要
目前,液压系统被广泛应用在机械、建筑、航空等领域中,成为一种新型的动力源。由于液压元件的制造精度越来越高,再配合电信号的控制,使液压系统在换向方面可以达到较高的频率。不管是在重型机械和精密设备上都能满足要求。
液压系统本身有较多的优点,比如:在同等的体积下,液压装置产生的动力更大;由于它的质量和惯性小、反映快,使液压装置工作比较平稳;能够实现无级调速,特别是在运动中进行调速;液压装置自身能实现过载保护;实现直线运动远比机械传动简单。但是它液压传动对温度的变化比较敏感,不宜在很高或很低的温度下工作。
液压系统应用在机床上,实现对工作台和夹紧工件的循环控制起着重要的作用。对铣削类组合机床,运用液压来控制运动循环,结构简单,所占空间小,而且能满足较大的切削负载要求。
关键词:液压系统,运用
1 方案的确定
1.1整体性分析



 要求此液压系统实现的工作循环是:手工上料 工件夹紧 工作快进 工作台工进 工作台快退 工件松开 手动下料。运动部件重35000N,工作台快进、快退的速度5.5m/min,工进的速度55mm/min,工进行程80mm。最大切削力22000N。夹紧缸行程10mm,夹紧力48000N。
要求此液压系统实现的工作循环是:手工上料 工件夹紧 工作快进 工作台工进 工作台快退 工件松开 手动下料。运动部件重35000N,工作台快进、快退的速度5.5m/min,工进的速度55mm/min,工进行程80mm。最大切削力22000N。夹紧缸行程10mm,夹紧力48000N。
对于铣削专用机床的液压系统而言,加工的零件需要精度高,定位准确。所以整个系统的设计要求定位精度高,换向速度快。在设计阀的时候,考虑这些方面变的尤其重要,要考虑到工作在最低速度时调速阀的最小调节流量能否满足要求。在行程方面,应该比要求的工作行程大点,包括工作行程、最大行程和夹紧缸行程,主要是考虑到在安全方面和实际运用中。在压力方面也要考虑到满足最大负载要求。而且在液压系统能满足要求的前提下,使液压系统的成本较低。
1.2 拟定方案
方案一 液压系统中工作台的执行元件为伸缩缸,工件的夹紧用单杆活塞缸;工作台采用节流阀实现出油口节流调速,用行程阀实现工作台从快进到工进的转换,在工进回路上串接个背压阀;为了防止工件在加工过程中松动,在夹紧进油路上串接个单向阀;工作台的进、退采用电磁换向阀;夹紧缸的夹紧与放松用电磁阀控制。
方案二 液压系统中工作台的执行元件为单杆活塞缸,工件的夹紧也采用单杆活塞缸;工作台采用调速阀实现进油口节流调速,采用压力继电器实现工作台从快进到工进的转换,工进时,为了避免前冲现象,在回路上串接个调速阀作为背压;用中位为O型三位四通换向阀,避免工件在加工过程中松动;工作台的进、退换向采用电磁换向阀,工作台快进时,采用差动连接;夹紧缸的夹紧与放松用电磁阀控制。
1.3比较方案并确定方案
单杆活塞缸比伸缩缸结构简单,价格便宜,易维护,而且也能满足要求;调速阀的性能比节流阀稳定,调速较好,用于负载变化大而运动要求稳定的系统中;采用出油口调速回路中油液通过节流阀产生的热量直接排回油箱散热。
综上比较选择方案二较好。
2 工况分析
2.1运动参数分析
首先根据主机要求画出动作循环图(图一)。
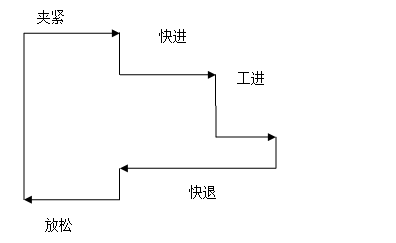
图一
2.2动力参数分析
计算各阶段的负载
工作负载:由已知条件可知切削力
惯性负载:
阻力负载:静摩擦阻力
动摩擦阻力
表1 液压缸在各个工作阶段的负载值其中 =0.9
=0.9

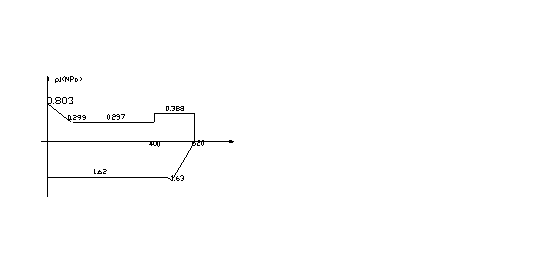
2.3负载图和速度图的绘制
负载图与速度图按上面的数值绘制,如图2所示。

图2
3 液压缸尺寸和所需流量
3.1液压缸尺寸计算
3.1.1工作压力的确定:
工作压力可根据负载和主机类型确定,由(书)表8-1得出:

3.1.2计算液压缸尺寸:
由于铣床工作台快进和快退速度相同,因此选用单杆活塞式液压缸,并使 ,快进时采用差动连接,因管路中有压力损失,快进时回油路压力损失取
,快进时采用差动连接,因管路中有压力损失,快进时回油路压力损失取 Pa,快退时回油路压力损失亦取Pa。工进时,为使运动平稳,在液压缸回路油路上须加背压阀,背压力值参照表8-2,选取背压
Pa,快退时回油路压力损失亦取Pa。工进时,为使运动平稳,在液压缸回路油路上须加背压阀,背压力值参照表8-2,选取背压 Pa。
Pa。
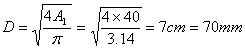
根据 ,可求出液压缸大腔面积
,可求出液压缸大腔面积 为
为
 (3-1)
(3-1)
 (3-2)
(3-2)
根据GB2348-80圆整成就近的标准值,得D=70mm,液压缸活塞杆直径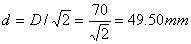 ,根据GB/T2348-93就近圆整成标准值d=50mm。
,根据GB/T2348-93就近圆整成标准值d=50mm。
3.1.3缸径、杆径取标准值后的有效工作面积:
无杆腔有效面积 
活塞杆面积 
有杆腔有效面积 
3.2确定液压缸所需流量
 =
= =19.24L/min
=19.24L/min
 =9.42L/min
=9.42L/min
 =0.384L/min
=0.384L/min
3.3夹紧缸的有效面积、工作压力和流量确定
3.3.1确定夹紧缸的工作压力:
根据最大夹紧力通过类比同类机床,取P=0.8Mpa
计算夹紧缸有效面积、缸径和杆径:
夹紧缸面积

夹紧缸直径

取标准值

活塞杆直径,一般取 。
。

符合标准值 =140mm
=140mm
3.3.2计算夹紧缸的流量:


液压缸回油路上有背压P2 ,保证速度平稳。根据《现代机械设备设计手册》中推荐值,取P2=0.5MPa,快进时液压缸虽做差动连接,但油管中有压降 ,取=0.3MPa。快退时油腔中有背压,这时可取=0.4MPa
,取=0.3MPa。快退时油腔中有背压,这时可取=0.4MPa
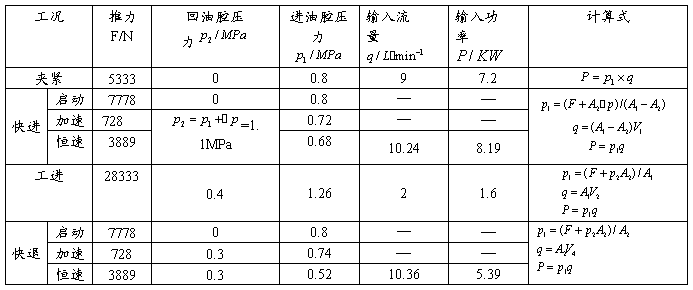
根据上述计算数据,可估算液压缸在各个工作段中的压力、流量和功率,如下表所示:
表2
4 拟定液压系统图
4.1确定执行元件类型:
4.1.1工作缸:
根据铣床特点和要求 ,所以选用无杆腔面积等于两倍的有杆腔面积的差动液压缸。
,所以选用无杆腔面积等于两倍的有杆腔面积的差动液压缸。
4.1.2夹紧缸:
由于结构上的原因和为了有较大的有效工作面积,也采用单杆活塞液压缸。
4.2换向方式确定
为了便于组成差动连接,应采用两位三通电液换向阀与压力继电器配合。三位四通换向阀的中位机能的选择对保证系统工作性能有很大作用,为了满足本专机工作位置的调整方便性和采用液压夹紧的具体情况,决定采用“O”型中位机能。
4.3调速方式的选择
在铣床的液压系统中,进给速度的控制一般采用节流阀或调速阀。根据铣削类专机工作时对低速性能和速度负载特性都有一定的要求,因此决定采用调速阀进行调整。为了便于实现压力控制,采用回油节流调速,同时为了满足低速进给时平稳性,以及避免出现前冲现象。
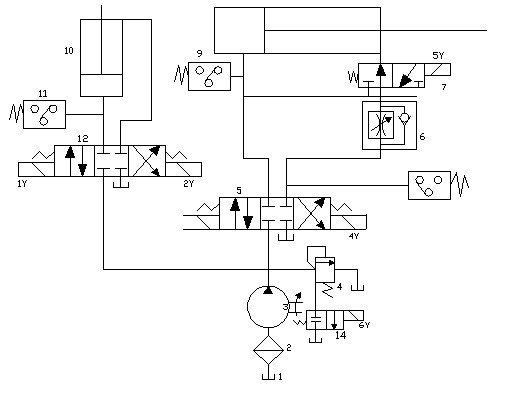
4.7夹紧回路的确定
夹紧缸不用中间停留,故采用二位阀控制即可,这里采用三位四通电磁换向阀。为了实现夹紧后才能让工作台快进的顺序动作,和保证进给系统工作时夹紧系统压力始终不低于最小夹紧压力,所以在夹紧回路上安装个压力继电器实现顺序控制。当压力继电器动作时,工作台进给。根据上述分析,画出液压系统草图,如下图所示:
5 选择液压元件和确定辅助装置
5.1选择液压泵
取液压系统的泄漏系数K=1.1则液压泵的最大流量 ,即
,即 =11.26L/min。根据拟定的液压系统是采用回油路节流调速,进油路压力损失选取
=11.26L/min。根据拟定的液压系统是采用回油路节流调速,进油路压力损失选取 ,故液压泵工作压力为:
,故液压泵工作压力为:
 。 (5-1)
。 (5-1)
考虑到系统动态压力因素的影响,液压泵的额定工作压力为: (5-2)
(5-2)
根据、 和已选定的单向定量泵型式,查手册《液压传动与控制手册》选用YB-25型定量叶片泵。该泵额定排量为25mL/r,额定转速960r/min。
和已选定的单向定量泵型式,查手册《液压传动与控制手册》选用YB-25型定量叶片泵。该泵额定排量为25mL/r,额定转速960r/min。
5.2电动机的选择
最大功率在快进阶段,如果取液压泵的效率为为0.75,驱动液压泵最大输入功率 为:
为:
 (W) (5-3)
(W) (5-3)
查电工手册选取2.2Kw的电动机。
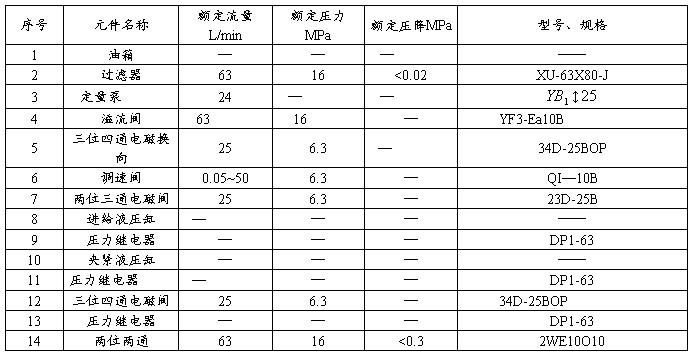
5.3选择阀类元件
各类阀可通过最大流量和实际工作压力选择,阀的规格如下表所示:
表3
5.4确定油管尺寸
5.4.1油管内径的确定
由前面所得各数据,按照书中推荐的油液在压油管中的流速取V=3m/s,可得与液压缸相连管道的最大内径
可按下式计算: 
按11.26L/min计算:V取3m/s
 =89mm
=89mm
取标准值d=89mm的钢管
6 油箱的设计
油箱容量的确定
中压系统中,油箱有效容积可按泵每分钟内公称流量的5~7倍来确定,即油箱的容积V=(5~7 查《机械设计手册》得油箱的标准值为155L。
查《机械设计手册》得油箱的标准值为155L。
7 液压系统性能的验算
回路中压力损失
回路压力损失计算应在管道布置图完成后进行,必须知道管道的长度和直径。管道直径按选定元件的接口尺寸确定,即d=89mm,长度在管道布置图未完成前暂按进油管、回油管均为L=2m估算。油液运动粘度取 ,
, 在此设计工进压力损失最大。
在此设计工进压力损失最大。
7.1.1工进时压力损失
工进时管路中的流量仅为0.8L/min,因此流速很小,所以沿程损和
局部压力损失都非常小,可以忽略不计。这时进油路仅考虑单向调速的
压力 ,进油流量Q1=19.24L/min=
,进油流量Q1=19.24L/min=
7.1.2 快退时压力损失
快退时进油路的压力损失:首先判别雷诺数
 (6-1)
(6-1)
故为层流。同理判断回油路亦为层流。
Q=19.24L/min=
在进油路上流速为
管路沿层压力损失:
 (6-2)
(6-2)
在回油路上,流速为进油路上的一半即v=3.62m/s,则压力损失为
取管道局部损失
油液流经三位四通换向阀的压力损失按下面公式计算

(6-3)
工进时进油路总压力损失:
 (6-4)
(6-4)
工进时回油路压力损失:因回油管路流量 为
为
 (6-5)
(6-5)
液流状态经判断为层流,于是沿程压力损失:
 (6-6)
(6-6)
局部压力损失: (6-7)
(6-7)
回油路中油液流经调速阀和三位四通换向阀时的压力损失计算方法同上,即

(6-8)
工进时回油路总压力损失
 (6-9)
(6-9)
将回油路中压力损失折算到进油路上,就可求出工进时回路中整个压力损失

7.2 确定液压泵工作压力
工进时,负载压力
 (6-17)
(6-17)
液压泵工作压力
 (6-18)
(6-18)
快退时,负载压力:
 (6-19)
(6-19)
液压泵的工作压力:
 (6-20)
(6-20)
根据 ,则溢流阀调整压力取
,则溢流阀调整压力取 。
。
7.3 液压系统的发热温升验算
液压系统总发热功率计算
液压泵输入功率:
 (6-25)
(6-25)
液压缸有效功率: (6-26)
(6-26)
系统总发热功率:
或  (6-27)
(6-27)
油箱散热面积:
 (6-28)
(6-28)
油液温升: ,取
,取 ,则
,则
 (℃) (6-29)
(℃) (6-29)
温升没有超出允许范围 ℃的范围,液压系统中不需要设置冷却器。
℃的范围,液压系统中不需要设置冷却器。
至此,该铣床液压系统设计计算宣
参考文献
《液压与气压传动》 第2版
《机械设计手册》
《液压传动与控制手册》
《现代机械设备设计手册》