数控车床综合实训报告
目录
一、课程实践环节的基本情况 .......................... 2
1、实训工种 ......................................... 2
2、使用的设备........................................ 2
3、操作技能实训过程总结.............................. 2
二、典型零件工艺分析与程序编制 ...................... 3
1、设计一个典型零件 .................................. 3
2、完成典型零件的数控加工工艺分析.................... 4
3、编制零件的数控加工程序............................ 4
三、本课程学习与实践的收获和体会.......................6
.
一.课程实践环节的基本情况
1.实训工种
数控车床
2.使用的设备
CJK1640数控车床,采用FANUC 0i Mate-TC、GSK980T数控系统实现机床的两轴控制。也可按需要选配西门子802C baseline等其它数控系统。可车削各种内外圆柱面、圆锥面、圆弧曲面、公、英制螺纹等;配有四工位刀架,可满足不同需要的加工;可开闭的防护门及各种安全提醒牌等确保了操作者的安全。适用于多品种、中小批量产品的加工,对复杂、高精度零件更能显示其优越性;
技术规格 单位CJK1640
加工范围 床身上最大回转直径 mm Φ410
床鞍上最大回转直径 mm Φ180
最大车削直径 mm Φ300
最大工件长度 mm 1000
最大车削长度 mm 800
主轴 主轴通孔直径 mm Φ52
主轴头型式 ISO 702/II NO.6 凸轮锁紧型
主轴转速范围 rpm 8级 80-2000
尾座 套筒直径 mm Φ55
套筒行程 mm 120
尾座套筒锥孔 MT 4
刀架 刀位数 4
刀方尺寸 mm 20X20
进给 X向行程 mm 200
Z向行程 mm 800
其他 冷却泵电机功率 KW 0.09
机床尺寸(长X宽X高) mm 2140X1260X2050
机床毛重/净重2000/1800
3.操作技能实训过程总结
实训中遇到了不少问题,这个实训过程也是一个不断遇到问题、解决问题的过程,通过实训掌握了数控车床的基本技能,能够独立加工零件并达到要求。加工中,首先要牢记各种操作指令的代码,编程中如果出现错误就会导致各种问题出现,所以,编程时一定要考虑周到,耐心细心。对刀也是一个很重要的步骤,他直接决定了加工零件的准确与否,尤其要注意的是,在对X轴时输入的半径值是负的,还有要注意是否调到了所对刀下进行对刀。由于操作不当将刀具损坏是常有的事,基本上都是因为粗心大意,发生撞刀等,是可以通过细心避免的。车不同材料所使用的速度和方法是不一样的,车钢和铝件时一定要注意加切削液,而且进给量要比车塑料小。再有就是刀具补偿了,这个一定要特别注意!在加工前,不仅应该将刀具回参考点,而且应该查看一下刀具补偿,将所有的补偿值清空,等到要用时再输进去,而且,补偿指令一定要在程序开头处就写进去,以免发生扎刀的情况,在程序最后取消刀具补偿,原因是相同的。在车外形时应该注意不要扎刀,需要掉头车的时候要留出打表的量,以保持同轴度。

典型样件照片
二.典型零件工艺分析与程序编制
1.设计一个典型零件
我选择的是比赛时加工过的一个零件,它包含了外形加工、螺纹加工、循环编程、镗孔等,比较综合的涵盖了我们所学的知识。
如图:

2.完成典型零件的数控加工工艺分析
先对其进行尺寸标注、几何要素分析和精度、技术要求分析,然后选择刀具:该工件需要用到内外螺纹刀、切断刀、切槽刀、镗孔刀、外形车刀,之后确定加工顺序:此工件应先装夹有外螺纹一边加工没有外螺纹的一边,然后掉头加工另一头。
3.编制零件的数控加工程序无外螺纹一头外形程序
子程序L111.SPF
N10 M08 G00 X10 Z5
N20 G01 X27 Z0 F0.2
N30 X30 Z-1.5
N40 Z-20
N50 G02 X36 Z-23 CR=3
N60 G01 X42 F0.2
N70 X46 Z-25
N80 Z-26
N90 G02 X46 Z-48 CR=15
N100 G01 Z-49
N110 X42 Z-51
N120 G00 X60
N130 Z10
N140 M17
主程序
A1
N10 G54G90G95G23
N20 M03T1
R1=10
ABC:
N30 G158 X=R1
N40 L111
N50 R1=R1-2
N60 IF R1>=1 GOTOB ABC
N70 G158
N80 L111
N90 G00 X70
N100 Z10
N110 M05 M09 M02
内孔程序
子程序
L112.SPF
N10 M08 G00 X20 Z5
N20 G01 X17 Z0 F0.2
N30 X19.8 Z-1.5
N40 Z-15
N50 X23
N60 X25 Z-16
N70 Z-31
N80 X30
N90 G02 X36 Z-34 CR=3
N100 G01 X42 F0.2
N110 G00 X70
N120 Z10
N130 M17
主程序
A2
N10 G54G90G95G23
N20 M03T2
R1=7
ABC:
N30 G158 X=R1
N40 L112
N50 R1=R1-2
N60 IF R1>=1 GOTOB ABC
N70 G158
N80 L112
N90 G00 X100
N100 Z200
N110 M05 M09 M02
另一头外形程序
子程序
L113.SPF
N10 M08 G41 G00 X30 Z5
N20 G01 X28 Z0 F0.2
N30 X32 Z-2
N40 Z-25.5
N50 G02 X35 Z-27 CR=1.5
N60 G01 X46
N70 G03 X62 Z-35 CR=8
N80 G01 Z-65
N90 G00 X70
N100 Z10
N110 G40 M17
主程序
A3
N10 G54G90G95G23
N20 M03T4
R1=25
ABC:
N30 G158 X=R1
N40 L113
N50 R1=R1-4
N60 IF R1>=1 GOTOB ABC
N70 G158
N80 L113
N90 G00 X70
N100 Z10
N110 M05 M09 M02
程序4
N10 G54G90G95G23
N20 M03T3
N30 G00 X24 Z5
N40 G01 X23.4 Z0 F0.2
N50 X20.4 Z-1.5
N60 Z-20
N70 X20
N80 Z-53.29
N90 G00 X18
N100 Z10
N110 M05 M02
三. 本课程学习与实践的收获和体会
这学期通过学习数控车床实操,使我对数控中级的掌握从当初的朦胧不懂到如今的熟悉并会操作机床,加工零件。这次数控中级培训对我来说,是一次提高、一次借鉴、一次实践,使我在大学的学习中深感收获巨大。
最开始师傅教了我们一些简单的也是最基本的代码,随后教我们如何开、关机床。在掌握了这些基础知识之后,就开始进行了编程的学习。从简单的车外形开始,我们一点一点学习了镗孔、螺纹加工(内螺纹、外螺纹)、循环编程、刀尖圆弧半径补偿、宏程序编程等等。我对数控中级的学习有了一定的掌握。对于刚开始的编程理解,我个人还是比较感兴趣,从当初的一知半解到现在熟悉运用每个命令,并理解其含义,都是自己每天不断的练习和师傅耐心的教导息息相关。主要总结以下几点:
(1)对数控编程和模拟的理解和运用
很荣幸能有一个非常和蔼可亲而又认真耐心的师傅来教我们数控编程,其实学习最主要的还是靠自己去多练,但关键的时候有师傅指导,这样还是进步快点。特别是刚开始接触编程和机械加工的时候,有师傅指导进步的特别快。师傅开始讲编程的过程,特别对经常使用的代码给介绍出来,然后对点位的理解和计算。对模拟好的零件进行模拟加工。通过这些知识点的学习,我才渐渐的理解数控编
程的一些基本要领。机床上对刀是我之前遇到的最大难题,这是由于命令使用不习惯、又记不住指令和基本概念理解不够透彻,不过通过后面的反复练习,现在已经熟悉掌握了。如今已经能够看懂图,知道走刀路线。以及涉及到的点位能够进行换算。
(2) 实际加工的学习方法和掌握程度。
对于机床的操作,开始由于时间有限自己练习不够充分,特别是对零件加工花的时间比较多,还有实际对刀也掌握不够好,虽然能把零件给加工出来,而且尺寸也把握得当,但时间控制方面还是不够好,这主要还是自己的操作熟练程度不够。不过在后面的不断实践和练习中,我得到了很好的提升,能够进行零件的加工,对机床出现的小问题也会去解决。特别是在最后那段时间,我已经能够加工零件,而且尺寸已能把握好,精度方面有些瑕疵,但基本达到了图纸上的要求。
(3)理论知识的学习和理解
要想在实训中得心应手还得先把理论知识学好,对于老师上课讲的知识以及书本上的内容,我已经认真的去学习,当然,相对要记住每个知识点,还是有一定的差距,但我有信心能把理论知识学习好。我认为最主要的是去理解每个知识点,而不是死记硬背,因为许多的理论知识都会在实际操作中用到,而且必须掌握。只有完全的理解理论上的知识,才能更好的去完成实际的操作。比如机床上的按钮,走刀路线,刀补等。都涉及到许多理论知识。只有把理论知识吃透了,才能在加工过程中认真的去遵守规则,更安全的完成零件的加工。
(4)最大的收获
对于数控编程和加工学习的这段时间里,我认为最大的并不是自己所学到的知识,而是学习的方法,很荣幸得到老师及师傅的帮助,在我学习感到困惑和吃力的时候,他们能更好的与我沟通,当他们对我讲到学习这门课程的用处,以及以后工作的方向时,我感到非常值得。进入大学后,已不再是高中时代的应试教育。每个人都应该找到适合于自己学习方法。只有掌握好的学习方法,才能够学好自己的课程。而在数控学习的这段时间里,我也不断的去摸索,感觉收获不少。
(5)存在的不足以及个人期望
虽然如今已经掌握了数控中级的知识,能够进行零件的加工。掌握了相关理论知识和操作技能。但是,具体到一些特别的零件,还要花时间去思考加工路线等。长时间不去编程和下机床,也会把原来的知识给淡忘掉。所以我将在今后的日子里,珍惜每次操作的机会。把握时机,更好的运用自己所学到的知识。相对数控知识的海洋,我只是学到了冰山一角,我知道我要学的还有很多知识。我将在原有的基础上,努力去学习数控这门知识。希望能更好的运用相关知识来服务于这个社会。同时我希望通过自己的努力,以及老师的教导,使自己学到更多的专业知识。
经过本学期的学习,参加了北方工大首届,并参加了国家职业资格技能鉴定数控车床中级工职业资格的考试。总之,收获很大。
42131321111121351313541
第二篇:(三周样本)CAD、CAM与数控加工综合实训报告书
(注意:红字为撰写说明,报告书中需将此内容删除)

综合训练报告书
题 目 **零件CAD/CAM与数控加工
应用技术学院 系
机械设计制造及其自动化专业 班 号
学生姓名 刘先慧 .
指导教师 王高升 袁平 .
完成日期 20##-12-20 .
湖南工程学院机械工程学院
二○○ 年 月
湖南工程学院
CAD/CAM与数控加工综合训练任务书


题目:
姓名李孝评系别 机械工程系 专业机械设计制造及其自动化 班级 0205 学号 0532
指导老师 教研室主任
一、 训练目的
本综合训练是机械设计制造及其自动化专业教学计划中规定的专业必修课程,是学生进入专业课程学习阶段必须进行的一个重要的实践性教学环节,其目的是提高学生计算机综合应用能力,巩固和加深所学的理论知识,深入了解CAD/CAM软件在产品设计开发和加工制造过程中的作用,掌握产品数控加工的全过程,培养理论联系实际的工作作风和分析问题、解决问题的能力。
二、 指定零件(图例)

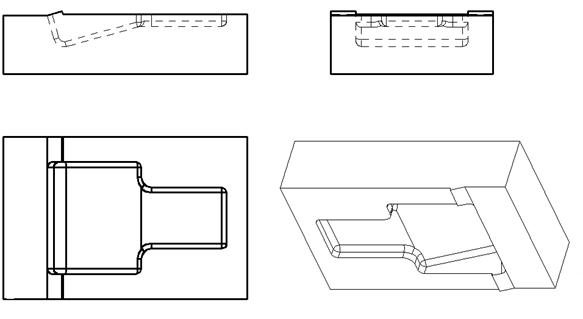
图0-1 盘点盒上壳模具
毛坯尺寸Φ56mm×110mm
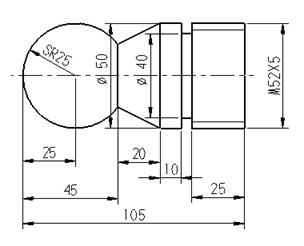
图0-2 球头销
三、训练任务
1.应用Mastercam等CAD/CAM软件完成指定零件的CAD/CAM过程。
训练内容:
1)指定零件的几何造型;
2)工艺分析;
3)刀具走刀路径的生成;
4)数控仿真加工;
5)指定数控系统的数控程序生成。
2.指定零件的数控切削加工
训练内容:
1)确定毛坯类型,编制零件的加工工序卡,填写加工程序单;
2)根据已制订的加工工序卡,填写刀具调整单,动手调整、操作相应机床,完成零件的数控加工;
3)正确地选用检验方法及计量器具,对零件进行质量检测和分析。
四、训练要求
1) 完成指定零件的3D造型;
2) 完成指定零件的2D图,并正确标注好尺寸;
3)对零件进行正确的工艺分析,按指定的格式填写数控加工工艺卡片;
4)刀具路径与指定数控系统的数控程序生成;
5)数控加工零件,并对零件进行质量检测和分析;
6)撰写综合训练说明书(上交电子稿和打印稿),说明书应涵盖整个训练内容,字数不少于3.5千字;
7) 答辩与成绩的给定。
注:任务书不参与页码编制,任务书后正式说明书前应添加“目录项”;目录单独成页。
目 录
注:目录列至2级标题即可
CAD/CAM与数控加工综合训练报告
1.零件的CAD/CAM过程
1.1 零件CAD
由零件建模所得到的模具上模体图(建模的大致过程、截取几个关键的过程图)
1.2零件加工工艺设计
报告要求:确定毛坯大小,确定加工工艺过程,选择零件的工艺过程参数(刀具类型、大小,切削用量(需查手册并进行计算来确定)、加工方式的选择等)
1.2.1确定毛坯类型
1)铣削零件毛坯类型:
2)零件材料:
3)制造方法:
1.2.2数控加工工艺分析
例如:
1.工艺分析
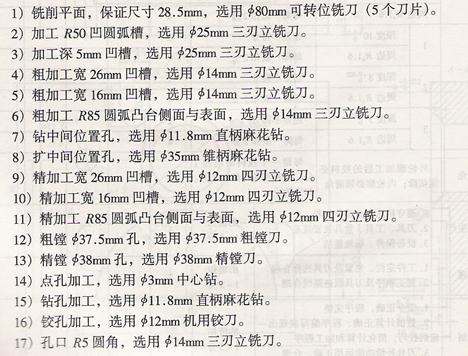
如图所示,零件外形规则,被加工部分的各尺寸、形位、表面粗糙度值等要求较高。工件复杂程度一般,包含了平面、圆弧表面、空间圆柱面、内外轮廓、挖槽、钻孔、镗孔、铰孔以及三维曲面的加工,且大部分的尺寸均达到IT8~IT7级精度。
选用机用平口钳装夹工件,校正平口钳固定钳口,使之与工作台X轴移动方向平行。在工件下表面与平口钳之间放入精度较高的平行垫块(垫块厚度与宽度适当),利用木锤或铜棒敲击工件,使平行垫块不能移动,夹紧工件。采用试切法对刀,找正工件X、y轴零点,零点位于工件A表面Φ38孔的中心位置,设置Z轴零点与机械原点重合,刀具长度补偿利用z轴定位器设定;有时也可不使用刀具长度补偿功能,而根据不同刀具没定多个工件坐标系零点进行编程加工。图中A表面为执行刀具长度补偿后的零点表面。根据零件图样要求给出加工工序为:
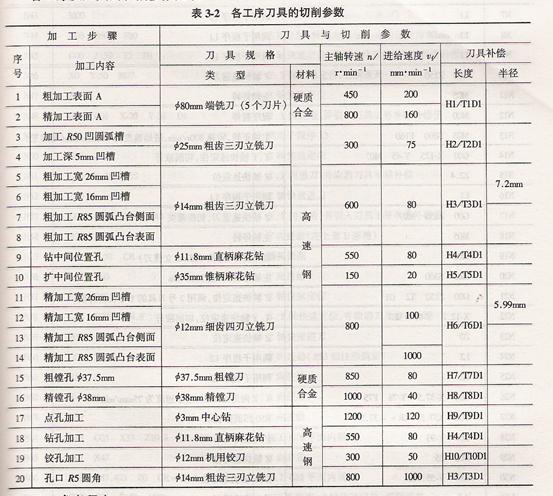
2.切削参数的选择
各工序及刀具的切削参数见表3-2。
1. 3 零件CAM
要求:根据零件的结构形状、加工表面类型、尺寸精度及表面粗糙度要求,确定加工方式、刀具、切削用量、主轴转速、走刀路线等参数(参照综合训练指导书第3章 刀具路径生成 截取加工表面参数对话框及带刀具的刀具路径仿真结果图)。
1.3.1刀具路径的生成(注明小组任务分配情况)
例如:① 曲面粗加工:(张三同学完成)
加工方式:平行铣削,双向切削;
刀具选择:M15 平刀;
切削参数:进给率600、Z轴进给率700、提刀速度800、主轴转速800、
加工预留量1.0、最大切削间距10.0、最大Z轴进给1.0
加工面:
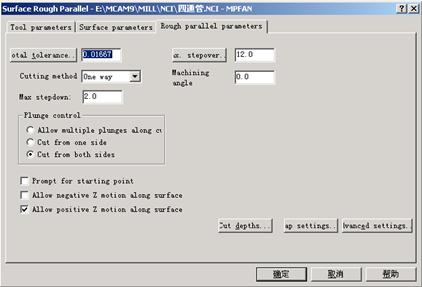
图9 平行式粗加工参数选项卡
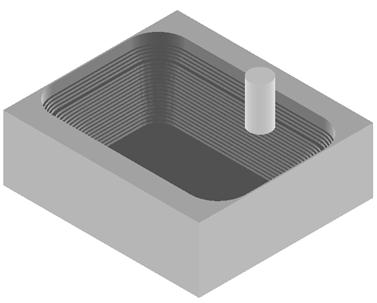
图10 曲面挖槽粗加工刀具路径仿真
② 曲面精加工I:
加工方式:平行铣削,双向切削;
刀具选择:M10平刀;
切削参数:进给率800、Z轴进给率800、提到速度900、主轴转速1000、
加工预留量0、最大切削间距0.5。
加工面:
③曲面精加工II:
加工方式:环绕等距,等距环切;
刀具选择:M5球刀;
切削参数:进给率900、Z轴进给率900、提到速度1000、主轴转速1200、
加工预留量0、最大切削间距0.2、精修方向为顺时针;
加工面:
1.3.2加工程序的生成
按综合训练指导书第4章 4.2节的内容和格式撰写
1.4 CAM程序清单
通过后置处理产生NC加工程序,按华中HNC-21M系统编程格式编辑经后置处理所产生的程序。(列一个加工工步程序)
例如:① 曲面粗加工:(注明工步,如工步三)
%
O1000
N100G21
N102G0G17G40G49G80G90
N104G92X0Y0Z100
N106G00X130.Y-80.M3
N108Z69.354
N110G1Z62.354F400.
N112X-43.918F300.
N114X-43.927Z62.363
N116X-44.205Z62.505
N118X-44.514Z62.554
……
N2930X-41.083Z32.07
N2932Y40.
N2934X-48.147Z30.177
N2936X-49.11
N2938X-49.506Z30.548
N2940X-50.052Z31.161
N2942X-50.54Z31.82
N2944X-50.692Z32.07
N2946G0Z37.07
N2948Z60.
N2950M5
N2952G91G28Z0.
N2954G28X0.Y0.A0.
N2956M30
%
零件加工工序卡

此页统一去“机制教研室”购买工艺过程卡后手写填上,并装订在相应位置。
工件坐标系及工件装夹示意图

此表统一去“机制教研室”购买工序卡后手写填上,并装订在相应位置。
2. 数控加工
(如果CAD/CAM零件与数控加工的零件相同2.1、 2.2.1、2.2.2节可省略,如不同则不能省。内容和格式参照1.2撰写)
2.1、零件加工工艺分析
2.2 填写加工程序单、零件加工工序卡、零件装夹示意图
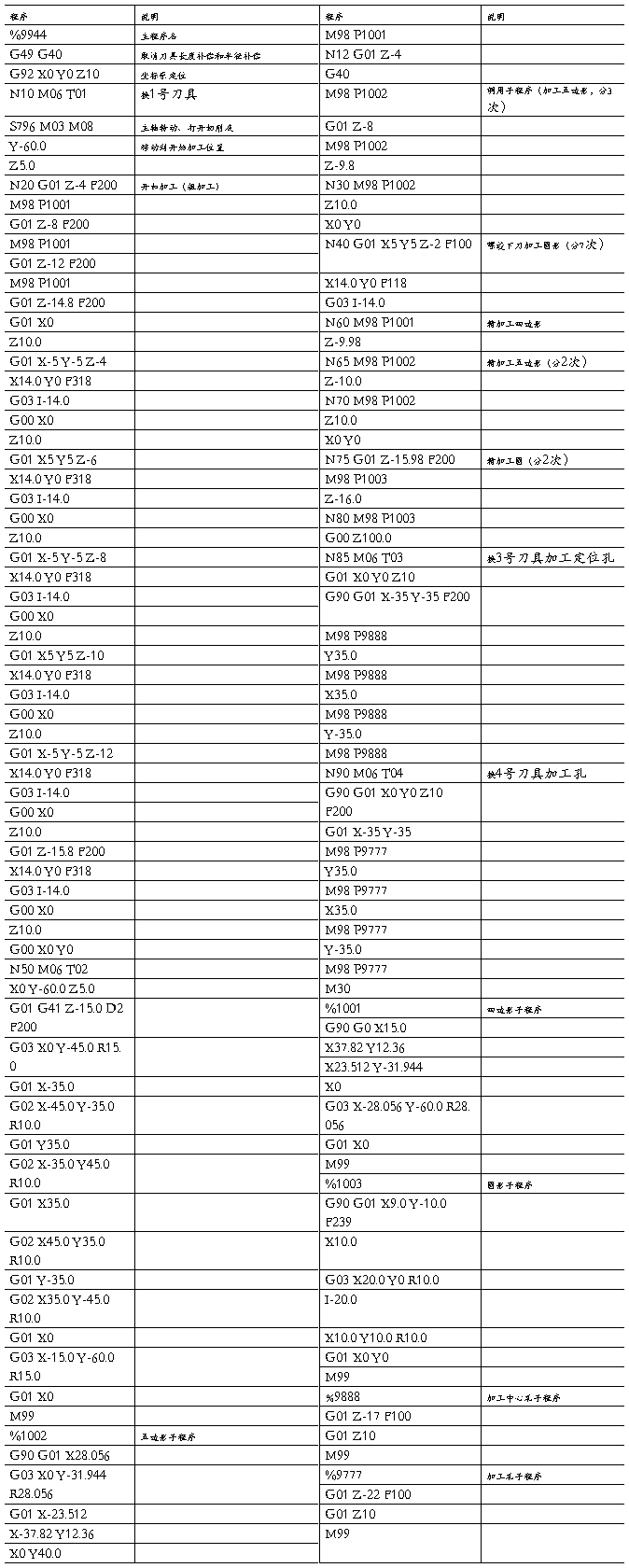
2.2.1加工程序单
数控加工程序(示例)
2.2.2零件加工工序卡
零件加工工序卡
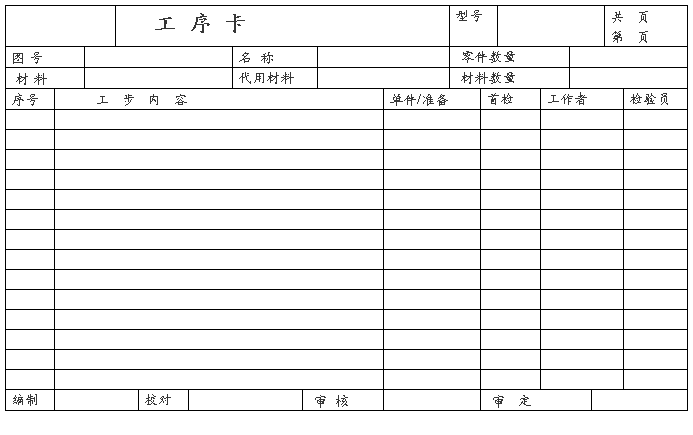
此页统一去“机制教研室”购买工艺过程卡后手写填上,并装订在相应位置。
2.2.3零件装夹示意图
选用机用平口钳装夹工件,校正平口钳固定钳口,使之与工作台X轴移动方向平行。在工件下表面与平口钳之间放入精度较高的平行垫块(垫块厚度与宽度适当),利用木锤或铜棒敲击工件,使平行垫块不能移动,夹紧工件。采用试切法对刀,找正工件X、Y、Z轴零点。
工件坐标系及零件装夹示意图
此表统一去“机制教研室”购买工序卡后手写填上,并装订在相应位置。
2.3加工过程综述
(1)机床坐标系、工件坐标系的建立:
(2)刀具及切削用量的计算与选择
工步l
工步2
工步3
……
(3)各工步的加工操作注意事项:
工步l(如要切端面时限制最高转速,以免车至圆心时转速过高使工件飞出,另外应切过中心一些;注意选好切入点和切出点;为保证工件的表面粗糙度应使转速高些,进给量小些。)
工步2(如切槽时,进给量不宜选择过大,切至槽底时应短时暂停,以保证环槽的表明粗糙度。)
工步3(如切螺纹时,应在恒转速下切削,有一定切入和切出引导距离,每次背吃刀量应递减。)
……
2.4 检测加工零件,分析超差原因
(1)确定检验方法,选择计量器具:
(2)检测加工零件(将测量结果填入记录表)
(3)分析超差原因(无误差者不写)
零件检测记录表
心得体会:(必须独立完成,不得与他人雷同)
参考资料:(格式如下)
[1]
[2] 法拉科(中国)有限公司.编程指南用户文件[M].北京:法拉科(中国)有限公司,2006
[3] 邓奕,关耀奇.华中I型数控系统基于MasterCAM的后置处理[J].湖南工程学院学报,2001(3),52-54