
《电火花加工》实验报告
题 目:________________________________________________
姓 名:_______________________
学 号:_______________________
授课教师:_______________________
哈尔滨工业大学航空宇航制造系
20 年 月 日
电火花加工
实验报告
班号__________________________姓名________________________日期_________________
同组人_________________________________________________________________________
指导教师__________________________________________________评分_________________
实验一 电火花成形加工实验
一、实验目的
二、实验设备
三、实验原理
四、实验步骤
五、实验结果
六、实验结果讨论
实验二 电火花线切割加工实验
一、实验目的
二、实验设备
三、实验原理
四、实验步骤
五、实验结果
六、实验结果讨论
第二篇:电火花加工技术论文
电火花加工
机电一体化专业3班 于新伟 37号
摘要:
关键词:
一、引言
二、电火花加工的基本原理
(一)概念
电火花加工的原理是基于工具和工件(正、负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量的加工要求。
要将电腐蚀现象用于金属材料的尺寸加工,设备装置必需以下三个条件:
1)工具电极和工件被加工表面之间经常保持一定的放电间隙(通常约为几微米至几百微米)。间隙过大,极间电压不能击穿极间介质,因而不会产生火花放电。间隙过小,会形成短路,不能产生火花放电,而且会烧伤电极。
2)火花放电必须是瞬时的脉冲性放电,放电延续一段时间后,需停歇一段时间,放电延续时间一般为10-7~10-3s。这样才能使放电所产生的热量来不及传导扩散到其余部分,把每一次的放电点分别局限在很小的范围内;否则,象持续电弧放电那样,使表面烧伤而无法用作尺寸加工。为此,电火花加工必须采用脉冲电源
3)火花放电必须在有一定绝缘性能的液体介质中进行,例如煤油、皂化液或去离子水等。液体介质又称工作液,它们必须具有较高的绝缘强度(10 3~10 7Ω·cm)以有利于产生脉冲性的火花放电,同时,液体介质还能把电火花加工过程中产生的金属小屑、碳黑等电蚀产物从放电间隙中悬浮排除出去,并且对电极和工件表面有较好的冷却作用
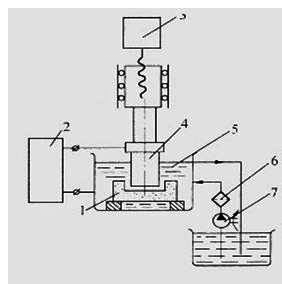
图1 电火花加工原理示意图
1- 工件;2-脉冲电源;3-自动进给调节装置;4-工具;
5-工作液;6-过滤器;7-液泵
(二)电火花加工的物理本性
(三)电火花加工特点
电火花属于不接触加工
工具电极和工件之间并不直接接触,而是有一个火花放电间隙,这个间隙一般是在0.05~0.3mm之间,有时可能达到0.5mm甚至更大,间隙中充满工作液,加工时通过高压脉冲放电,对工件进行放电腐蚀。
加工过程中没有宏观切削力
火花放电时,局部、瞬时爆炸力的平均值很小,不足以引起工件的变形和位移。
可以“以柔克刚”
由于电火花加工直接利用电能和热能来去除金属材料,与工件材料的强度和硬度等关系不大,因此町以用软的工具电极加工硬的工件,实现“以柔克刚”。
可以加工任何难加工的金属材料和导电材料
由于加工中材料的去除是靠放电时的电、热作用实现的,材料的可加工性主要取决于材料的导电性及热学特性,如熔点、沸点、比热容、导热系数、电阻率等,而几乎与其力学性能(硬度、强度等)无关。这样可以突破传统切削加工对刀具的限制,可以实现用软的工具加工硬、韧的工件甚至可以加工聚晶金刚行、立方氮化硼一类的超硬材料。目前电极材料多采用紫铜或石墨,因此工具电极较容易加工。
可以加工形状复杂的表面
由于可以简单地将工具电极的形状复制到工件上,因此特别适用于复杂表面形状工件的加工,如复杂型腔模具加工等。特别是数控技术的采用,使得用简单的电极加工复杂形状零件成为现实。
可以加工特殊要求的零件
可以加工薄壁、弹性、低刚度、微细小孔、异形小孔、深小孔等有特殊要求的零件。由于加工中工具电极和工件不直接接触,没有机械加工的切削力,因此适宜加工低刚度工件及微细加工。
三、电火花加工的一些规律
(一)影响材料放电腐蚀的主要因素
1.极性效应
能量在两极上的分配对两个电极电蚀量的影响是一个极为重要的因素,而电子和正离子对电极表面的撞击则是影响能量分布的主要因素,因此,电子撞击和离子撞击无疑是影响极性效应的重要因素。但是,近年来的生产实践和研究结果表明,正的电极表面能吸附工作液中分解游离出来的碳微粒,形成碳黑膜(覆盖层)减小电极损耗。
由此可见,极性效应是一个较为复杂的问题。除了脉宽、脉间的影响外,还有脉冲峰值电流、放电电压、工作液以及电极对的材料等都会影响到极性效应。
从提高加工生产率和减少工具损耗的角度来看,极性效应愈显著愈好,加工中必须充分利用极性效应,最大限度地降低工具电极的损耗,并合理选用工具电极的材料,根据电极对材料的物理性能、加工要求选用最佳的电规准,正确地选用加工极性,达到工件的蚀除速度最高,工具损耗尽可能小的目的。
当用交变的脉冲电流加工时,单个脉冲的极效应便相互抵消,增加了工具的损耗。因此,电火花加工一般都采用单向脉冲电源。
2.电参数
电参数主要是指电压脉冲宽度ti、电流脉冲宽度te、脉冲间隔to、脉冲频率?、峰值电流ie、峰值电压μ和极性等。
提高电蚀量和生产率的途径在于:
提高脉冲频率,增加单个脉冲能量或者说增加平均放电电流(对矩形脉冲即为峰值电流)和脉冲宽度;减小脉冲间隔并提高有关的工艺参数。
在实际生产时要考虑到这些因素之间的相互制约关系和对其它工艺指标的影响,例如脉冲间隔时间过短,将产生电弧放电;随着单个脉冲能量的增加,加工表面粗糙度值也随之增大等等。
3.金属材料热学常数
所谓热学常数,是指熔点、沸点(气化点)、热导率、比热容、熔化热、气化热等。常见材料的热学常数可查相应手册。
每次脉冲放电时,通道内及正、负电极放电点都瞬时获得大量热能。而正、负电极放电点所获得的热能,除一部分由于热传导散失到电极其它部分和工作液中外,其余部分将依次消耗在:
① 使局部金属材料温度升高直至达到熔点,而每克金属材料升高1°C(或 1K)所需之热量即为该金属材料的比热容;
② 每熔化1g材料所需之热量即为该金属的熔化热;
③ 使熔化的金属液体继续升温至沸点,每克材料升高1°C 所需之热量即为该熔融金属的比热容;
④ 使熔融金属气化,每气化1g材料所需的热量称为该金属的气化热;
⑤ 使金属蒸气继续加热成过热蒸气,每克金属蒸气升高1°C所需的热量为该蒸气的比热容。
当脉冲放电能量相同时,金属的熔点、沸点、比热容、熔化热、气化热愈高,电蚀量将愈少,愈难加工;热导率较大的金属,会将瞬时产生的热量传导散失到其它部位,因而降低了本身的蚀除量。
当单个脉冲能量一定时,脉冲电流幅值愈小,脉冲宽度愈长,散失的热量也愈多,从而使电蚀量减少;若脉冲宽度愈短,脉冲电流幅值愈大,由于热量过于集中而来不及传导扩散,虽使散失的热量减少,但抛出的金属中气化部分比例增大,多耗用了气化热,电蚀量也会降低。
因此,电极的蚀除量与电极材料的热导率以及其它热学常数、放电持续时间、单个脉冲能量等有密切关系。
4.其它因素
加工过程不稳定将干扰以致破坏正常的火花放电,使有效脉冲利用率降低。随着加工深度、加工面积的增加,或加工型面复杂程度的增加,都将不利于电蚀产物的排出,影响加工稳定性和降低加工速度,严重时将造成结炭拉弧,使加工难以进行。
如果加工面积较小,而采用的加工电流较大,也会使局部电蚀产物浓度过高,放电点不能分散转移,放电后的余热来不及传播扩散而积累起来,造成过热,形成电弧,破坏加工的稳定性。
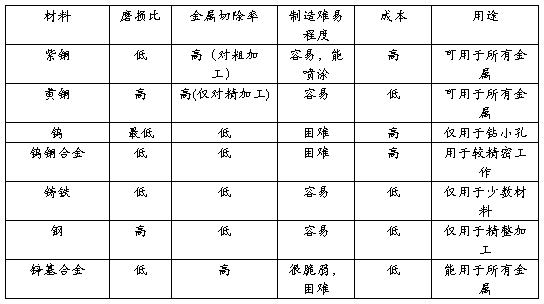
电极材料对加工稳定性也有影响。用钢电极加工钢时不易稳定,用纯铜、黄铜电极加工钢时则比较稳定。脉冲电源的波形及其前后沿陡度影响着输入能量的集中或分散程度,对电蚀量也有很大影响。下表为常用电极材料及其选择。
表2-1 常用电极材料的选择

(二)影响加工精度因素的主要因素
与传统的机械加工一样,机床本身的各种误差,工件和工具电极的定位、安装误差都会影响到电火花加工的精度。另外,与电火花加工工艺有关的主要因素是放电间隙的大小及其一致性、工具电极的损耗及其稳定等。电火花加工时工具电极与工件之间放电间隙大小实际上是变化的,电参数对放电间隙的影响非常显着,精加工放电间隙一般只有0.01mm(单面),而粗加工时则可达0.5mm以上。目前,电火花加工的精度为0.01~0.05mm。
电火花加工时,可以通过修正电极的尺寸对放电间隙进行补偿,以获得较高的加工精度。然而,放电间隙的大小实际上是变化的,影响着加工精度。
1.表面粗糙度
电火花加工表面的粗糙度取决于放电蚀坑的深度及其分布的均匀程度,只有在加工表面产生浅而分布均匀的放电蚀坑,才能保证加工表面有较小的粗糙度值。为了控制放电凹坑的均匀性,需要采用等能量放电脉冲控制技术,即检测间隙电压击穿下降沿,控制放电脉冲电流宽度相等,用相同的脉冲能量进行加工,从而使加工表面粗糙度微观上均匀一致。
2.加工间隙(侧面间隙)的影响
加工间隙的大小及其一致性直接影响电火花成形加工的加工精度。只有掌握每个规准的加工间隙和表面粗糙度的数值,才能正确设计电极的尺寸,决定收缩量,确定加工过程中的规准转换。
3.加工斜度的影响
在加工中,不论型孔还是型腔,侧壁都有斜度,形成斜度的原因,除电极侧壁本身在技术要求或制造中原有的斜度外,一般都是由电极的损耗不均匀,以及“二次放电”等因素造成的。
(1)电极损耗的影响。电极由于损耗而形成锥度,这种锥度反映到工件上,就形成了加工斜度。
(2)工作液脏污程度的影响。工作液越脏,“二次放电”的机会就越多,同时由于间隙状态恶劣,电极回升的次数必然增多。这两种情况都将使加工斜度增大。
(3)冲油或抽油的影响。采用冲油或抽油对加工斜度的影响是不同的。用冲油加工时,电蚀产物由已加工面流出,增加了“二次放电”的机会,使加工斜度增大。而用抽油加工时,电蚀产物是由抽吸管排出去,干净的工作液从电极周边进入,所以在已加工面出现“二次放电”的机会较少,加工斜度也就小。
(4)加工深度的影响。随着加工深度的增加,加工斜度也随着增加,但不是成比例关系。当加工深度超过一定数值后,被加工件的上口尺寸就不再扩大了,即加工斜度不再增加。
不同的加工对象对加工斜度的要求也不同。在型腔加工中,由于本身要求有一定的拔模斜度,则对加工斜度的要求并不严格。对于直壁冲模,则要求加工斜度比较严格。只要掌握影响加工斜度的规律,即可达到预定的要求。
4.楞角倒圆的原因及规律
电极尖角和楞边的损耗,比端面和侧面的损耗严重,所以随着电极楞角的损耗导致楞角倒圆,加工出的工件不可能得到清楞。而且,随着加工深度的增加,电极楞角倒圆的半径增大。但超过一定加工深度,其增大的趋势逐渐缓慢,最后停留在某一最大值上。楞角倒圆的原因除电极的损耗外,还有放电间隙的等距离性。凸尖楞电极由于尖角放电的等距离性,必然使工件产生圆角;凹尖楞电极的尖点根本不起放电作用,但由于积屑也会使工件凸楞倒圆。因此,既使电极完全没有损耗,由于间隙放电的等距离性仍然不可能得到完全的清楞。如果要求倒圆半径很小,必须要缩小放电间隙
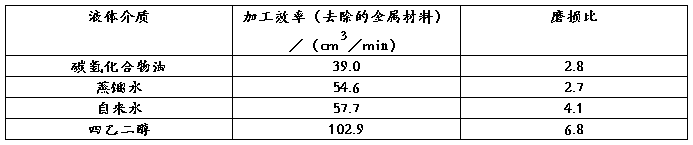
工作介质是产生放电的基本条件,目前主要采用液体介质。它形成火花击穿放电通道,对放电通道产生压缩作用,并在放电结束后迅速恢复间隙的绝缘状态,帮助电蚀产物的抛出和排除,并使工具冷却。所以说介质对于电火花加工有很大的作用,下面为几种液体介质的性能比较
表2-2 几种液体介质的性能比较
四、电火花加工的基本设备
(一)电火花成形加工机床
(二)电火花线切割机床
电火花线切割加工(Wire Cut EDM,简称WEDM)是在电火花加工基础上,50年代末在原苏联发展起来的一种新的工艺形式,是用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。数控电火花成型加工机床由于功能的差异,导致在布局和外观上有很大的不同,但其基本组成是一样的,都由脉冲电源、数控装置、工作液循环系统、伺服进给系统、基础部件等组成
五、电火花成形加工工艺
(一)穿孔加工
(二)型腔加工
七、结论
参考文献
【1】 赵汝嘉.先进制造系统导论. 北京:机械工业出版社,2003
【2】 孙大涌,等.先进制造技术 . 北京:机械工业出版社2000
【3】 王隆太.现代制造技术. 北京机械工业出版社,2004
【4】 王先逵.机械制造工业学.北京:机械工业出版社,2004
【5】 朱晓春.先进制造技术. 北京:机械工业出版社,2005
【6】 李伟.先进制造技术. 北京:机械工业出版社,2005
【7】 蔡建国.现代制造技术导论. 上海:上海交通大学出版社,2002