PQC过程检验标准
第一条:目的:为标准化作业,完善检验程序、检验标准现对制程控制过程中经常易于发生的问题点进行标准化控制,特制定该标准。
第二条:范围:制程生产过程。
第三条:权责:订单执行部作业要求书必须严于此标准;由品质保证部PQC进行标准的推进以及制程的监督。
第四条:实施部门:订单执行部,品保部及相关部门。
第五条:原材料:
1. 下进线方式配电柜的进线孔都是在靠近柜体后门处。
2. 变压器不允许有生锈现象。
3. 原材料不允许有破损现象;应严格按照图纸进行检验,不允许出现原材料尺寸与图纸不符现象。
4. 配电柜门锁顺时针开,逆时针关。
第六条:装配:
1.同一客户的同一种类的机器装配要统一一致,应严格按照装配作业指导书进行装配。
2.包装固定板固定螺丝必须使用六角凹头螺栓M10×60,并且螺帽在上,螺母在下。
3. 功率模块上固定可控硅的螺丝规格必须一致(尺寸和颜色),统一使用圆头M5*16的螺丝。
4.功率模块上固定IGBT的螺丝规格必须一致(尺寸和颜色),统一使用圆头M5*16的螺丝。
5.旁路柜上固定PCB板必须适用十字锅头螺钉M3×10的螺丝。
6.MP主机上固定PCB板必须适用十字锅头螺钉M3×10的螺丝。
7.SDP液晶显示面板用平头M3X10的螺丝固定在PCB盒盖上,其他的用十字锅头螺钉M3×10螺丝固定。
8.变压器与变压器之间的安装间距不能小于1CM。
9.旁路和主机,用螺母在固定器件时,必须追加相应的垫片和弹片;配电柜要求4MM以上螺栓必须追加相应的垫片和弹片。
10.凡是外购的柜体必须有柜体检验报告(配电柜要求全部有、部分旁路)。
11.大功率变压器、电感需要有进货检验报告(型式试验经手的变压器、电感)。
12.部分电路板需要有测试报告。(详见附件)
13.配电柜档案里面必须有设计图纸(开关面板安装图纸、端子排图纸、变送器图纸)。
14.不允许使用表面被氧化过的材料、破损的材料;重点核对立柱与顶盖颜色是否一致,柜体与面板颜色必许一致,不允许有色差。
15.柜体表面及内部面板不允许有划伤、掉漆、漏喷。
16.风扇在安装到风扇固定板上时,ALLOW箭头标示必须朝向柜体上方。
17.MP、SDP铜排不允许混用。
18.MP主机功率模块上的温度开关安装在功率模块的下放。
19.SDP主机功率模块上的温度开关安装在功率模块的中间。
20.PCB盒最终螺丝固定孔要与立柱上的固定孔位重合。
21.PCB盒在关闭时不允许卡在立柱上。
22. 配电柜前门、旁路柜前门的塑胶缓冲垫不允许有脱落。
23. 配电柜侧门锁要求按下后能够自动复位。(锁里面要有弹簧)
24. 配电柜前门、后门在开关门时不允许有声音。
25. 配电柜侧门不允许突出。
26. 配电柜前门关上锁住后,推动前门时不允许前门有推进的空间。
27. 配电柜门锁合页处不允许因摩擦而掉漆。
28. 配电柜门锁顺时针开,逆时针关。
29. 配电柜、旁路柜的信号灯后盖不允许掉落。
30. 配电柜、旁路柜的仪表前盖不允许松弛。
31.柜体底座下方必须平整,放在水平面上不允许因底座不平而晃动。
32.对于进口的机器,不允许有中文标示,例如汉字、MADE IN CHINA字样、中国地区名称的汉语拼音(中文标示一般在调压器、接触器、开关、立柱、顶盖、底座、PCB盒、模块PCB盒、风扇)。
33.SDP要求物料上粘贴位号(小功率变压器、风扇、开关、温度开关、IGBT、可控硅、霍尔元件、接触器)(具体按照装配图纸要求执行)。
34.柜体底座下方要求无异物,柜体与底座用螺栓固定牢固。
35.柜体组装完成后,必须保证柜体内外无脏污,无多余的螺丝、螺母;柜体表面无划伤。
36.柜体装配结束后必须填写工序转移卡,追加自检报告并走ERP;问题点需在备注栏中备注。
37.检查开关连接铜排是否固定紧,检查开关固定铜牌规格是否一致;
第七条:布线:
1. 布线员工在压线时,裸铜间距不能超过2MM(黑色绝缘胶皮末端与冷压接线端子末端).,铲形压线端子在与接线排连接时要完全插到接线端子排底部(不允许,铲形圆弧露在外面)后,方可锁紧螺丝固定。
2. 同一家客户的同一规格柜体要求材料外观及作业工艺一致。
3.大线小线同时走线时,为保证布线的整齐小线要从大线内侧走线。
4.走线时线要紧凑,不可以有冗余、凌乱。
5. MP显示驱动板与显示模块间用排线连接时,排线上需要安装磁环。
6.固定器件和导线用的螺栓必须加垫片和弹垫;线必须固定紧,用手左右摆动时不可移位。
7.若裸导线间是拧在一起的,必须用电烙铁焊接,并用热缩管包裹。
8.热缩管安装后要用热风枪加热,最终不得松动。
9.走线时,线不可与大功率发热器件接触,线与大功率发热器件的最小间距为1CM。
10.翘起的线不能超过立柱内侧所在的平面。
10.粘贴吸盘时要横平竖直,不允许贴歪;吸盘不允许脱落,位号、线号不允许卷起及脱落、扎带末端不允许有冗余。
11.用扎带固定好线后,必须将多余的扎带头从根部剪断。
12.接地线不可漏接,门板上每个接线柱都需要连接接地线。
13.布线完成后,必须保证柜体内外无脏污,无多余的线头、压线端子、扎带等,柜体表面无划伤。
14.布线结束后在档案袋里面追加自检报告、他检报告,工程转移卡填写必须完整并走ERP;题点需在备注栏中备注。
15.检查用热缩管套住的线头连接处螺丝是否固定紧,检查同时固定大线小线的螺丝是否固定紧。
第八条:调试:
1. 过程试验报告制作人、审核人不能为同一个人签名。
2. 报告上的测试参数要在规定的范围之内(参数范围在)。
3. 调试结束后,PCB板上螺丝不能缺少。
4. 最终调试结束后,要在电位器上抹红色指甲油固定。
5. SDP、MP主机需要有最终试验报告(手写版),报告填写严格按照9000文件执行.
6. 调试结束,必须保证柜体内外无脏污,柜体表面无划伤。
7. 调试结束后需填写工序转移卡,并填写自检报告,他检报告;问题点需在备注栏中备注并走ERP。
第九条:后整理:
1. 模块导轨要使用M5X15螺栓固定。
2. 有模块PCB盒需要用M5X15螺丝固定、PCB盒的柜体,需要用锅头4X8螺丝固定。
3. 双柜体、三柜体装上前门后,各门板的高度必须一致,最大误差不可以超过2MM,另外单柜体、双柜体、三柜体装上门后,门板顶部与柜体顶板必须在同一平面上,最大误差为2MM。
4. 锁上门锁后,门上方不得翘起,需紧贴柜体表面,各门表面需在同一平面上,不得凸出,最大凸出误差为2MM。
5. 门上的缓冲塑胶垫片不允许有脱落。
6. 吸盘不允许有脱落,扎带不允许有冗余。
7. 主机开关和模块PCB盒盖上需粘贴防电安全标示,在PCB前盒上粘贴使用说明。
8. 配电柜需在后门粘贴面板图纸,端子排位号图纸,在前面面板粘贴开关功能标识;仪表功能标识。
9. 主机柜需在前门粘贴干结点图纸,参数标识;根据协议检查是否需要有KKS编码(若有贴柜体后面右上角位置)。
10. 进口的主机和旁路都需要安装安全玻璃门。
11. 柜体表面和内部干净,用白手套摸后白手套不能有灰痕;柜体整体要求无色差。
12. 打包结束后,需要在外箱粘贴收获人的信息,信息需粘贴在后门和两侧门对应的侧包装。
13. 档案袋里需要有整机老化报告,工程转移卡、他检报告填写必须完整并走ERP。
第十条:插件:
1.不准有错插,极性器件不允许逆插。
2.PCB板上铜箔链接良好,不允许有断裂、划伤,若断裂超过铜箔宽度的2/3时,则为不良。
3.散热片焊到PCB上时,在水平和数值方向上均不允许有倾斜。
4.卧式插件除大功率发热元件外,在插件时不允许有高跷,卧式元件需紧贴PCB板,最大高跷允许尺寸为3MM。
5.焊点要光滑,不允许有虚焊、漏焊、冷焊、连焊。
6.为防止虚焊、要求各元器件焊接后PIN脚均在反面漏出。
7.PIN脚连接是通过拧在一起的元件,必须在拧结点处用电烙铁焊接。
第十一条:制程中物料控制、可追溯性和标识
1. 物料控制,对于制程各环节中的物料进行有效控制,保证生产前,中的物料符合规定要求。对制程中的物料适当存放、隔离、搬运和防护,防止过程中柜体外观划伤。
2. 可追溯性,当产品的可追溯性对产品质量至关重要时,从接收到生产的整个过程应保持相应的标记,以确保对柜体识别和验证状态的可追溯性。
3. 标识,应做好柜体各工序的标识,随时掌握柜体状态。
第十一条:设备控制
1. 所有的生产设备,包括仪器仪表、工具等,在使用前均应校验方可使用。
2. 对于影响产品质量的设备性能应特别注意。
3. 随时抽查制程中各工序设备的保养情况。
4. 随时检查操作人员是否按照正确的方式进行作业。
第二篇:过程检验管理标准
过程检验管理标准
1.目的
为加强生产加工过程中各道工序的质量控制,确保实物质量,制定本标准。
2. 范围
本制度规定了生产加工过程中各道工序的检验和试验等事项的管理要求和方法。
3. 职责
3.1质检部职责
质检部负责生产加工过程中各道工序的检验和试验。
3.2生产部职责
负责配合质检部进行过程检验。
3.3总经理职责
负责生产过程中产生的不合格品报废的审批。
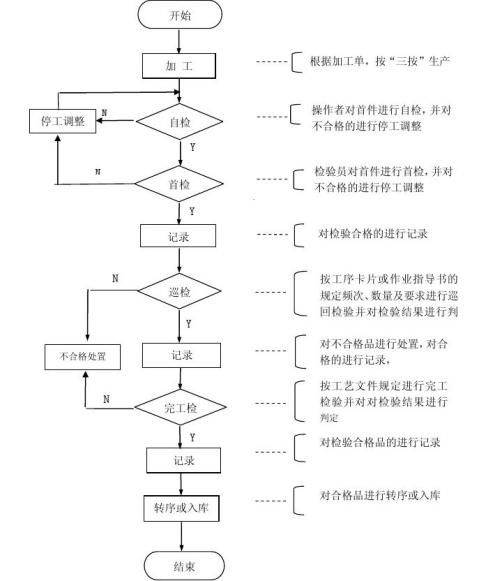
4.管理流程图(见附录A)
5.管理内容与方法
5.1原则
生产加工过程中需经检验合格并签字或盖章后方可在工序间转序或入库。
5.2.首件检验
5.2.1.操作者应根据“加工单”,严格按“三按”(按图纸、按工艺、按标准)生产。每天加工的第一件工件或工装夹具调换后生产的第一件工件,须认真自检,判定合格后送专职检验员检验(如操作者无检验手段时,应及时将第一件加工件送检验员检验)。检验员按图样和技术文件检验做好首件检验记录,记录在“零部件工序(完工)检查记录表”(见附件)上。
5.2.2.首件检验或自检不合格时,操作者不得继续加工作业,须停工调整直至合格为止。
5.2.3.检验员要对首件的错检、漏检或未按规定正确判断质量所造成的后果负责。
5.3巡回检验
5.3.1.在首件检验合格的基础上,应加强巡回检验,按工序卡片或作业指导书的规定频次、数量及要求进行,并做好记录。质控点或检查点是过程检验的重点。
5.3.2.当巡检中出现在制品偏离检验标准时,检验员应及时通知操作者立即采取纠正措施,防止不合格品的产生。
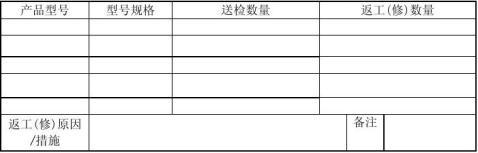
5.3.3.当巡回检验中出现不合格品时,检验员应及时通知操作者停止生产,立即采取纠正措施,并复查此频次中的加工件,如可以返工,能分拣的督促该工位操作者分拣出不合格品,不能分拣的由检验员开“不合格品返工单”(见附件),并督促操作者返工,返工后的产品经重新检验合格后方可转序或入库;如不可以返工,检验员应开“报废单”(见附件),由责任者签字认可,经质检部、生产部负责人评审,总经理批准后,集中交废品库隔离处理。
5.3.4所有有追溯要求的零部件加工时,应确认可追溯标识的正确性。
5.3.5检验员认真做好实物质量监督的同时,应按工序文件或作业指导书等文件的要求,对人、机、料、法、环、测等过程因素进行全程监督、指导与反馈。
5.4完工检验
5.4.1.完工检验应重点注意:
a) 核对加工件的全部加工程序是否全部完成,有无漏序、跳序的现象存在;
b) 核对主要质量特性值是否真正符合规范要求;
c) 复核外观、加工件的倒角、毛刺、磕碰、划伤等情况;
d) 检查应有的标识、标志是否齐全;
5.4.2.经检验判定为合格的零部件,须由检验员作好检验记录,在流转卡上签字/盖章或填写“检验报告单”,方可转序或入库。
5.4.3.完工检验的抽查方案按工艺文件或各工序检验规范的规定执行。
5.4.4.依靠模具或专用工装加工的零部件,须进行末件检验,并做好记录,将末件系在工装上,随工装入库。大件可只附检验记录,末件不合格按《不合格品管理标准》执行。
5.4.5最后一道工序的操作者完成本批次的工作任务后,应填写“送检单”交检验员检验,检验合格后填写“检验报告单”。
5.5处置
5.5.1当检验员判定该批物质为不合格时,按《不合格品管理标准》处理。
5.5.2在过程检验中,首检要求记录一个实测数据;巡回检验合格,每次记录一个实测数据;完工检验合格,记录5个以上的实测数据。如不合格,则应逐个详细记录。过程检验记录由技质部妥善保存。
5.5.3质检部应对每月收集到的质量信息进行整理、归纳、分类汇总统计、分析,如未达到公司制
订的相应的质量指标,应灵活应用调查表、因果图、对策表、流程图、直方图、控制图等基本的全面质量管理方法进行原因分析,评价质量活动的有效性,发现变化趋势进行改进,预防不合格,寻求持续改进机会。
6.记录
6.1送 检 单
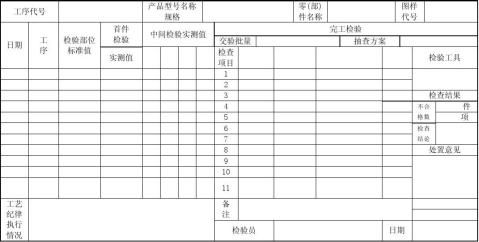
6.2零部件工序(完工)检查记录表
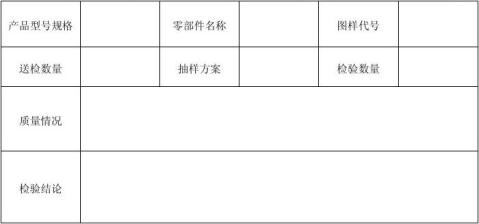
6.3检验报告单
6.5报废单
6.6不合格品返工(修)单
附录A 过程检验管理流程图
附件一 乐清市华信电器有限公司
送 检 单
生产单位: 年 月 日 NO:
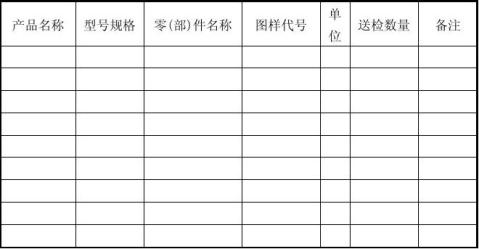
第 一 联 存 根
检验员: 送检人:
注:此表一式三联,第一联存根,第二联技质部,第三联供应部
附件二 乐清市华信电器有限公司
检 验 报 告 单
质管负责人 检验员
注:此表一式三联,第一联送检单位,第二联技质部,第三联仓库
附件三 乐清市华信电器有限公司
报废单
NO.XXXXXXXX
生产单位: 年 月 日
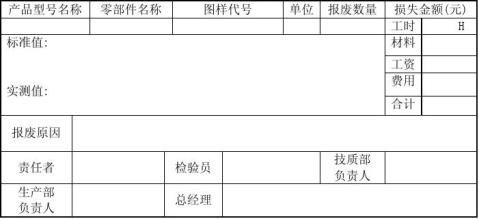
注:此表一式三联,第一联存根,第二联技质部,第三联供应部
附件四 乐清市华信电器有限公司
不合格品返工(修)单
NO.XXXXXXXX
生产班组: 年 月 日
质管部门负责人 检验员
注:此表一式二联,第一技质部,第二联供应部
附件五 乐清市华信电器有限公司
零(部)件工序(完工)检验记录单
生产单位: 车间/班组: 操作者: