西 南 石 油 大 学 实 验 报 告


一、 实验目的
1、 了解连续精馏塔的基本结构和工艺流程;
2、 掌握连续精馏塔的操作方法;
3、 了解板式精馏塔参数及数据采集的基本方法;
4、 了解简单控制系统的工作原理。
二、 基本原理
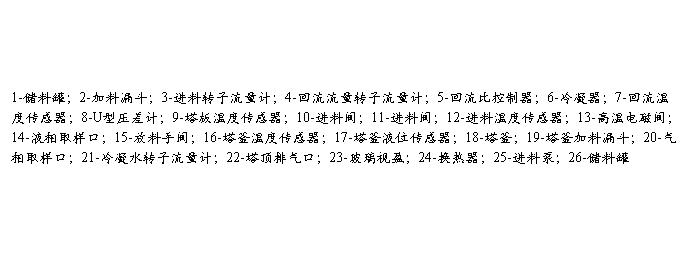
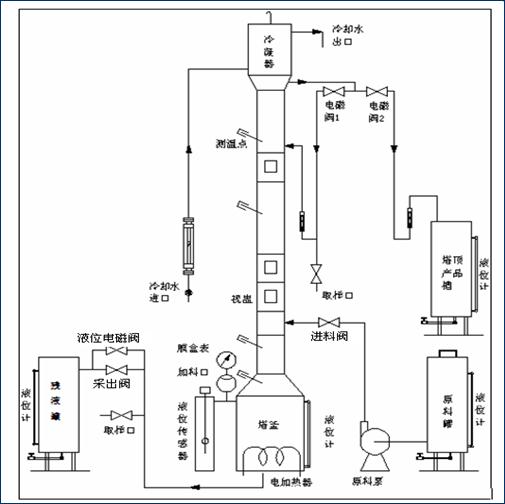
实验体系乙醇——水系统,按照一定浓度配置好的待精馏乙醇由进料泵计量后进入塔内(本实验由塔釜底部进料口倒入),釜内液体由电加热器加热汽化,经板完成传质传热过程,进入盘管式换热器壳程,与来自管程的冷凝水换热后,再从冷凝集液器流出,一部分回流到塔内,另一部分作为产品流出,进入产品罐,釜液于进料换热后进入釜液罐。
监控系统监测塔板温度、进料温度、回流温度,塔压降,塔釜液位。
塔釜温度控制:Pt100热电阻和温度变送器进行信号检测,智能调节仪对温度显示,并根据测试值与给定值的差值输出信号,控制移相调压器输出电压,改变加热器的发热量,进而进行温度的控制。
冷凝水流量控制:转子流量计作为传感器检测冷凝水流量,智能调节仪对温度显示,并根据测试值与给定值的差值输出信号,控制变频调节冷凝水泵的转速达到调节的目的。
三、 实验装置

三种装置的对比:
从左边数第一台装置,采用塔釜与塔体分离设计,专设一个釜液加热罐,减小了塔体的高度,方便在实验室安装操作。
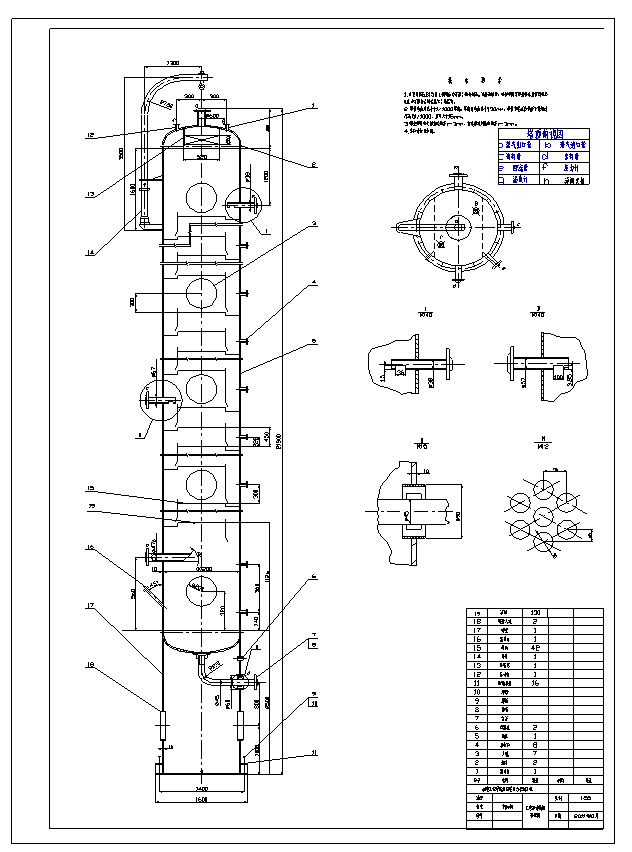
从左边数第二台装置,该装置为典型的板式塔中的泡罩塔,塔顶冷凝器与塔体设计为一体,设备简洁,大方。
从左边数第三台装置,该装置为填料塔,填料为西拉环式,回流比调节装置,通过电磁铁吸附/排斥导流拨片来调节回流液体的流向。通过调节吸附/排斥的时间比来间接调节回流比。
四、 实验步骤
(一) 注意事项
1、 塔顶放空阀一定要打开;
2、 先用手动调节电压为100V给塔釜中料夜缓缓加热,30分钟后再进行塔釜温度手/自动控制,避免因剧烈升温造成热膨胀不均而破坏玻璃视蛊;
3、 料液要加到设定液位的2/3处方可打开加热管电源,否则塔釜液位过低会使电加热丝干烧致坏;
4、 实验前一地要将冷凝泵电源打开,否则酒精蒸汽会损坏进料泵。
(二) 实验操作
1、 实验前,打开冷凝泵电源开关,开启冷凝水,把冷凝水流量控制在250—300L/h,同时往大储水箱中开启适当流量的自来水,让大水箱不至于因换热而变热。
2、 全回流
a、 配置浓度16%—19%的料液,加至三分之二,
b、 检查各个阀门,取样阀、塔釜手动加料阀、进料阀、放料手阀均为关闭状态,塔顶排空阀门为打开状态,
c、 启动加热管电源(先低功率预热);
d、 塔釜液位控制:通过“塔釜液位控制仪器”+高温电磁阀进行塔釜液位控制,当液位大于设定值时,高温电磁阀打开,放夜,当液位小于设定值时,高温电磁阀关闭;
e、 设定仪表上精馏的相应参数;
f、 让实验装置处于全回流状态;
g、 待运行稳定后,取顶部馏出夜用色谱分析,分析浓度。
3、 浓度测定
a、 用移液器取200微升稀释液至干净的比色瓶中,用水稀释至5毫升刻线,再取蒸馏水至另一个干净的比色瓶的5毫升刻线处;
b、 分别加一毫升乙醇试剂,旋紧比色瓶盖子,上下摇动3次,沸水浴显色20分钟
c、 取出比色瓶用自来水冲洗两分钟,放至室温;
d、 取下比色瓶盖子,旋紧比色瓶定位器,擦净比色瓶外壁,将空白比色瓶放入比色槽中锁定;
e、 按“开/关”键,再按“调零”键,出现“0.00”;
f、 取出比色瓶,放入样品比色瓶,锁定后按“浓度”,得出结果。
五、 各个参数范围
冷水流量:250-300L/h;回流比:R=1-4;进料流量控制范围:4-8 L/h;塔釜液位控制值:280mm。
六、 实验现象
我组主要观察浮阀塔精馏,实验开始一段时间后,温度逐渐升高。塔中间透明段内气液流量逐渐升高。至最大值时(大概8分钟后),呈喷射状,传质传热剧烈。再经过大约5分钟,操作更加稳定,液体喷射程度降低。稳定后取夜、测定。
七、 实验结果
经过色谱分析测定,我组所测试液酒精浓度为30.0%
塔内压降约550mm水柱;塔釜温度92℃
八、 结果分析
我组测得浓度较低,主要是由于取夜过早,操作尚未稳定,塔顶馏出夜酒精浓度较低。
九、 实验心得
通过此次实验,我了解连续精馏塔的基本结构和工艺流程;掌握了连续精馏塔的操作方法;了解板式精馏塔参数及数据采集的基本方法;熟悉简单控制系统的工作原理。
第二篇:板式精馏塔实验报告
板式精馏塔实验报告
学院:广州大学生命科学学院
班级:生物工程121班
分组:第一组
姓名:
其他组员:
学号:
指导老师:尚小琴 吴俊荣
实验时间2014.11.15
摘要:此次实验是对筛板精馏塔的性能进行全面的测试,实验主要对乙醇正丙醇精馏过程中的研究不同条件下改变参量时的实验结果,根据实验数据计算得出塔釜浓度、回流比、进料位置等与全塔效率的关系,确定该筛板精塔的最优实验操作条件。
关键词:精馏;回流比;全塔效率 ;塔釜浓度
Abstract:The sieve plate distillation column performance comprehensive testing, mainly on ethanol isopropyl alcohol distillation process in the different experimental conditions were discussed, the reactor concentration, reflux ratio, feed location and the entire towerThe relationship between the efficiency of sieve plate tower, determine the optimal experimental conditions of fine.
Key words: Distillation; reflux ratio; the tower efficiency
引言:精馏是利用混合液中两种液体的沸点差异来分离两种液体的过程。精馏装置有精馏塔、原料预热器、再沸器、冷凝器、釜液冷却器和产品冷却器等设备。热量自塔釜输入,物料在塔内经多次部分气化与部分冷凝进行精馏分离,由冷凝器和冷却器中的冷却介质将余热带走。精馏过程的节能措施一直是人们普遍关注的问题。精馏操作是化工生产中应用非常广泛的一种单元操作,也是化工原理课程的重要章节[2]。分析运行中的精馏塔,当某一操作条件改变时的分离效果变化,属于精馏的操作型问题[4]。本研究从塔釜浓度、回流比、进料位置、全回流和部分回流等操作因素对数字型筛板精馏塔进行全面考察[1],得出一系列可靠直观的结果,加深对精馏操作中一些工程概念的理解,对工业生产有一定的指导意义通过本实验我们得出了大量的实验数据,由计算机绘图找出最优一组实验参数,在这组参数下进行提纯将会节约大量能源,同时为今后开出的设计型、综合型、研究型的实验项目,为学生的创新性科研项目具有重要的教改意义[3]。
1.实验部分
1.1 实验目的
1. 学会对精馏过程多实验方案进行设计,并通过实验验证设计方案,得出实验结论,以掌握实验研究的方法。
2. 掌握单板效率和全塔效率的测定方法。
3.了解板式精馏塔结构及塔内的传质传热状况,掌握板式塔内温度,浓度及分布规律。
4.了解实验条件与板式精馏塔分离效率的关系,确定影响分离效率的因素,并掌握其影响效率。
1.2 实验内容
1.研究在全回流条件下,开车过程中塔顶温度等参数随时间的变化情况及规律。
2.测定精馏塔在全回流条件下稳定操作时塔内温度和浓度沿塔高的分布,研究其分布情况及规律。
3.测定精馏塔在全回流时全塔理论塔板数、总板效率。
4.测定精馏塔在某一回流比时全塔理论塔板数、总板效率。
5.测定在部分回流时总板效率随回流比的变化情况。
6.测定在部分回流时总板效率随进料位置的变化情况。
1.3实验材料与装置
物系:乙醇---正丙醇
(1)纯度:分析纯或化学纯
(2)料液浓度:15—25%(乙醇的质量百分数)
(3)浓度测量:阿贝折射仪
1.4 实验步骤
1.4.1实验前准备:
(1)将阿贝折光仪配套的超级恒温水浴调节运行所需温度(30℃),记录温度,检查取样用的注射器和擦镜头纸是否准备好
(2)用阿贝折光仪测出原料液的折射率;
(3)检查旋塞开关是否处于关闭,电表示数是否都为零。
(4)将原料装入原料槽中,打开进料阀,让液料(乙醇-正丙醇)从原料槽用泵输送,经过进入塔釜内,根据磁翻转液面计,当液面到达塔釜的2/3后,关闭进料阀门和流量计阀门。
1.4.2全回流下操作
实验①.研究在全回流条件下,开车过程中塔顶温度等参数随时间的变化情况及规律。
1.打开塔顶冷凝器的冷却水,冷却水量要足够大(约8L/h)
2.记下室温值,接上电源闸(220V),按下装置上电源总开关。
3.调节加热电压为75V左右,待塔板上建立液层时,缓慢加大电压至100V,使塔内维持正常操作
4.确认塔顶出料阀门和各取样处于关闭状态,使全塔处于全回流状态
5.从操作稳定加热时起每隔3min记录一次塔顶温度、回流液温度和塔釜温度,待示数稍稳定后可隔较长时间读数。至电表示数稳定为止。数据记录于表1中。
实验②:测定精馏塔在全回流条件下稳定操作时塔内温度和浓度沿塔高的分布,研究其分布情况及规律。
方法: 在实验①基础上,当稳定操作时,记录每块板上塔内的温度
实验③:测定精馏塔在全回流时全塔理论塔板数、总板效率。
方法:在实验①基础上,等各塔板上鼓泡均匀后,保持加热釜电压不变,在全回流情况下稳定20min左右,期间仔细观察全塔传质情况,带情况稳定后分别在塔顶、塔釜和原料液取样口用注射器同时取样,用阿贝折射仪分析样品浓度。
1.4.3 部分回流下操作
实验④:测定精馏塔在回流比为4,塔层为8时全塔理论塔板数、总板效率。
1.打开塔釜冷却水阀门,冷却水流量以保证釜镏液温度接近常温为准;
2.将物料入量分别以以1.5,1.8,2.4(L/h)的流量加入塔内,
用回流比控制调节器调节回流比R=4
3.馏出液收集在塔顶容量管中,塔釜产品经冷却后由溢流管流出,收集在容器内。
4.等操作稳定后,观察板上传质状况,记下加热电压、电流、塔顶温度等有关数据,
整个操作中维持进料流量计读数不变,用注射器取下塔顶、塔釜和进料三处样品,用折光仪分析,并记录进原料液的温度(室温)。
实验⑤ 测定在部分回流时总板效率随回流比的变化情况。
方法:在实验步骤④基础上,(物料入量都为2.0L/h)调节回流比R为2和3和4,
重复④实验步骤
2.实验数据记录及处理
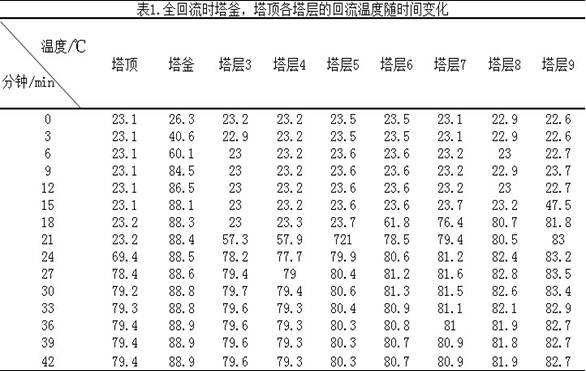
图表 1全回流时塔釜,塔顶各塔层的回流温度随时间变化
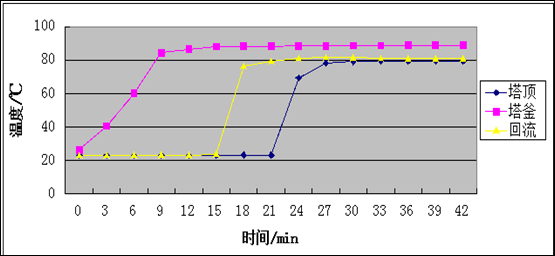
根据图1各塔板、塔顶、塔釜稳定时的温度为:

表2: 全回流原始数据记录及数据处理表

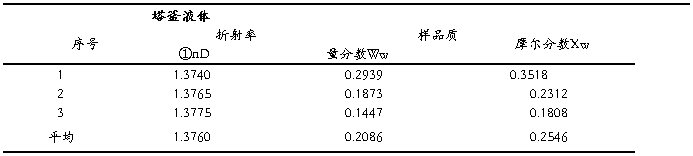
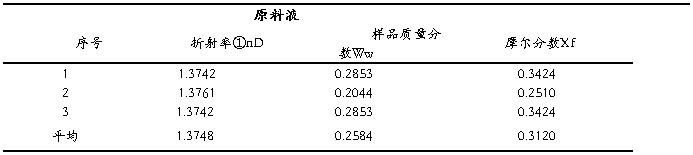
表3.常压101.33kpa下 乙醇-正丙醇混合液的气液平衡组成

根据表2的数据作图计算出全回流的理论板数2.1,总板效率为2.1/9×100%=23.33%

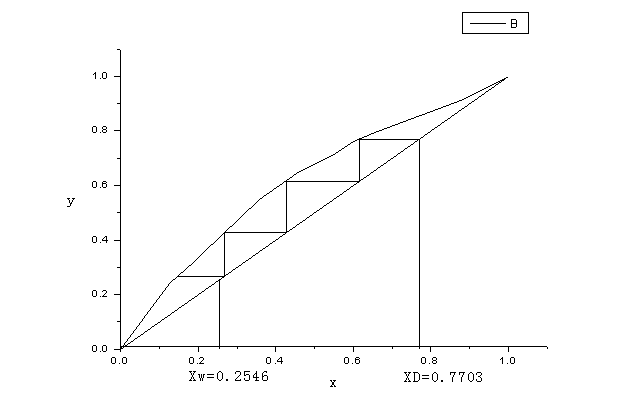

表4:部分回流时仅改变回流比时原始数据记录及数据处理表(进料流量为2kmol/h)



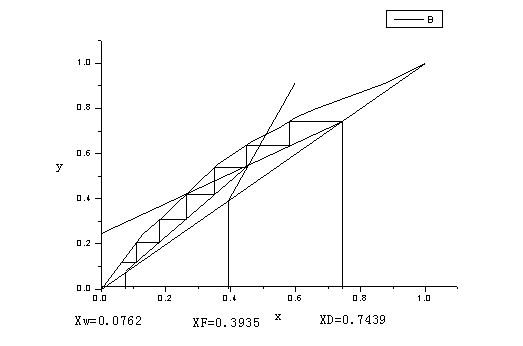
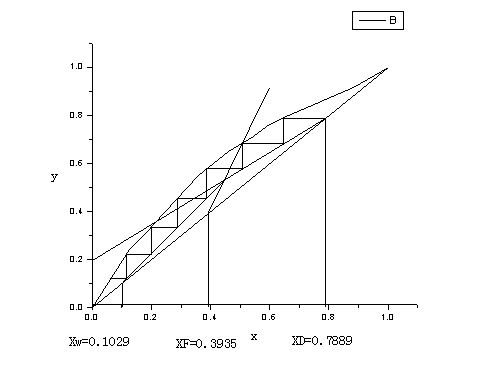
经过查表以及计算回流比R=2,R=3,R=4时,xF均为0.3935,故q均相等,q=1.256,
q线方程为:y=4.906x-1.537
回流比R=2时作出下图,操作线方程为:
y=Rx/(R+1)+xD/(R+1)=2x/(2+1)+0.7439/(2+1)=0.667x+0.24797
由图可知理论板数5.66,塔板效率=5.66/9×100%=62.89%
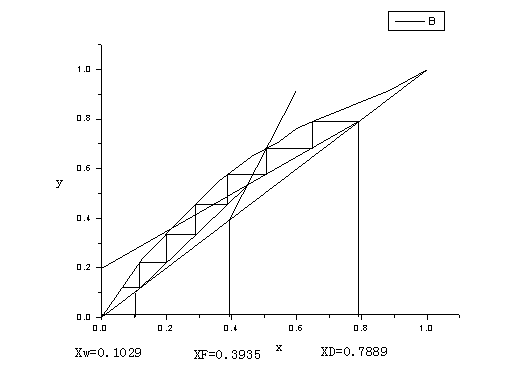
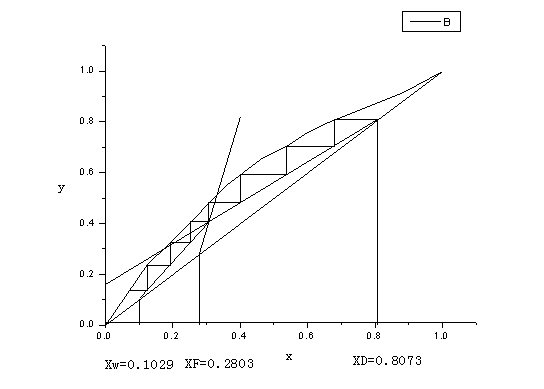
回流比R=3时作出下图,操作线方程为:
y=Rx/(R+1)+xD/(R+1)=3x/(3+1)+0.7889/(3+1)=0.75x+0.19723
由图可知理论板数5.63,塔板效率=5.63/9×100%=62.56%
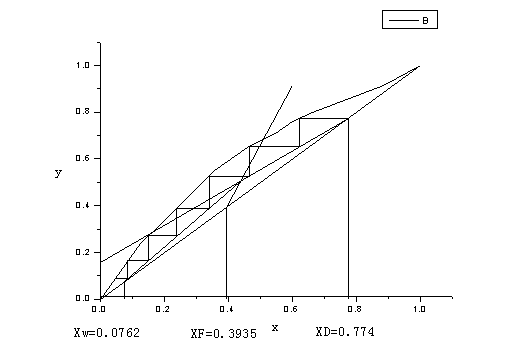
回流比为R=4时作出下图,操作线方程为:
y=Rx/(R+1)+xD/(R+1)=4x/(4+1)+0.774/(4+1)=0.8x+0.1548
由图可知理论板数5.22,塔板效率=5.22/9×100%=58%
表格 5部分回流时仅改变回流比时的理论板数与效率

表6在回流比为R=4保持不变的情况下仅改变流量进料原始数据记录及数据处理表



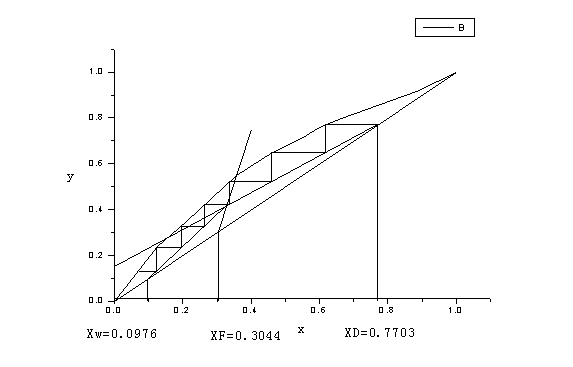
进料流量为1.5kmol/h作出下图,此时q=1.27456
q线方程为:y=qx/(q-1)-xF/(q-1)=4.642x-1.1087
操作线方程为:y=Rx/(R+1)+xD/(R+1)=4x/(4+1)+0.7703/(4+1)=0.8x+0.15406
由图可知理论板数5.41,塔板效率=5.41/9×100%=60.11%
进料流量为1.8kmol/h作出下图,此时q=1.2846
q线方程为:y=qx/(q-1)-xF/(q-1)=4.5137x-0.9845
操作线方程为:y=Rx/(R+1)+xD/(R+1)=4x/(4+1)+0.8037/(4+1)=0.8x+0.16074
由图可知理论板数6.39,塔板效率=6.39/9×100%=71%
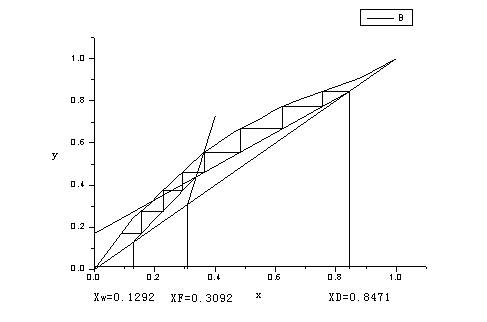
进料流量为2.4kmol/h作出下图,此时q=1.2728
q线方程为:y=qx/(q-1)-xF/(q-1)=4.666x-1.1334
操作线方程为:y=Rx/(R+1)+xD/(R+1)=4x/(4+1)+0.8471/(4+1)=0.8x+0.16942
由图可知理论板数6.29,塔板效率=6.29/9×100%=69.89%
表格6部分回流时仅改变流量进料时的理论板数与效率

3.数据处理:演算{以表4数据回流比为R=3为例}
部分回流仅改变回流比(XF不变)情况下
q线方程求解:由表1可知进料温度TF=23.1℃ 在 =0.3935的进料热状况下,
=0.3935的进料热状况下,
由TB=9.1389x²-27.861x+97.359 得混合液体的泡点温度为:87.8℃。
乙醇在平均温度:(TF+TB)/2=55.456℃,在此温度下
乙醇的比热容Cp,A=3.02 KJ/(Kg*k);正丙醇比热容Cp,B=2.84KJ/(Kg*k)
(查化工原理上册附图十七 液体比热容共线图)
87.8℃下:
乙醇在的汽化热rA=855KJ/Kg,正丙醇的汽化热rB=670KJ/Kg。
(查化工原理上册附图十九 汽化热共线图)
纯组分的乙醇摩尔质量MA=40 丙醇=60
所以混合液体比热容:
Cp,m=Cp,AMAxA+Cp,BMBxA=3.02×40×0.3935+2.84×60×(1-0.3935)
=252.88 KJ/(Kg*k);
混合液体汽化热:
rm=rAMAxA+rBMBxA=855×40×0.3935+670×60×(1-0.3935)=64033.65KJ/Kg
因此:q= [Cp,m(TB-TF)+rm]/rm=[252.88×(87.8-23.1)+64033.65]/64033.65=1.256
故q线方程为:Y=qx/(q-1)-xF/(q-1)=4.906x+1.537
⑵已知R=3,xD=0.7889 ,则精馏段操作方程为:y=Rx/(R+1)+xD/(R+1)=3x/(3+1)+0.7889/(3+1)=0.75x+0.19723
⑶作图求理论板数:
由图可知,理论板数,则: =5.63/9×100%=62.56%
=5.63/9×100%=62.56%
部分回流下(以表4回流比R=4,流量进料为1.8Kmol/h时的数据为例)
①由折射率求出质量分数

式中, ——乙醇的质量分数;
——乙醇的质量分数;
 ——折光率。
——折光率。
得样品质量分数:ωf=0.2299 ωd=0.7626 ωw=0.0808
②由质量分数求摩尔分数
得:xF=0.2803 xD=0.8073 xW=0.1029
——原料液中易挥发组分的摩尔分数;
——馏出液中易挥发组分的摩尔分数;
 ——釜残液中易挥发组分的摩尔分数。
——釜残液中易挥发组分的摩尔分数。
提馏段: 可根据软件Origin pro作出的操作线操作线方程与q线的交点连接点(xw,xw)在图上作出。
可根据软件Origin pro作出的操作线操作线方程与q线的交点连接点(xw,xw)在图上作出。
5.实验结果分析结论
部分回流时进料流量为2L/h

部分回流时回流比R=4

全回流时总板效率

经过此次实验分析得到:
1在全回流条件下稳定操作塔内的温度随塔高的增加而升高。
2在部分回流操作时,维持回流比R一定,增加原料液流量, 、
、 和理论塔板数与原料液流量的大小没有必然的关系。因为和取决于气液平衡关系(
和理论塔板数与原料液流量的大小没有必然的关系。因为和取决于气液平衡关系( )、
)、 、q、R和理论塔板数(适宜的进料位置)等因素。
、q、R和理论塔板数(适宜的进料位置)等因素。
3在部分回流操作时,维持回流原料液流量一定,随着回流比R的减小,逐渐减小, 逐渐增大,理论板数和全塔效率都逐渐减小。
4 在实验中对折光率的测定等一些操作的失误导致实验结果nD值的偏差。例如读数时候的偏差,读取液体的速度都影响,因为测定溶液易挥发。
5 在实验过程中因为我们小组和别的小组使用同一部仪器,而我们小组则在别小组完成实验之后才做实验,到时nD值偏高引起数据误差。
6 整个实验过程中有老师和小组成员们一起进行,大家互相帮助很快就完成好实验,有疑问的多得老师的解答才能让实验更加快,更加准完成。
参考文献
[1]陈秀宇,余美琼,陈国奋,杨金杯,陈文韬.筛板精馏塔实验操作条件的改进[J].《福建师范大学福清分校学报》,2011 年第2 期总第104 期.
[2]段毅文,板式精馏塔的塔板效率[j].内蒙古石油化工20##年第12期
[3]杜佩衡吴兆亮.筛板精馏塔回流比的优化设计[J].河北工学院学报,1989,2期第18卷
[4]尚小琴,陈胜洲,邹汉波.化工原理实验[M].北京:化学工业出版社,2011.8.
[5]夏清,贾绍义.化工原理(下册)[M].天津:天津大学出版社,2012.1.
[6]刘艳升.板式塔的操作分析(1)--关于精馏塔操作限制的新认识. 炼油技术与工程.2004,34(7)