中国石油大学(华东)
毕业设计开题报告
高效电火花端面铣磨复合加工工具电极的设计及实验研究
学生姓名: 施巨伟
学 号: 06041214
专业班级: 机自06-2
指导教师: 刘永红 李小朋
20##年3月15日
(开题报告主要包括以下六部分内容 )
1 研究的目的及意义
电火花加工的原理是利用工件和工具之间脉冲性电火花放电所产生的电腐蚀现象来蚀除多余材料,这决定了电火花加工主要用于金属等导电材料的加工[1]。凭借其可用于加工任何硬度、强度、脆性、韧性的材料和各种形状复杂零部件的优势,被广泛的应用于机械制造、航空航天、电子、精密机械、仪器仪表、汽车、轻工等行业,已经成为现代特种制造加工技术中不可缺少的一种重要加工方法[2]。
磨削加工是一种最为常用的陶瓷材料加工方法,该种加工方法需用价值昂贵的金刚石砂轮和高刚度的磨床,其加工成本高、效率低,且磨削时砂轮和工件之间存在强烈的机械去除作用力,易使工件表面产生微裂纹,降低了零件的使用寿命[3, 4]。为了克服传统金刚石砂轮磨削加工效率低、精度差的弊端,德国ELB公司、日本学者市田良夫、I. Inasaki等相继开发了高速磨削[5]、缓进给磨削[6]、One Pass镜面磨削[7]、速度冲程磨削[8]、超声振动复合磨削[9, 10]、电解在线修整砂轮磨削[11-13]等工艺方法,其加工效率和精度比通常的金刚石砂轮磨削方法有较大的提高。但机械磨削方法主要适用于工程陶瓷的平面和回转面的加工,不适合于复杂型腔的加工。
(注意参考文献的标注方式)
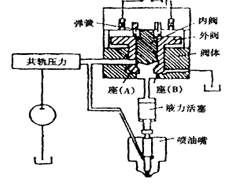
图1 日本电装公司开发的电磁阀结构图
(注意图的引用格式)
 (1)
(1)
式中,D —— 放电凹坑直径 (μm);
Im—— 脉冲放电峰值电流 (A);
tk —— 放电持续时间 (μs)。
(注意公式的引用格式)
表4.1ABCDEF乳化剂浓度实验

(注意表的引用格式)
2 电火花铣削加工技术的国内外研究现状
2.1国外电火花铣削加工技术的研究现状
在电火花铣削加工技术方面的研究开展得最早的、也较为活跃的是日本。从20世纪80年代开始,日本学者金子勉[4]利用三轴数控电火花机床(电极旋转)或借助于加工中心,采用各种电极(圆柱形、多棱柱形以及任意形状)对有关电火花铣削加工技术进行了有益的研究与探索;对加工过程中电极损耗分别采取了电极交换、机上再成形(机上修整)以及电极损耗检测和补偿等策略;国枝正典对空气中电火花放电铣削工艺进行了研究;增泽隆久[5]研究了微细电火花铣削技术,他们都取得了一些有价值的成果。
日本三菱电机公司于1996年推出了不要成形电极的创成电火花机床ED-SCAN 8,它采用了三菱电机独自开发的ED-SCAN技术,在加工过程中可以对电极的损耗进行自动在线补偿[6]。该机床主要用于微细零件和模具的加工,是针对半导体模具、微细树脂模具、精密机械及医疗器械等的微细零件的加工开发的,尤其适用于引线框模具的加工。
英国的Duffill和土耳其的Bayramoglu[7, 8]等人对电火花铣削加工时主轴转速对材料去除率、电极相对损耗以及表面粗糙度的影响,铣削加工后工件表面的显微特性和微观硬度,以及铣削加工的效率和费用等进行了研究。研究结果表明在半精加工和精加工中用棒状电极比用成形电极加工效率低,采用棒状电极的铣削加工只适用于小批量的粗加工和半精加工场合。
2.2 国内电火花铣削加工技术的研究现状
国内对电火花铣削加工技术的研究相对起步较晚。哈尔滨工业大学对电火花铣削CAD/CAM技术、工具电极损耗补偿技术、分层去除微细电火花铣削技术等进行了研究,取得了一些研究成果。
上海交通大学提出了内喷雾式电火花铣削加工技术,实验研究了加工极性、峰值电流、脉宽、脉间等参数对喷雾电火花加工的材料去除率和电极体积相对损耗率的影响关系。结果表明:喷雾电火花加工适合采用正极性加工(工件接正极),且具有电极相对损耗率低等特点。
四川大学对电火花铣削中工具电极损耗的预测与补偿技术进行了研究。西北工业大学对电火花铣削钛合金的加工工艺和电极损耗在线补偿技术进行了研究。山东大学对超声辅助气中放电铣削加工CAD/CAM技术和工艺进行了研究。佛山科学技术学院对线电极放电铣削技术进行了一些研究工作。
苏州中特机电科技有限公司研制出了数控放电高效铣削加工专机,该机床采用简单超长圆电极配以高效放电加工电源,以放电铣的方式对高温耐热合金、钛合金、不锈钢等机械切削难加工材料进行高效去余量加工,可以加工三维空间复杂曲面。加工效率比传统的机械切削加工高3-5倍,刀具(电极)费用只需1/10左右。主要用于航空发动机、燃气轮机制造领域。
2.3目前电火花加工应用及其优缺点
2.3.1电火花成形加工
该方法是通过工具电极相对于工件作进给运动,将工件电极的形状和尺寸复制在工件上,从而加工出所需要的零件。它包括电火花型腔加工和穿孔加工两种。电火花型腔加工主要用于加工各类热锻模、压铸模、挤压模、塑料模和胶木膜的型腔。电火花穿孔加工主要用于型孔(圆孔、方孔、多边形孔、异形孔)、曲线孔(弯孔、螺旋孔)、小孔和微孔的加工。近年来,为了解决小孔加工中电极截面小、易变形、孔的深径比大、排屑困难等问题,在电火花穿孔加工中发展了高速小孔加工,取得良好的社会经济效益。但电火花成型加工需要事先制作成形电极,通常用紫铜、石墨或钢制成[12],制作程序和工艺复杂,材料费用高,且不可加工大面积的表面。
2.3.2电火花线切割加工
电火花线切割加工是利用线电极来对工件进行火花放电加工的一种加工方法(英文简称WEDM)[13]。该方法是利用移动的细金属丝作工具电极,按预定的轨迹进行脉冲放电切割。按金属丝电极移动的速度大小分为高速走丝和低速走丝线切割。我国普通采用高速走丝线切割,近年来正在发展低速走丝线切割,高速走丝时,金属丝电极是直径为φ0.02~φ0.3mm的高强度钼丝,往复运动速度为8~10m/s。低速走丝时,多采用铜丝,线电极以小于0.2m/s的速度作单方向低速运动。线切割时,电极丝不断移动,其损耗很小,因而加工精度较高。其平均加工精度可达0.0lmm,大大高于电火花成形加工。表面粗糙度Ra值可达1.6或更小。国内外数控电火花线切割机床都采用了不同水平的微机数控系统,实现了电火花线切割数控化。目前电火花线切割广泛用于加工各种冲裁模(冲孔和落料用)、样板以及各种形状复杂型孔、型面和窄缝等。但是电火花线切割只能加工边缘封闭的工件,必须要有通孔才可加工,限制了加工范围。
3 课题的研究目标、研究内容拟解决的关键问题
3.1研究目标
本课题将综合利用SolidWorks、CAD、ANSYS等造型设计及分析软件,结合专业相关设计知识,来完成电火花端面铣磨复合加工工具电极设计的研究及试验。解决电火花加工机床改造设计的关键问题,为后续电极加工打下坚实的基础。
3.2研究内容
(1) 工具电极设计
①工具电极转盘的外形参数设计
②电极材料的选择和磨损速度的计算
③工具电极连接方式选择
(2) 电火花加工全方位冷却系统的设计
① 冷却系统喷嘴的设计和选择
② 冷却系统流量参数的确定
(3) 电火花加工机床的改造
① 机床电机参数确定和选择
② 机床电机固定方式设计
(4) 样本的试加工和比较分析
(5) 整体系统的调试和优化问题
3.3拟解决的关键问题
(1) 工具电极的参数设计校核及连接方式的设计
(2) 工具电极冷却系统的设计
(3) 电火花加工机床的改造设计
(4) 对样本进行不同参数的加工并进行分析比较
4 课题拟采取的研究方法、技术路线、实验方案及其可行性分析
4.1研究方法、技术路线及实验方案
(1) 采用计算机辅助设计软件CAD进行二维尺寸的设计和确定
参照相关手册和电火花加工所要求的功能,对电火花工具电极进行二维尺寸的初步设计和确定。
(2) 采用SolidWorks实体造型软件
① 使用三位实体造型软件进行实体的设计,使得设计立体化,确定各部位的制造方法和工艺,为实际加工工具电极提供依据。
② 导出实体格式的文件,进而导入到ANSYS分析软件中,进行下一步的整体校核和分析。
(3) 电火花加工机床的改造
① 冷却系统的设计
②电机的选择和固定安装
(4) 对样本材料进行不同电规参数的加工并进行比较分析,再与传统电火花加工和铣削加工的材料进行比较以确定该工具电极的优缺点。
4.2可行性分析
目前对电火花放电加工的原理和机理、工具电极材料的损耗和性能和研磨材料的材质性能已经有了很多比较深入的研究。本课题依托电极设计和连接方式选择的各种手册,以及计算机辅助设计软件CAD及实体造型软件SolidWorks的应用,在ANSYS仿真软件的分析基础上,以实际电火花机床加工样品为平台、测量加工粗糙度为衡量标准,为工具电极的设计和改进优化提供了保障。
5 课题的创新性
(1) 将一个脉冲能量分散为若干个通道同时在多点放电。用这种方法既改善了加工表面粗糙度,又维持了原有的加工速度,结构简单、工作可靠。
(2) 采用可拆卸更换的方式来设计放电工具电极,可避免制造整体电火花端面铣削工具电极带来的加工困难、材料费用高的问题,可有效地降低电火花端面铣削工具电极的制造和使用费用。
(3) 采用间隔放置放电工具电极的设计思路,加工时有利于工作液进入放电间隙、电蚀产物容易排出放电间隙,可避免稳定电弧放电的产生,同时还可以提高加工效率和精度。
(4) 通过调整火花放电参数,可以在同一台机床上实现对工件大平面的粗、中、精加工。采用多轴联动的电火花数控机床,可实现对具有复杂型腔工件的高效加工。
(5) 扩大了电火花加工对象的范围,可加工大面积端面,大大提高传统表面加工的精度和粗糙度。
6 课题的计划进度和预期成果
6.1课题的计划进度

6.2预期的研究成果
完成电火花端面铣磨复合加工工具电极的设计,改造电火花机床,加工工件并其加工效果进行比较分析,得出加工效果对比结论以确定工具电极设计的成功或失败之处。
参考文献
[1] 曹凤国. 电火花加工技术[M]. 北京: 化学工业出版社, 2005.
[2] Ekmekci B, Tekkaya A E, Erden A. A semi-empirical approach for residual stresses in electric discharge machining (EDM)[J]. International Journal of Machine Tools and Manufacture, 2006, 46(7-8): 858-868.
[3] 田欣利, 刘超, 杨俊飞等. 高频引弧微爆炸加工工程陶瓷新方法试验研究[J]. 中国机械工程, 2009, 20(21): 2567-2570.
[4] Rebelo J C, Kornmeier M, Batista A C, et al. Residual stress after EDM - FEM study and measurement results[C]. Coimbra, Portugal: Trans Tech Publications Ltd. Materials Science Forum, 2002: 159-164.
[5] 李小朋. 非导电工程陶瓷高效电火花磨削技术及机理研究[D]. 东营: 中国石油大学, 2006.
(文献1为书的引用格式,文献2、3为期刊论文的引用格式,文献4为会议论文的引用格式,文献5为学位论文的引用格式)
第二篇:土建学院毕业设计(论文)开题报告20xx版
南 昌 工 程 学 院
系(院)专业
题 目
学 生 姓 名
班 级
学 号
指 导 教 师
日 期 年 月 日
南 昌 工 程 学 院 教 务 处 订 制