广州大学机械设计制造及其自动化特色专业
互 换 性 实 验 报 告
分析项目:
影像法测量螺纹主要参数
公法线长度变动与平均长度偏差的测量
齿厚偏差的测量
齿圈径向跳动的测量
直线度误差的测量
班级:
报告人:
报告日期:20##—12—6
广州大学机电工程系
实验一 影像法测量螺纹主要参数
一、实验目的
1、了解工具显微镜的测量原理及结构特点。
2、掌握用大型工具显微镜测量外螺纹中径,螺距和牙型半角的方法。
二、实验设备
大型工具显微镜,螺纹量规。
三、测量原理及计量器具说明
工具显微镜用于测量螺纹规,螺纹刀具,齿轮滚刀以及轮廓样板等。它分为小型、大型,万能和重型等四种形式。它们的测量精度和测量范围各不相同,但基本原理是相似的。用工具显微镜测外螺纹常用的测量方法有影像法和轴切法两种。本实验用影法。下面以大型工具显微镜为例,阐述用影像法测量外螺纹中径,牙型半角和螺距的方法。
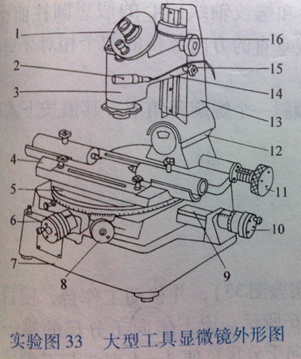
实验图33为大型工具显微镜的外形图,它主要由目镜1,工作台5,底座7,支座12,立柱13,悬臂和千分尺6,10等部分组成。转动手轮11,可使立柱绕支座左右摆动,转动千分尺6和10,可使工作台纵横向移动,转动手轮8,可使工作台绕轴心线旋转。
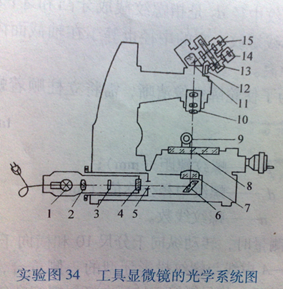
仪器的光学系统如实验图34所示。由光源1发出的光束经光阑2、滤光片3、透镜4、光阑5、反光镜6、透镜7和玻璃工作台6,被测工件9的轮廓经物镜10、反射棱镜11投射到目镜的焦平面13上,从而在目镜15中观察到放大的轮廓影像。另外,也可用反射光源照亮被测工件,以工件表面上的放射光线,经物镜10、反射棱镜11投射到目镜的焦平面13上,同样在目镜15中观察到放大的轮廓影像。
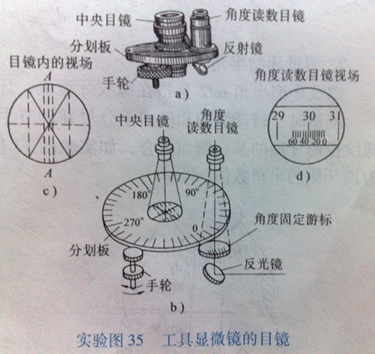
仪器的目镜外形如实验图35a所示,它由玻璃分划板,中央目镜,角度读数目镜,反射镜和手轮等组成。目镜的结构原理如图35b所示,从中央目镜可观察到被测工件的轮廓影像和分划板的米字刻米35c所示。从角度读数目镜中,可以观察到分划板上0°—360°的度值刻线和固定游标分划板0—60、的分值刻线(图35d)。转动手轮,可使刻有米字刻线和度值刻线分划板转动,它转动的角度,可从角度读数目镜中读出。当该目镜中固定游标的零刻线与度值刻线的零位对准时,则米字刻线中间虚线A-A正好垂直于仪器工作台的纵向移动方向。
四、实验步骤
1、擦净仪器被测螺纹,将工件小心地安装在两顶尖之间,拧紧顶尖的固紧螺钉(要当心工件掉下砸坏玻璃工作台)。同时,检查工作台圆周刻度是否对准零位。
2、接通电源,接反射照明灯时注意用变压器。
3、用调焦筒(仪器专用附件)调节主光源1(图4—2),旋转主光源外罩上的三个调节螺钉,直至灯丝位于光轴中央成像清晰,则表示灯丝已经位于光轴上并在聚光镜2的焦点上。
表4—1
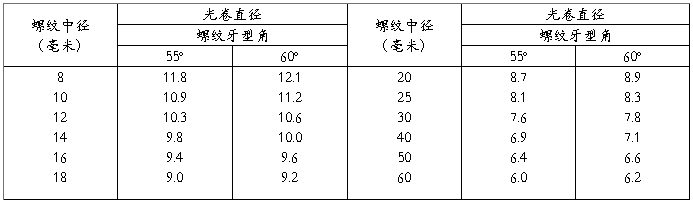
表4—2
4、根据被测螺纹的尺寸,按表4—1选择光圈的大小,并加以调节。
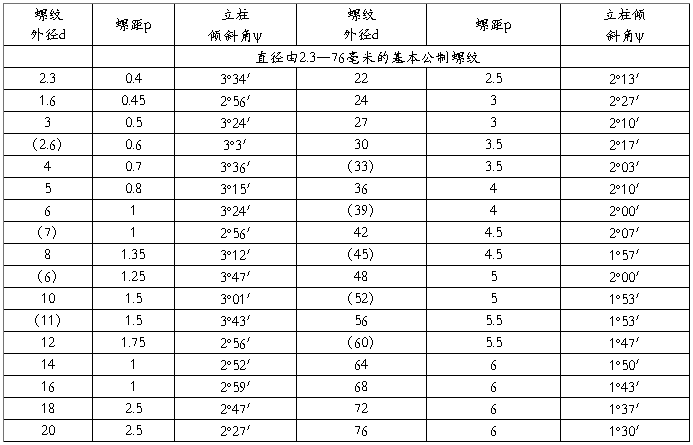
5、由于螺旋面对轴线是倾斜的,为了获得清晰的影像,转动手轮11(图4—1)使立柱13倾斜一个角度φ,其大小按下式计算(要注意倾斜方向)。
 也可由表4—2查出。
也可由表4—2查出。
6、调整目镜14、15的调节环(图4—2),使米字刻线和度值,分值刻线清晰。松开螺钉15(图4—1),旋转于柄16,调整仪器的焦距,使被测轮廓影像清晰若要求严格,可用专用的调焦棒在两顶尖中心线的水平面内调焦。然后,旋紧螺钉15。
7、测量螺纹主要参数:
(1)测量中径
螺纹中径d2是一个假想圆柱的直径。该圆柱的母线通过牙型上沟槽和凸起宽度相等的地方。对于单线螺纹,它的中径也等于在轴截面内,沿着与轴线垂直的方向量得的两个相对牙型侧面间的距离。为了使轮廓影像清晰,需将立柱顺着螺旋线方向倾斜一个螺旋升角φ,其值按下式计算:
式中:
P——螺纹螺距(mm);
d——螺纹中径理论值(mm);
n——螺纹线数。
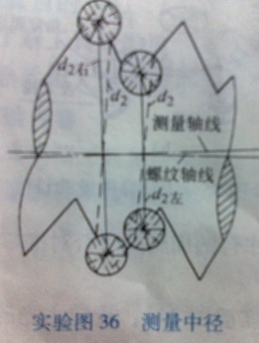
测量时,转动纵向千分尺10和横向千分尺6(见实验图33),以移动工作台,使目镜中的A—A虚线与螺纹投影牙型的侧重合(图4—4),记下横向千分尺的第一次读数。然后,将显微镜立柱反射倾斜螺旋升角φ,转动横向千分尺,使A—A虚线与对面牙型轮廓重合(见实验图36),记下横向千分尺的第二次读数。两次读数之差,即为螺纹的实际中径。为了消除被测螺纹安装误差的影响,须测出 和
和 ,取两者的平均值作为实际中径:
,取两者的平均值作为实际中径:


(2)测量牙型半角
螺纹牙型半角  是指在螺纹牙型上,牙侧与螺纹轴线的垂线间的夹角。
是指在螺纹牙型上,牙侧与螺纹轴线的垂线间的夹角。
测量时,转动纵向和横向千分尺并调节手轮(见实验图35),使目镜中的A—A虚线与螺纹投影牙型的某一侧面重合,如实验图37所示。此时,角度读数目镜中显示的读数,即为该牙侧的半角数值。
在角度读数目镜中,当角度读数为0°0′时,则表示A—A虚线垂直于工作台纵向轴线(图实验图38a)。当A—A虚线与被测螺纹牙型边对准时,如图(实验图38b)所示。得该半角的数值为:

同理,当A—A虚线与被测螺纹牙型另一边对准时,如图实验图38c所示,则得另一半角的数值为:
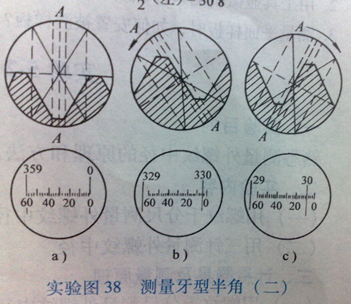
图4—6
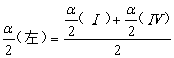
为了消除被测螺纹的安装误差的影响,需分别测出  、
、 、
、 、
、 并按下述方式处理:
并按下述方式处理:
将它们与牙型半角公称值 比较,则得牙型半角偏差为:
比较,则得牙型半角偏差为:

为了使轮廓影像清晰,测量牙型半角时,同样更使立柱倾斜一个螺旋升角φ。
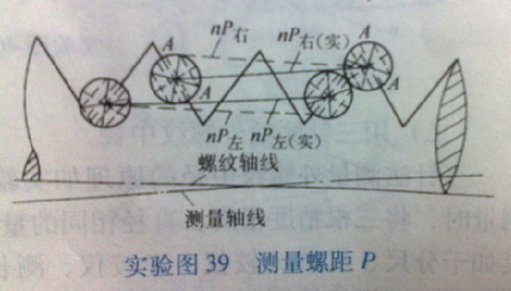
(3)测量螺距
螺距P是指相邻两牙在中径线上对应两点间的轴向距离。
测量时,转动纵向横向千分尺,以移动工作台,利用目镜中的A—A虚线与螺纹投影牙型的一侧重合,记下纵向千分尺第一次读数。然后,移动纵向工作台,使牙型纵向移动几个螺距的长度,以同侧牙形与目镜中的A—A虚线重合,记下纵向千分尺第二次读数。两次读数之差。即n为个螺距的实际长度(如实验图39所示)。
为了消除被测螺纹安装误差的影响,同样要测量出 和
和 。然后,取它们的平均值作为螺纹n个螺距的实际
。然后,取它们的平均值作为螺纹n个螺距的实际
尺寸:
n个螺距的累积偏差为: ,按图样给定的技术要求,判断被测螺纹塞规的适用性。
,按图样给定的技术要求,判断被测螺纹塞规的适用性。
一、实验结果
(1)测量中径
 = 56.1912-43.2799= 12.9113
= 56.1912-43.2799= 12.9113  = 56.1912-43.3218=12.8694
= 56.1912-43.3218=12.8694
取两者的平均值作为实际中径:
 =12.8903
=12.8903
又M14×2-6h中径的基本尺寸是12.701mm,
12.8903mm-12.701mm=0.189mm>0.160mm
故测量存在误差。
(2)测量牙型半角
= 28°49′ = 360°-330°8′= 29°52′
= 30°17′ = 360°-330°16′=29°44′
按下述方式处理:
 29°20′30″
29°20′30″  30°30″
30°30″
=29°20′30″- 30°= 39′30″
=30°30″-30 = 30″
= 20′
20′
牙型半角出现20′的偏差了。
(3)测量螺距
 127.9497-121.9778=5.9719
127.9497-121.9778=5.9719  128.7155-122.7457=5.9698
128.7155-122.7457=5.9698
取它们的平均值作为螺纹n个螺距的实际尺寸: =5.97085
=5.97085
n个螺距的累积偏差为:5.97085
 =3
=3
六、误差分析
一、测量中径
测出来的数据计算后,该螺纹的中径偏大:
①工具显微镜老旧了,从而使测量数据偏差更大;
②测量时,操作不规范,可能在测量中使工件动了;
③在读数的时候,没有按照规范的读书方法来读数;
④工件老旧了。
(2)测量牙型半角
①工件老化,生锈了;
②读数时,出现偏差。
(3)测量螺距
①工件老化,生锈了;
②测量时,操作不规范,可能在测量中使工件动了;
③在读数的时候,没有按照规范的读书方法来读数。
实验二公法线长度变动与平均长度偏差的测量
一、实验目的
(1)掌握用公法线千分尺测量公法线长度的方法。
(2)通过计算及数据处理,加深对公法线长度变动和公法线平均长度偏差的理解。
二、实验仪器(设备)
公法线千分尺,其度量指标:测量范围:0~50mm 分度值:0.01mm
三、实验原理
公法线千分尺的结构与外径千分尺相同,仅量砧成碟形,以便能伸进齿间进行测量。
1、跨齿数的选择
测量公法线长度时应使量具两个量砧的工作面与轮齿的接触点落在分度圆上,或在分度圆附近与齿面接触,以便消除齿形角误差对测量结果的影响。要满足这一条件应选择合适的跨齿数。
当α=20°时,对标准齿轮可由下式算得:
当计算结果有小数时应取相近的整数。
2、计算公法线的公称长度W
对于标准齿轮用下式计算:
式中:m一模数 k—跨齿数 z—齿数
3、测量公法线长度时应沿整个齿圈逐齿进行测量,并按下列两式计算测量结果:
式中: —公法线长度变动;
—公法线长度变动;
 —实际公法线长度的最大值;
—实际公法线长度的最大值;
 一实际公法线长度的最小值。
一实际公法线长度的最小值。
式中: —公法线平均长度偏差;
—公法线平均长度偏差;
 —实际公法线的平均长度;
—实际公法线的平均长度;
 —逐齿测得的实际公法线长度。
—逐齿测得的实际公法线长度。
四、实验步骤
(1)计算被测齿轮的跨齿数k,公法线公称长度w。
(2)测量前将仪器零位检查一下,如不对零,可称利用修正量对读数进行修正。
(3)按跨齿数沿齿圈逐齿进行测量,依次将读数填入报告中,平均长度偏差△Ew,并作出结论。
五、原始数据
被测齿轮参数:模数m=3 齿数20 齿形脚af=20°

六、实验结果及分析
ΔFW=22.741—22.732=0.009mm
理论计算值:22.981
平均值:22.737
误差分析:
1、测量时的位置不是最佳测量位置造成的误差。
2、千分尺没有贴紧齿轮的误差。
3、齿轮本身制造存在的误差。
实验三齿厚偏差的测量
二、实验目的
(1)掌握用齿厚游标卡尺测量分度圆齿厚的方法。
(2)了解并掌握消除齿厚卡尺定位误差的方法。
三、实验仪器(设备)
齿厚游标卡尺是测量齿轮分度圆齿厚最常用的器具,由于以齿顶作为测量基准,故测量精度较低,常用于测量8级精度以下的齿轮。其度量指标如下:
测量范围:模数1~18mm
分度值:0.02mm
三、实验原理
齿厚游标卡尺是由控高游标装置和测量游标装置两部分所组成。控高游标装置用来确定轮齿分度圆弦齿高,即由控高定位板至测厚装置卡爪下瑞的高度。测厚游标装置同普通游标卡尺使用方法相同。
测量前,先按被侧齿轮的模数等参数计算出分度圆弦高,再据此调整齿厚卡尺的控高游标装置,并予以固定。
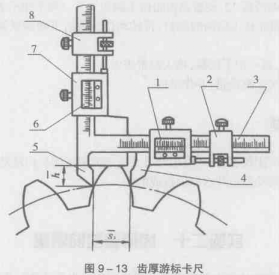
测量时,将卡尺跨置在所测齿轮上,定位板应与齿顶中点紧靠,并使固定测量爪与左齿廓相接触,然后移动测厚游标架,当活动测厚量爪5接近右齿廓时,改用游标框微动装置来移动,达到两量爪与齿廓、定位板与齿顶间三点一同接触为度。这样才能准确测得分度圆实际弦齿厚。
测量时,一定要防止量爪沿齿廓向上滑移,否则定位板与齿顶间将出现光隙,所测值也偏小。
测量前,非修正齿轮,先按下列公式算出分度圆的公称弦齿高与弦齿厚:


四、实验步骤
(1)用通用游标卡尺测出被测齿轮顶圆实际直径。
(2)计算被测齿轮的hp与sp值。
(3)按hpa调整齿厚卡尺的控高游标装置。
(4)顺次沿齿圈等距离测量三个轮齿的分度圆齿厚,把读数记入实验报告中。
(5)计算齿厚偏差 ,并作出结论。
,并作出结论。
五、注意事项
1)测量时,应注意尺舌2是否已紧贴齿轮的齿顶圆。
2)转动微动螺母时,不要使测量力太大,以防量爪尖角在工件吃面上划出痕迹。
3)从齿轮上取下卡尺时,不要使卡尺左右晃动,应垂直取出。
测量一个齿轮,需在每隔120度的位置上各测量一个齿,然后去其偏差最大的一个读数作为这个齿轮的齿厚实际尺寸。
六、原始数据
被测齿轮参数:模数M=3 齿数20 齿形脚af=20°

七、实验结果及其分析
平均值:4.52
理论值:4.71
偏差最大的数值:第二组的偏差最大为0.21。所以以4.50mm为齿轮的实际值。
误差分析:1、理论弦齿高不是整数,调节时存在误差,会影响到弦齿厚的测量结果。
2、测量时的位置不是最佳测量位置造成的误差。
3,、水平游标没有贴紧齿轮的误差。
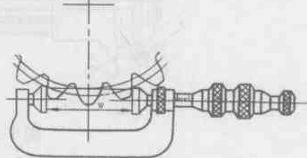
实验四齿圈径向跳动的测量
一、实验目的
掌握齿圈径向跳动的测量方法。
二、实验仪器(设备)
齿圈径向跳动检查仪可兼供测量圆柱或圆锥齿轮之用,度量指标如下:
测量范围:模数1~6mm
最大直径:0~300mm
指示表分度值:0.001mm
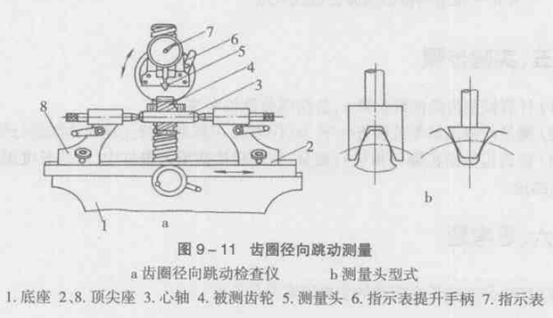
三、实验原理
齿轮径向跳动Fr为计量器测头(圆形、圆柱形等)相继置于每个齿槽内时,从它到齿轮轴线的最大和最小径向距离之差。检查中,测头在齿高中部附近与左右齿面接触。即 。
。
齿圈径向跳动误差可用齿圈径向跳动检查仪、万能测齿仪或普通的偏摆检查仪等仪器测量。本实验采用齿圈径向跳动检查仪来测量。
为了测量各种不同模数的齿轮,仪器备有不同直径的球形测量头。
将带心轴的被测齿轮安装在两顶尖上,拧紧螺钉和心轴顶尖孔与顶尖间应无间隙。安装时要注意勿使齿轮下落砸坏仪器。
(1)根据被测齿轮是圆柱还是圆锥齿轮,安置好指示表支架的角向位置,同时按被测齿轮的直径大小转动升降螺母,使支架作上下移动,并固定在一适当位置.以指示表测头与被测齿轮在齿间相接触,表针大致指向零读数为度。
(2)根据被测齿轮模数M大小,选择相应直径的指示表测头。为使测头在齿轮分度圆处接触,测头直径按d=1.68m决定。
(3)测量时应上翻扳手,提起指示表测头后才可将齿轮转过一齿,再将扳手轻轻放下使测头与齿面接触。从指示表调零(旋转微调轮)开始逐齿测取读数,直至测遍全部齿间为止。最后当指示表测头回到调零齿间时,表上读数仍为零。若偏差超过一个格值应检查原因,并重新测量。
(4)在全部读数记录中取其最大值与最小值之差,即为被测齿轮的齿圆径向跳动 。
。
此外,齿圈径向跳动检查仪还备有内接触杠杆和外接触杠杆。前者成直线形,用于测量内齿轮的齿圈径向跳动和孔的径向跳动;后者成直角三角形,用于测量圆锥齿轮的齿圈径向跳动和端面圆跳动。本实验测量圆柱齿轮的齿圈径向跳动。测量时,将需要的球形测量头装
入指示表测量杆的下端进行测量。
四、实验步骤
(1)按被测齿轮模数选择适当的测头,将侧头装在指示表上。
(2)移动顶针架滑板,使被测齿轮位于测头之下。调节指示表表架的上、下和角向位置,然后紧固支柱后面的螺钉,再转动指示表右下角的微调手轮进行微调,使指针指零。
(3)逐齿测量,逐一记下读数,填入报告表中。
(4)求出齿圈实际跳动量,并作结论。
五、实验原始数据
被测齿轮参数:
模数M=3mm;齿数Z=20;齿圈径向跳动公差 122.2um
122.2um
测量数据:
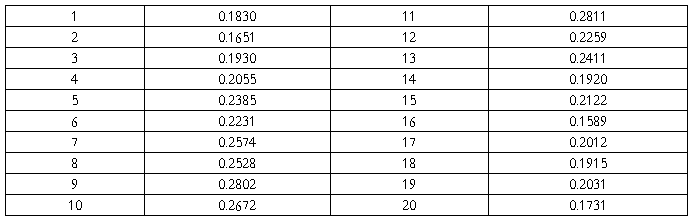
六、实验误差分析
齿圈径向跳动公差122.2um
实验五直线度误差的测量
一、实验目的:
1、掌握用水平仪测量垂直平面内的直线度误差的方法。
2、掌握用作图法求直线度误差,用最小区域法评定直线度误差的方法。
3、了解其他测量直线度误差的方法。
二、实验仪器:
框式水平仪,水平仪的分度值为 ,桥板L=200mm
,桥板L=200mm
三、实验原理:
1、框式水平仪的结构
框式水平仪一般是制成200mm×200mm的矩形框架,它们互相垂直平行,下方框边的上面装有一个水准器(密封的玻璃容器),本实验用 i=0.02mm/l000mm框式水平仪。
水准器是一个具有一定曲率半径的圆弧形玻璃管,管内装有粘度很小的液体如乙醚或乙醇,不装满,留有一定长度的气泡,称水准气泡。我们就利用液体往低处流,气泡往高处跑的道理进行测量的。水准器玻璃管表面上的刻度相等,以圆弧中心相对称,其刻线间距为2 mm。
2、测量工作原理:
以自然水平面为测量基准(摸拟理想要素)。用节距法(又称跨距法)对被测直线进行逐段测量,得到各段的读数然后经过数据处理,就可以用作图法或计算法求出误差值。
3、水平仪的读数方法:
实验采用双向读数法。双向读数法读数较准确。具体方法是:把水准器的刻度分成两大区间:二基线内为负区闭,二基线外为正区间。如下图所示。
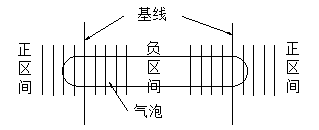
读数时.看气泡左基线相距几格,气泡右端相距右基线几格,分别以n左、n右表示,并带上“十”、“一”符号。气泡相对水平位置移动的格数由公式算出:
N=± (格)
(格)
式中: n左一一气泡左端相距左基线几格
n右一一气泡左端相距右基线几格
N一一水平仪的实际移动格数(水平仪读数)。
绝对值前面的“+”、“-”符号的确定:我们约定,当整个气泡移向对称线的右边,绝对值前冠“+”号,反之为“-”号。
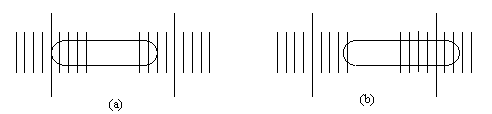
例如上图a的读数为:
上图b的读数:
四、实验步骤
1.将水平仪、桥板擦干净,将被测面去毛刺并擦净。
2.初步调平被测表面(导轨、平尺、平板、工作台)。
3.用节距法测量。桥板节距(跨距)l由被测长度L划分成若干等分段确定之,跨距l一般为100~250mm。将水平仪置于桥板上,从一端开始,逐段测量,做到相邻两段首尾相接。为使所作误差曲线图为实际形状误差的一致性,我们从左向右逐段进行测量。第一段的起点称为原点,第一段的末点是第1点,测得的读数表示该段末点相对起点的升降,将水平仪读数记于实验报告相应栏目中,然后将桥板连同水平仪滑移至第二段,使第一段末点(1点)与第二段的起点相衔接,就可测得第二点的读数。依此类推,直至测量完毕。
4.对测得值进行数据处理,用作图法求直线度误差f_。
五、原始数据记录

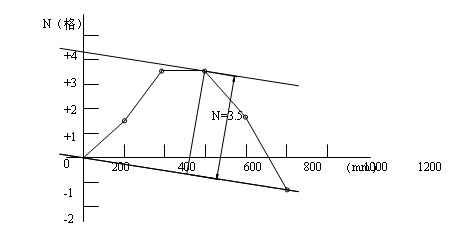
图3-5 直线度误差曲线图
按最小条件作包容区,得N包=3.5格,换算成线值是:
f_=iLN= mm
mm