毕业设计(论文)开题报告

第二篇:垫圈冲压模具设计
冲压工艺模具学课程
设计说明书 学校:
院系:
班级:
姓名
学号
指导教师:
1
摘要
本次的课程设计是一个简单的防滑垫圈及其复合模设计,此副模具是采用落料
—冲孔两道工序相结合的复合模,本人经查阅相关书籍、资料以及对设计此副模具
所要用到的相关公式、数据作出了一个准确的依据。
本次课程设计一共分为两部分,和其他模具的设计一样,第一部是对零件进行工
艺分析,接着对工艺方案进行比较,最终确定选用复合模加工制件的工艺方案。然
后画工序图、排样图以及对材料利用率的计算,计算冲压力,选择冲压机。然后填
写冲压工艺规程卡。第二部分是冲压模具的设计,选择冲模类型以及结构形式,定
位方式,卸料方式,模具设计计算(主要计算各类主要零件的外形尺寸),最后确定
凸凹模工作部分尺寸。
关键词:垫圈 落料 冲孔
前言
在现代工业生产中,模具是重要的工艺装备之一,它在铸造、锻造、冲压橡胶等
生产行业中得到了广泛应用。由于采用模具进行生产能够提高生产效率,节约原材
料,降低成本,并可保证一定的加工质量要求。所以,汽车、飞机、拖拉机、电器、
仪表、玩具等的零部件很多采用模具来加工。随着科学技术的发展,产品的更新换
代加快,对产品质量外观不断提出新要求,对模具质量要求也越来越高。模具的设
计、制造工业部门肩负着为相关企业和部门提供产品的重任。如果模具设计及制造
水平落后,产品质量低劣,制造周期长,必将影响产品的更新换代,使产品失去竞
争能力,阻碍生产和经济的发展。因此,模具设计及制造技术在国民经济中的地位
是显而易见的。
金属板料冲压是模具在工业生产中应用广泛的加工形式之一,随着市场竞争日趋
加剧,产品质量不断提高,对生产的安全性,操作的方便性等要求也日益提高。模
具作为冲压生产的基本要素,其设计制造技术受到普遍重视。因此学习模具课程,
进行模具设计也是适应现代化工业要求的。
这次课程设计的内容是利用CAD等系列软件设计材料为H62-M的黄铜垫圈冲压
模具,说明书有四部分内容,叙述了整个设计的过程。分析了零件的工艺性,经济
性,确定零件的冲压工艺方案及其模具的结构。然后进行模具零件的设计计算。计
算出零件尺寸后,通过CAD软件做出各个零件的实体,最后完成模具装配。
由于时间比较仓促,有的地方考虑不足,希望老师予以指导。
2
课程设计任务说明书
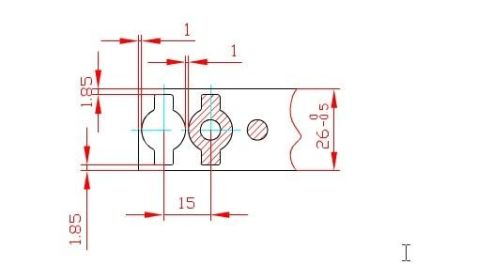
实训题目三: 如图1-1所示为垫圈零件冲裁图,材料H62-M铜片,料厚t=1.5mm,大批量生产,试确定冲裁工艺性,设计冲裁模。
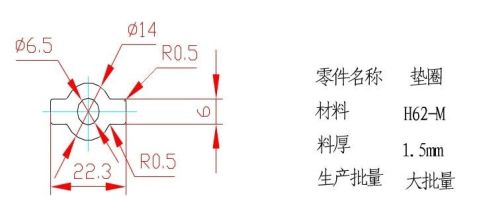
图1-1
实训任务:
1、编制工件冲压工艺规程;
2、绘制模具装配总图(A0);
3、绘制1-2个非标准零件工作简图(图纸幅面自行确定);
4、制定选定非标准零件的加工工艺规程,编制相应的数控电火花线切割加工程序(格式自选);
5、编写设计说明书;
6、模具装配、调整;
7、试模。
3
目录
目录………………………………………………………………………………… 1
摘要………………………………………………………………………………….2
前言………………………………………………………………………………….2
一、零件的工艺分析………………………………………………………….........3
二、冲压工艺方案的确定………………………………………………………….3
三、排样方案的确定……………………………………………………………….4
1、排样方法介绍…………………………………………………………………4
2、搭边值的确定…………………………………………………………………4
3、材料利用率……………………………………………………………………4
四、计算工序压力………………………………………………………………….4
五、压力机的初选………………………………………………………………….5
六、冲压模具设计………………………………………………………………….5
1、模具结构类型及结构形式……………………………………………………5
2、定位方式………………………………………………………………………5
3、卸料方式………………………………………………………………………5
七、模具设计计算………………………………………………………….............5
1、计算模具压力中心……………………………………………………………5
2、计算或估算各主要零件外形尺寸……………………………………………6
3、确定凸凹模间隙,计算凸凹模工作部分尺寸……………………………....7
4、校核压力机……………………………………………………………………8
结论…………………………………………………………………………………..9
致谢…………………………………………………………………………………..9
参考文献……………………………………………………………………………..9
4
第一章 零件的工艺性分析
1、分析零件的冲压工艺性:
(1 )该制件材料为H62-M,它的抗剪切强度有三种形式:软的,て=260Mpa 半硬的 て
=300Mpa 硬的て=420Mpa,取て=420Mpa作为制件的抗剪切强度值,它具有良好
的冲压性能。
(2)工件结构:该制件形状简单,对称。孔边距远大于凸凹模允许的最小壁厚,故可
以考虑用复合冲压工序。
(3)尺寸精度:该制件所有尺寸都未标注公差,按IT14级确定工件的公差。一般的
冲压均能满足其尺寸精度要求。经查公差表,各尺寸公差分别为:
22.30- 0.53 ;6 0- 0.3 ;Φ140- 0.43 ;Φ6.50+0.36
结论:该制件可以冲裁。
第二章 冲压工艺方案的确定
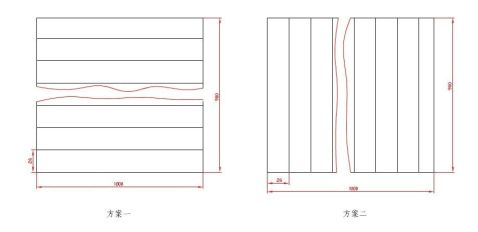
该工件包括落料、冲孔两个基本工序,可以有以下三种工艺方案:
方案一:先落料,后冲孔,采用单工序模生产。
方案二:冲孔—落料复合冲压,采用复合模生产。
方案三:冲孔落料连续冲压,采用级进模生产。
方案一模具结构简单,但需要两道工序两副模具,成本高且生产效率低,两次
定位累计误差大,难以满足大批量生产要求。方案二也只需要一副模具,且生产效
率也很高,并且容易实现自动化生产,由于此制件所有尺寸都属于自由公差,尺寸
精度要求并不高,只要在模具上设置导正销导正足够可以保证冲压件的形状精度,
所以此制件即可以用复合模也可以用级进模进行生产。
结论:此制件采用导正销级进模生产,即选择方案三。
第三章 主要设计计算
5
1、排样方式的确定及计算
(1)确定搭边值,由于材料厚度t=1.5mm,经查冷冲模设计表可知,侧面搭边值
a=1.2mm,工件间搭边值a1=1mm(此搭边值为最小搭边值)
(2)计算送料步距A:经计算求得A=14+a1=15mm
(3)计算料条宽度B:经计算求得
B0- ? =(Dmax+2a+z)0- ? =(22.3+2?1.2+0.5) 0- 0.15=25.20- 0.15
圆整后B=260- 0.15 ,侧面搭边值为a=1.85mm
(4)导料板间的距离 B0 =B+Z=26+0.5=26.5mm
以上式中:B―条料的宽度,单位mm
Dmax ―冲裁件垂直于送料方向的最大尺寸,单位mm
a―侧搭边值
z―导料板于最宽条料之间的间隙
? ―条料宽度的单向(负向)公差
(5)排样图如下
(6)计算材料的利用率:一个步距内的材料利用率
η = S ∕ AB ?100% = 173 ∕ 15 ? 26 ? 100% = 44.35%
一张板料的利用率
η1 = nS ∕ LB ? 100%
总的材料利用率
6
η总 = nS ∕ LB1 ? 100%
n ― 一张板料上冲裁件的总数目
S ― 一个冲裁件的实际面积,单位 mm 2
L ― 板料长度,单位mm
B ― 板料宽度,单位mm
查表可知:可利用900 ?1000的板料冲裁制件。
方案一:可裁34个条料(26?1000),一个条料可制成n个制件。 n = 1000 ∕ 15 = 66.67, 取n = 66,则η1 = 66 ? 173 ∕ 26 ? 1000 ? 100% = 43.9% η总 = 66 ?34 ? 173 ∕ 900 ? 1000 ? 100% = 43.1% 方案二:可裁38个条料(26 ? 900),一个条料可制成n 个制件。 n = 900 ∕ 15 =60,则η1 = 60 ?173 ∕26 ? 900 ? 100% = 44.3% η总 = 60 ? 38 ?173 ∕ 900 ? 1000 ? 100% =43.8% 两种方案相比较,取η总 较大值,即η总 = 43.8%确定方案二为此制件的裁剪方案。
7
2、冲压力的计算
(1)建立压力中心坐标图如下图
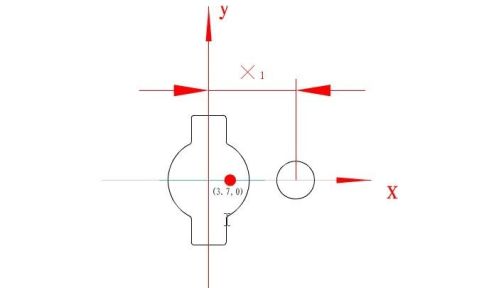
(2)经计算L周长 = 61.8 ;小圆周长为L1 = 6.5π = 20.4
X0 = 6.5π ? 15 ∕L周长 + 6.5π = 20.4 ? 15 ∕ 61.8 + 20.4 = 306.15 ∕ 82.2 = 3.7 y0 = 0
(3)冲孔力
由 F冲 = KLtτb
L-冲减周边长度 t-材料厚度 τb-抗剪强度
K-考虑模具间隙的不均匀、刃口的磨损、材料力学性能与厚度的波动等因素
引入的修正系数,一般取K=1.3
故F冲 = 1.3 ? 20.4 ?1.5 ? 420 = 16708N
(4)落料力
F落 = 1.3 ? 61.8 ? 1.5 ? 420 = 50614N
(5)冲裁力
F = F冲 + F落 = 16708 + 50614 = 67322N
(6)卸料力的计算
F卸 = K卸 F = 0.05 ? 67322 = 3366N,K卸 = 0.05(查表可得)
(7)推件力的计算
8
F推 = n K推 F = 4 ? 0.055? 67322 = 14810N,K推 = 0.055(查表可得) 其中n = h – 1 ∕ t = 7 – 1 ∕1.5 = 4
(h查冲模设计表可得
则总的冲压力
F总 = F + F卸 + F推 = 85498N
故P = (1.1~1.3)F总 = 1.1 ? 85498 = 94047N= 94.047KN
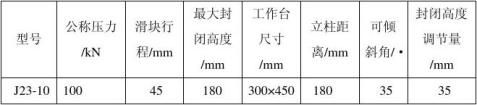
从满足冲压力的要求来看由国家标准初选J23-10压力机
所选择压力机的相关参数
2.模具工作尺寸的计算
估算凹模尺寸
凹模厚度为
H=√0.1P ,P=51760N
H=√0.1*51760=17.3mm
凹模长度L的确定
W1=2.1H=36.33mm 工件b=22.3mm
L=b+W1=94.96
凹模宽度B的确定
步距S=15.8mm 工件=14mm W2=1.5H
B=15.8+14+2*1.5*17.3=81.7mm
根据矩形凹模板查得凹模尺寸为 100X80X18
固定板 100X80X12
垫板 100X80X8
9
H凸=H凹+H固定板=18+12=30mm
推件器:H=H凹-3t=18-4.5=13.5mm
卸料板 100X80X10
凸凹模:H=H缷+H固+15=10+12+15=37mm
上模座 100X801X30
下模座 100X80X35
3、确定凸凹模间隙,计算凸凹模工作部分尺寸
该零件为冲孔—落料件,∮6.5的孔由冲孔获得,∮14、22.3、6由落料获得 查表得,2Cmin=0.15,2Cmax=0.19,则
2Cmax-2Cmin=0.19-0.15=0.04mm
由公差表查得,∮6.5为IT14级,△=0.36,取x=0.5;∮14为IT14级, △=0.43,取x=0.5
22.3为IT14级,△=0.52,取x=0.5,6为IT14级,△=0.30,取x=0.5
冲孔6.5:
dp=(dmin+x△) =(6.5+0.5*0.36) =6.68
dd=(dp+2Cmin) =(6.68+0.15) =6.83
校核:∣ ∣+∣ ∣≦2Cmax-2Cmin
0.0145<0.04(满足间隙公差条件)
落料∮14:
Dd=(Dmax-x△) =(14-0.5*0.43) =13.785
Dp=(Dd-2Cmin) =(13.785-0.15) =13.635
校核:0.011+0.006=0.017<0.04(满足间隙公差条件)
落料22.3:
10
Dd=(Dmax-x△) =(22.3-0.5*0.52) =22.04
Dp=(Dd-2Cmin) =(22.04-0.15) =21.89
校核:0.012+0.008=0.02<0.04(满足间隙公差条件)
落料6:
Dd=(Dmax-x△) =(6-0.5*0.30) =5.85
Dp=(Dd-2Cmin) =(5.85-0.15) =5.70
4、校核压力机
⑴ 校核闭合高度Hm
经查得机床最大闭合高度Hmax=180mm
最小闭合高度Hmin=135mm
H模=8+2+18+37+8+30+35=148mm
Hmax-5≧Hm≧Hmin+10
180-5≧148≧135+10(满足条件)
⑵ 校核公称压力Fg
F落=30.4KN,F缷=0.02Fp=0.608KN,F推=nk1Fp=1.824KN
F总=30.4+0.608+1.824=32.832KN
Fg=160KN
Fg>F总(满足条件)
⑶ 工作台校核
工作台面尺寸应大于模具尺寸50-70mm,
则Ln=306+50=356mm
11
Bm=170+50=220mm,
经查得工作台前后长300mm,左右长450mm,满足条件。
结论
时光匆匆而逝,两个周的垫圈工艺及其模具设计画上了圆满的句号。在设计过程中,查阅有关模具设计手册与冷模具设计的资料并绘制出成形的总装配图及各种无标准零件图。
本设计说明书详细介绍了垫圈冷冲压模具设计过程,对各个工序的设计构思及具体实施方案,主要有前言,设计说明书,讲述模具设计工艺方案及工艺过程等。
设计的要求是首先要保证产品质量节约原材料,降低劳动强度,降低成本,提高劳动生产率原则,制图符合国家标准,标注尺寸合理,图面整洁,布局合理,说明书力求系统性强,易懂,便于查看。
通过这次冷冲模的设计让我知道:冷冲模是建立在金属塑性变形的基础上,在常温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形从而获得一定形状、尺寸和性能的零件的一种压力加工方法。并且通过这次冷冲模设计,使我重新温习了以前学过的有关机械方面的知识,并且通过查阅资料了解了一些新的知识,使我对模具设计有了更进一步的了解。
致谢
通过这次的模具设计,使我对模具有了更深的了解,尤其是冲模的定义、分类、结构组成及工作原理。实际制作模具更是一项艰难地工作,很多工作都是靠经验的,书本上是学不到的。在此次设计过程中遇到了很多问题,但最后都一一解决了,在此要由衷的感谢王进老师,正是由于他的细心指导与不辞辛劳的监督,才让我得以如此顺利地完成此次课程设计。
通过此次课程设计虽然我得到了很多收获,但是由于在设计过程中查阅了大部分的资料,则对于真正的模具设计是有限的,是欠缺的。因此,在我的设计图纸和说明书中,存在着很多不足之处,希望老师在审阅的时候给予指正,帮助我们更好的进步。
感谢王进老师对我的细心指导和帮助,同时也要感谢同学的帮助,走上工作岗位后我会以饱满的热情迎接挑战,努力工作取得优异的成绩来回报学校。
12
参考文献
《冲压工艺模具学》.卢险峰编著.机械工业出版社.
《冲压工艺与模具设计》.贾崇田 李名望主编.人民邮电出版社. 《冷冲压模具设计指导》.王芳主编.机械工业出版社.
13
14