辅助材料检验标准
(太阳电池组件)
太阳电池组件玻璃检验标准
1. 适用范围
本规范适用于各种规格型号太阳能组件专用玻璃的进厂质量检验。
2. 引用标准
GB/T9963-1998钢化玻璃国家检验标准
GB2828-1987周期检查计数抽样程序及抽样标准
3. 检验项目
外观检验,几何尺寸检验和性能检验。
3.1 外观
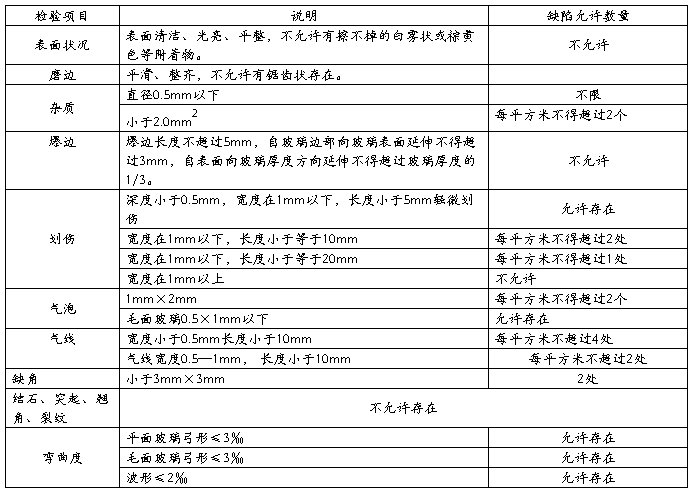
3.2 几何尺寸
3.2.1 长度,宽度符合订货协议要求,允许偏差为±1.0mm。
3.2.2 厚度尺寸公差为±0.2mm。
3.2.3 直角度误差小于其所在边长的±2‰。
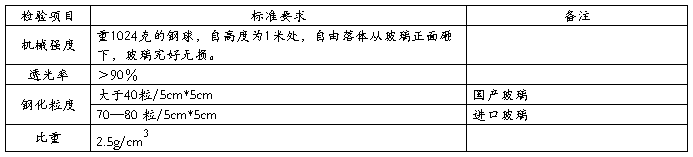
3.3 性能检验
4. 检测仪器,仪表及工卡量具
钢板尺或钢卷尺、游标卡尺或千分尺、钢球。
5. 检验方法
5.1 外观检验
在较好的自然光或自然散射光下,距玻璃表面600mm用肉眼进行观察,必要时使用放大镜进行检查。
5.2 尺寸检验
依据订货协议技术要求用钢板尺或钢卷尺进行多点长宽尺寸测量,取其平均值;用精度为0.01mm的千分尺测量玻璃各边中心的厚度,取其平均值。
5.3 弯曲度检验
以平面钢化玻璃制品为试样。试样垂直立放,水平放置直尺贴紧试样表面进行测量。弓形时以弧的高度与弦的长度之比的百分率表示。波形时,用波谷到波峰的高与波峰到波峰或波谷到波谷的距离之比的百分率表示。
5.4 机械强度检验
5.4.1 将试样放置在高50mm宽15mm与试样外形尺寸大小一致的木框上。
5.4.2 将重1024g的钢球自1.0m高度自由落下,冲击点应距试样中心25mm范围内。每块试样中心只限一次。(备注:试样玻璃单独放置,不可流入生产线使用)
5.4.3 试样完好无损。
5.5 其它各项性能检验以采购部从厂家索取的性能检验报告为准,性能检验报告完全符合3.3标准条款时方可认为性能合格,否则认为性能指标不合格。(针对不同厂家、不同项目定期进行委托检验).
6. 检查规则
6.1 在检验前要求采购部提供相关材质证明及检验报告。在确定性能指标完全符合3.4标准条款时,再根据GB2828标准要求进行抽检。抽检采用一般检查水平II,合格质量水平AQL=4.0(见附表)。
6.2 每批次到货后,依据厂家给定的参数,进行取样,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3各项标准要求视为合格,否则视为不合格。
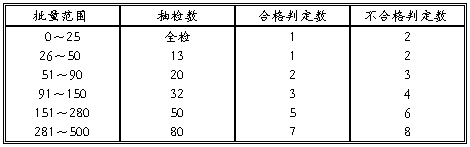
7. 抽样方案
产品的各项指标按下表进行抽样。当该批产品批量大于500块时,以每500块为一批分批抽取试样,当检验项目为非破坏性试验时可用它继续进行其他项目的检测。
8. 处置
合格品经检验员填写检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳能组件EVA薄膜检验标准
1. 适用范围
本规范适用于各种规格型号太阳能组件所用EVA的进厂质量检验。
2. 引用标准
GB2828-1987周期检查计数抽样程序及抽样表
GB/T7122—1996高强度粘胶剂剥离强度的测定
3.UL认证型号
普利斯通型号有:S(11)
4. 检验项目
外观检验,几何尺寸检验,物理性能检验。
4.1 外观要求
4.1.1 表面状况:颜色为透明或半透明;表面无杂质或异物(如头发,飞虫等)、无污垢、斑痕、无凸起,无破损,无气泡,无脱粘,不变色,无褶皱。
4.2 几何尺寸
4.2.1 幅宽符合订货协议技术要求。允许偏差为±2mm。
4.2.2 厚度尺寸±0.05mm,均匀一致。
4.3 主要成分
基本树脂、交联剂、交联加热剂、硅烷耦合剂、紫外吸收剂、抗氧化剂、稳定剂。
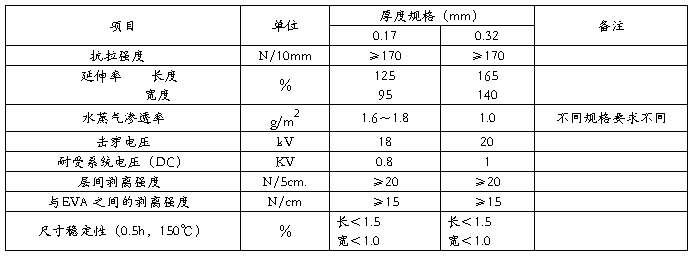
4.4 性能指标

5. 检测仪器,仪表及工卡量具
钢直尺或钢卷尺、游标卡尺或千分尺,物理性能检验仪器。
6. 检验方法
6.1 外观检验
在较好的自然光或自然散射光下,用肉眼进行观察,必要时可用放大镜检测缺陷。
6.2 尺寸检验
依据订货技术要求,用钢直尺或钢卷尺测量长度、宽度,幅宽是否符合订货协议技术要求。用精度为0.01mm的千分尺测量多点的厚度,偏差符合3.2要求。检验完全符合3.1、6.2标准条款时方可认为指标合格,否则认为指标不合格。
6.3 交联度检验
6.3.1 原理
胶膜经加热固化后形成交联,采用二甲苯溶剂萃取样品中未交联部分,从而测得交联度。
6.3.2 仪器装置及器具
6.3.2.1 容量为500ml~1000ml,24#磨口圆底烧瓶。
6.3.2.2 带24#磨口的冷凝回流管。
6.2.2.3 配温度控制仪的电加热套或电加热油浴。
6.3.2.4 真空烘箱
6.3.2.5 用0.125mm的不锈钢丝网,制成顶端开口的带。
6.3.3 试剂
二甲苯(分析纯)。
6.3.4 试样制备
取胶膜一块,使其固化交联,将已经交联的胶膜剪成小碎片待用。
6.3.5 检验步骤
6.3.5.1 将不锈钢丝网洗净、烘干,称重W1(精确至0.01g),称取试样0.50±0.01g。
6.3.5.2 烧瓶中加入100ml二甲苯溶剂,将试样放入烧瓶中,接入冷凝管,将溶剂加热至140℃左右,沸腾回流5小时,回流速度保持20滴/分至40滴/分。
6.3.5.3 冷却,过滤,悬挂除去溶剂液滴,然后放入真空烘箱内,温度控制在140℃左右,干燥两小时,完全除去溶剂。
6.3.5.4 将试样包从真空烘箱内取出,放置干燥器中冷却20分钟后,取出称重 W2。
6.3.6 结果计算
C=(W2-W1)/0.50
式中:
C——交联度(%)
W1——空带质量(g)
W2——经溶剂萃取和干燥后试样包重(g)
6.4 剥离强度实验按GB/T7122—1996高强度粘胶剂剥离强度的测定方法进行测试。
6.5 主要成分及其它物理性能检验方法及数据,以厂家提供的性能指标检验报告和材质证明为准,或定期对不同供应商进行委托检验。
7. 检查规则
7.1 在检验前要求采购部提供相关材质证明及检验报告。在确定性能指标完全符
合3.4标准条款时,再根据GB2828标准要求进行抽检。抽检采用一般检查水平II,合格质量水平AQL=4.0。
7.2 每批次到货后,依据厂家给定的工艺参数层压进行取样,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3,及3.4标准要求视为合格,否则视为不合格。
8. 处置
检验合格后检查员要填写原材料质量检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况,不合格数量后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件背板检验标准
1. 适用范围
本规范适用于各种规格型号太阳能组件专用背板的进厂质量检验。
2. 引用标准
GB2828-1987周期检查计数抽样程序及抽样表;
3.UL认证型号
SFC 型号有: SS-320
MA型号有: PTD250,在包装信息中要显示MA PACKAGING CO LTD
4. 检验项
外观检验,几何尺寸检验,性能检验。
4.1 外观要求
4.1.1. 外观:表面无杂质或异物(如头发等)、无污垢、斑痕或锈斑、无破损,无裂纹,平整,无褶皱,无划伤。
4.2 几何尺寸
4.2.1 幅宽符合协议图纸要求,允许公差为±2mm。
4.2.2 厚度标称值为0.17mm允许偏差为±0.02mm,标称值为0.35mm允许偏差为±0.03mm;要求薄厚均匀一致。
4.3 性能检验
5. 检测仪器,仪表及工卡量具
钢板尺或钢卷尺、游标卡尺或千分尺。
6. 检验方法
6.1 外观检验
在较好的自然光或自然散射光下,用肉眼进行观察,必要时用放大镜观察外观缺陷。
6.2 尺寸检验
依据图纸或技术要求用钢板尺或钢卷尺取多点进行幅宽测量,用精度为0.01mm的千分尺测量多点的厚度,最大最小偏差符合3.2几何尺寸要求。
6.3 性能检验及数据的索取
主要成分及物理性能检验方法及数据,以厂家提供的性能指标检验报告和材质证明为准。
7. 检查规则
7.1 检验前要求采购部提供相关材质证明及性能检验报告,在确定性能指标完全符合3.3标准条款时,再根据GB2828进行批次抽检。抽检采用一般检查水平II
合格质量水平AQL=4.0。
7.2 每批次到货后,依据厂家给定的参数,进行取样,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3各项标准要求视为合格,否则视为不合格。
8. 处置
检验合格后检查员要填写原材料质量检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况,不合格数量后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件铝材边框、角键检验标准
1. 适用范围
本规范适用于各种规格型号太阳能组件专用边框型铝材、角键的质量检验。以及单纯的太阳能用铝材的检验。
2. 引用标准
GB/T5237.1-2000铝合金建筑型材 第一部分 基材
GB/T5237.2-2000铝合金建筑型材 第二部分 阳极氧化、着色型材
GB/T2828-1987周期检查计数抽样程序及抽样表
3. 检验项目
外观检验、几何尺寸检验、物理性能检验。
3.1 外观要求

3.2 几何尺寸及重量
3.2.1、边框的规格型号及几何尺寸符合订货合同或者图纸技术要求.不同规格型号边框、角键的尺寸及偏差符合订货合同或者图纸技术要求。
3.2.2、铝材的规格型号符合合同要求,重量符合合同规定要求。
3.3 性能指标
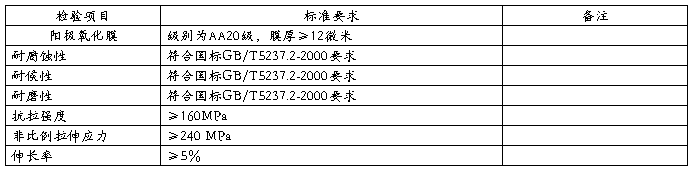
备注:3.1及3.3均可以用于太阳能用铝材的检验。
4. 检测仪器、仪表及工卡量具
钢直尺或钢卷尺,游标卡尺或千分尺,万能角度尺,指标测试设备。
5. 检验方法
5.1 外观检验
在较好的自然光或自然散射光下,用肉眼进行外观缺陷观察。用手轻轻触摸其表面,感觉是否有毛刺和划伤。
5.2 尺寸检验
用钢卷尺测量铝边框长度是否符合图纸要求。用游标卡尺测量厚度、槽深、槽宽,用万能角度尺测量铝边框角度是否符合图纸要求。
5.3 物理性能及力学性能指标以厂家提供检验报告及材质证明为准。(部分性能可以不定期进行委托检验)。
6. 检查规则
6.1 检验前要求采购部提供相关材质证明及性能检验报告,在确定性能指标完全符合3.3标准条款时,再根据GB2828进行批次抽检。抽检采用一般检查水平Ⅲ,合格质量水平AQL=4。0
6.2 每批次到货后,依据厂家给定的参数,进行取样,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3各项标准要求视为合格,否则视为不合格。
7. 抽样方案
产品的各项指标按下表进行抽样。当该批产品批量大于500根时,以每500根为一批,分批抽取试样,当检验项目为非破坏性试验时可用它继续进行其他项目的检测。

8. 处置
检验合格后检查员要填写原材料质量检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况,不合格数量后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件焊带、汇流带检验标准
1. 适用范围
本规范适用于各种规格型号太阳能电池组件专用焊带、汇流带的进厂质量检验。
2. 引用标准
GB2828-1987周期检查计数抽样程序及抽样表;
GB/T1412—1996贵金属及其合金材料电阻系数测定
GB/T11364—1989钎料铺展性及填缝性实验方法
GB/T1425—1996贵金属及其合金熔化温度范围的测定-热分析试验方法
3. 检验项目
外观检验,几何尺寸检验,性能检验。
3.1 外观要求
表面清洁、光亮、平滑 ,颜色均匀一致,无污渍,无异物,无扭曲。镀锡层附着牢固,无脱层现象,表面无锡球,无夹杂物。
3.2 几何尺寸
宽度、厚度尺寸符合定货协议技术要求。焊带厚度偏差为±0.015mm,宽度偏差为±0.15mm。汇流带厚度偏差为±0.02mm,宽度偏差为±0.2mm。
3.3 性能指标

3.4 可焊性
涂层合金与基体材料应结合牢固不分层。涂层软钎焊合金应牢固地焊接在电池板上的银铝栅线上,经-40~180℃热震试验100次不脱焊。
3.5 涂层钎料熔化温度:焊带为185℃;汇流带为183℃;
4. 检测仪器,仪表及工卡量具
游标卡尺、千分尺、恒温恒湿箱。
5. 检验方法
5.1 外观检验
在较好的自然光或自然散射光下,用肉眼进行观察,必要时用放大镜检查外观缺陷。
5.2 尺寸检验
依据协议要求用游标卡尺测量宽度,用千分尺测量厚度。
5.3 可焊性检验
使用基材铜试片尺寸为0.2mm*10mm*10mm,除去表面的油污及氧化物。将0.1克的涂层软钎料合金放在 试片中央位置,然后加热到所规定的钎焊温度,保温30秒,涂层应该在试片上润湿并均匀流散。
5.4 抗盐雾腐蚀检验
5.4.1 原理
焊带或汇流带经盐雾腐蚀,表面无被腐蚀痕迹。
5.4.2 仪器及溶剂
恒温恒湿箱,氯化钠溶液。
5.4.3 实验步骤
用浓度为50±5g/L的氯化钠溶液喷涂带材,晾干,置于温度为(35±2)℃相对湿度为90%的恒温恒湿箱内实验48小时后取出,用5倍放大镜进行观察,无明显变化即视为无腐蚀,当产生白色或黑白色斑点或其它腐蚀现象则视为被腐蚀。
5.5 电阻率测定按GB/T1412—1996贵金属及其合金材料电阻系数测定方法标准进行测定。
5.6 填缝性能检验
涂层软钎料按GB/T11364—1989钎料铺展性及填缝性实验方法中的规定进行试验。所用的软钎料熔化后应完全填满钎缝间隙,并形成光洁的钎焊焊角。
5.7 涂层熔化温度范围按GB/T1425—1996贵金属及其合金熔化温度范围的测定-热分析试验方法进行测定。
5.8 其它各项性能检验以采购部从厂家索取的性能检验报告及材质报告为准,性能检验报告完全符合本规范3.3标准条款时方可认为性能指标合格,否则认为性能指标不合格。
6. 检查规则
6.1 检验前要求采购部提供相关材质证明及性能检验报告,在确定性能指标完全符合3.1、3.2、3.3标准条款时,再根据GB2828进行批次抽检。抽检采用一般检查水平II,合格质量水平AQL=4.0(见附表)。
6.2 每批次到货后,依据厂家给定的参数,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3,3.4,3.5各项要求视为合格,否则视为不合格。(不定期对其可焊性进行检验)。
7. 处置
合格品由检验员填写检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件硅胶检验标准
1. 适用范围
本规范适用于各种规格型号太阳能组件边框封装专用硅胶的进厂质量检验。
2. 引用标准
GB2828-1987周期检查计数抽样程序及抽样表;
GB/T13477.5-2002密封材料实验方法 第五部分:表干时间的测定
GB/T1692—92硫化橡胶绝缘电阻率测定
GB/T528--1998硫化橡胶拉伸应力应变性能的测试
GB/T1695—1981硫化橡胶工频击穿介电强度和耐电压的测试方法
GB/T11211--1989硫化橡胶与金属粘合强度的测定拉伸法
3. 检验项目
外观检验、物理化学性能检验、外包装检验。
3.1 外观要求
颜色均匀一致, 无变色,内部无结块,无杂质,表面无气泡。
3.2 外包装:包装无破损、品质证件齐全。
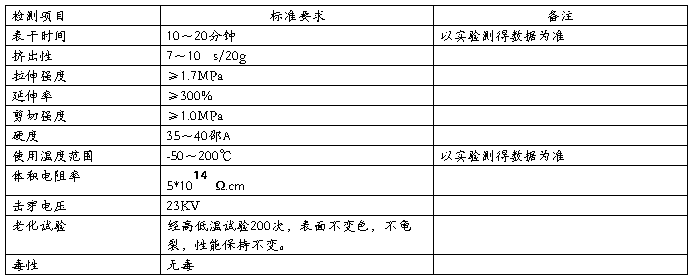
3.3 物理化学性能
4. 检测仪器,仪表及工卡量具
液氮,鼓风烘箱,温度传感器,玻璃或铝材。
5. 检验方法
5.1 外观检验
在较好的自然光或自然散射光下,用肉眼进行观察。
5.2 表干时间检验
5.2.1 原理
在规定条件下,将密封材料试样填充到规定形状的模框中,用在试样表面放置薄膜或指触法测量其干燥程度。报告薄膜或手指无粘附试样所需的时间。
5.2.2 标准实验条件:
实验室标准实验条件为:温度(23±2)℃,相对湿度(50±5)%。
5.2.3 实验器具
5.2.3.1 模框:装框所用的铝型材。
5.2.3.2 玻璃:尺寸80mm*130mm,厚度5mm。
5.2.3.3 刮刀,无水乙醇(分析纯)。
5.2.4 试样制备
用丙酮等溶剂清洗模框或玻璃。将模框放置在玻璃板上,用在(23±2)℃下至少放置24小时的试样小心填满模框,勿混入空气。用刮刀刮平试样,使其厚度均匀。同时制备两个试样。
5.2.5 实验步骤
将制备好的试样在标准条件下静止一定的时间,然后用无水乙醇擦净手指端部,轻轻接触试件上三个不同部位的试样。相隔适当时间重复上述操作,直至无试样粘附在手指上为止。记录试样成型后到试样无粘附在手指上所经历的时间。
5.3 老化检验
5.3.1 原理
通过高低温循环测试,硅胶表面无变色、无龟裂、粘接牢固、弹性保持不变。
5.3.2 仪器设备
玻璃或铝材,高低温试验箱,温度传感器。
5.3.3 实验步骤
5.3.3.1 将硅胶均匀的打在干燥的铝材或玻璃表面上,并且将温度传感器与硅胶、玻璃或铝材连接在一起,保持接触良好。
5.3.3.2 打开烘箱,将温度设置到85℃。将硅胶放入烘箱,待温度升高至85℃后,计时15分钟。
5.3.3.3 将硅胶放入液氮瓶中,待温度降至-40℃后,开始计时,计时15分钟。
5.3.3.4 按5.3.3.2和5.3.3.3循环实验100次。硅胶表面无变色、龟裂、粘接牢固,其弹性保持不变。
5.3.3.5 以上试验可以用高低温循环试验箱替代试验(-40~85℃)
5.4 其它物理化学性能按以下标准测试
GB/T1692—92硫化橡胶绝缘电阻率测定
GB/T528--1998硫化橡胶拉伸应力应变性能的测试
GB/T1695—1981硫化橡胶工频击穿介电强度和耐电压的测试方法
GB/T11211--1989硫化橡胶与金属粘合强度的测定拉伸法
6. 检查规则
6.1 检验前要求采购部提供相关材质证明及性能检验报告,在确定性能指标完全符合3.3标准条款时,再根据GB2828进行批次抽检。抽检采用一般检查水平II,合格质量水平AQL=4.0。
6.2 每批次到货后,依据厂家给定的参数,进行取样,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3各项标准要求视为合格,否则视为不合格。
7. 处置
合格品经检验员填完检验报告,向采购部提供批次质量报验检验合格证明后,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件接线盒,接插件检验标准
1. 适用范围
本标准适用于各种规格型号的太阳能组件所用接插件、接线盒的质量检验。
2. 引用标准
订货合同及协议技术质量要求。
太阳能组件图纸、技术要求。
GB13140.6—2000,Idt IEC 60998-2-5:1996家用或类似用途低压电路用的连接器件第二部分:端子或连接器用接线盒的特殊要求。
2 pfg 1162/09.03
3.UL认证型号
泰科电子型号有:3-1394723-5
宁波中环型号有:PV-ZH008和PV-ZH009
4. 检验项目
外观检验、几何尺寸、性能指标。
4.1 外观检验
表面平滑、光亮,不粗糙。接线盒盖与盒身配合处无变形,配合紧密;盒身底面无影响安装质量的变形。不易碎,无裂纹。根据协议或图纸要求检查盒内接线端子数量、位置是否符合定货协议或图纸要求。正负极标识正确,锁紧螺母能紧固到位,无变形。(如果带有二极管,检查安装是否正确,数量及质量是否符合要求)。
4.2 几何尺寸
不同规格型号的接线盒所对应的尺寸公差以双方协议要求为准。
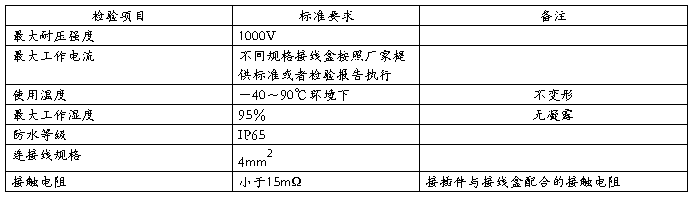
4.3 性能
5. 检测仪器,仪表及工卡量具
钢直尺,游标卡尺 ,高低温试验箱,万用表
6. 检验方法
6.1 外观检查
在较好的光线条件下,用肉眼观察其表面是否有缺陷,用手感觉其表面是否平滑,是否有尖角毛刺。
6.2 几何尺寸检查
对照图纸检查接线盒端子数量、接线孔位置是否符合定货图纸要求。
6.3 使用温度实验:
6.3.1 原理
通过高低温循环测试,接线盒表面无变形,无裂纹。
6.3.2 仪器设备
高低温试验箱
6.3.3 实验步骤
6.3.3.1 将温度传感器与接线盒连接在一起,保持接触良好。
6.3.3.2 打开烘箱,将温度设置到85℃。将接线盒放入烘箱中,待温度升高至85℃后,计时15分钟。
6.3.3.3 将接线盒放入液氮瓶中,待温度降至-40℃后,开始计时,计时15分钟。
6.3.3.4 按4.3.3.2和4.3.3.3循环100次。接线盒表面无变形、无裂纹。
6.4 其它物理化学性能按GB13140.6—2000,Idt IEC 60998-2-5:1996《家用或类似用途低压电路用的连接器件第二部分:端子或连接器用接线盒的特殊要求》进行检验。部分性能可定期进行委托检验。
7. 检验规则
7.1 检验前要求采购部提供相关材质证明及性能检验报告,在确定性能指标完全符合3.3标准条款时,再根据GB2828进行批次抽检。抽检采用一般检查水平II合格质量水平AQL=4.0(见附表)。
7.2 每批次到货后,依据厂家给定的参数进行取样,按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3各项标准要求视为合格,否则视为不合格。
8. 处置
合格品经检验员填完检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件纸质包装箱检验标准
1. 适用范围
本标准适用于各种规格型号的太阳能组件所用纸质包装箱的质量检验。
2. 引用标准
订货合同协议或技术质量要求
3. 检验项目
外观检验、几何尺寸、强度和数量检验。
3.1 外观检验
表面平滑无折皱。印刷字迹清晰标准,印刷位置正确。纸箱边缘整齐。
3.2 几何尺寸
不同规格型号组件所对应的纸箱尺寸公差以双方协议要求为准。
3.3 强度检验:纸箱强度检验,要求供货方提供材质证明。
3.4 数量检验
纸箱数量与来货数量一致。
4. 检测仪器,仪表及工卡量具
钢直尺或钢卷尺
5. 检验方法
5.1 外观检查
5.1.1在较好的光线条件下,用肉眼观察其表面是否有缺陷,用手感觉其表面是否平滑。
5.1.2 印刷要求以该规格第一次打样合格品为依据检验
5.2 几何尺寸检查
用钢板尺或钢卷尺对其长度、宽度、高度进行测量。
6. 检验规则
对纸箱数量执行全检,对外形尺寸及外观质量执行抽检制度,按GB2828进行批次抽检。抽检采用一般检查水平II,合格质量水平AQL=4.0。按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3,3.4各项标准要求视为合格,否则视为不合格。
7. 处置
合格品经检验员填完检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况后,通知采购部处理。特殊情况可执行不合格品评审处置程序。
太阳电池组件免熏蒸木质托盘检验标准
1. 适用范围
本标准适用于各种规格型号的太阳能组件所用托盘的质量检验。
2. 引用标准
订货合同协议或样品要求
3. 检验项目
外观检验、几何尺寸、强度和数量检验。
3.1外观:
3.1.1 托盘表面无钉子突出。
3.1.2 托盘底部无脱落
3.2 几何尺寸
规格尺寸应符合订货协议要求或样品要求,尺寸偏差:±6mm。
3.3 强度检验
3.3.1要求供货方提供材质证明。
3.3.2承重:800kg/m2
3.4 数量检验
数量与来货数量一致。
4. 检测仪器,仪表及工卡量具
钢直尺或钢卷尺
5. 检验方法
5.1 外观检查
在较好的光线条件下,用肉眼观察。
5.2 几何尺寸检查
用钢板尺或钢卷尺对其长度、宽度、高度进行测量。
5.3 承重
承重:方法一:使用压力计计量。
方法二:实物试验,在托盘上装上实物进行运输试验
6. 检验规则
对托盘数量执行全检,对外形尺寸及外观质量执行抽检制度,按GB2828进行批次抽检。抽检采用一般检查水平II,合格质量水平AQL=4.0。按规定的试验方法进行试验,最后核实测试结果。检验完全符合3.1,3.2,3.3,3.4各项标准要求视为合格,否则视为不合格。
7. 处置
合格品经检验员填完检验报告,向采购部提供批次质量报验检验合格证明,由采购部办理入库手续。不合格品由检验员在质量报验单上注明不合格情况后,通知采购部处理。特殊情况可执行不合格品评审处置程序。