技能鉴定技师论文
论文题目:维修电工技师论文
姓 名:朱程辉
身份证号:36xxxxxxxxxxxx
所在单位:江西省核工业二六五地质队
维修电工技师论文
? 简介:在现代工业生产中,电动机的应用非常广泛,但是在生产当中电动机因缺相及容量选择不当运行而造成烧毁的事故在生产中占有很大的比例,怎样减少这些问题的出现,全面提高电动机的使用效率,是一个值得认真思考的问题,我根据自己多年的工作实际和有关资料,现提出预防电动机单相运行的措施,仅供参考,不足之处,请提出宝贵意见。 ?
关键字:工厂维修 预防措施 电动机容量的选择
电动机单相运行的原因及预防
在现代工业生产中,电动机的应用非常广泛,但是在生产当中电动机因缺相运行而造成烧毁的事故在生产中占有很大的比例,怎样减少这些问题的出现,全面提高电动机的使用效率,是一个值得认真思考的问题,我根据自己多年的工作实际和有关资料,现提出预防电动机单相运行的措施,仅供参考,不足之处,请提出宝贵意见。
一、电动机单相运行产生的原因及预防措施
1、熔断器熔断
⑴故障熔断:主要是由于电机主回路单相接地或相间短路而造成熔断器熔断。
预防措施:选择适应周围环境条件的电动机和正确安装的低压电器及线路,并要定期加以检查,加强日常维护保养工作,及时排除各种隐患。
⑵非故障性熔断:主要是熔体容量选择不当,容量偏小,在启动电动机时,受启动电流的冲击,熔断器发生熔断。
熔断器非故障性熔断是可以避免的,不要片面认为在能躲过电机的启动电流的情况下,熔体的容量尽量选择小一些的,这样才能够保护电机。我们要明确一点那就是熔断器只能保护电动机的单相接地和相间短路事故,它绝不能作为电动机的过负荷保护。 2、正确选择熔体的容量
一般熔体额定电流选择的公式为:
额定电流=K×电动机的额定电流
⑴耐热容量较大的熔断器(有填料式的)?K值可选择1.5~2.5。
⑵耐热容量较小的熔断器K值可选择4~6。
对于电动机所带的负荷不同,?K值也相应不同,如电动机直接带动风机,?那么K值
2
可选择大一些,如电动机的负荷不大,K值可选择小一些,具体情况视电机所带的负荷来决定。
此外,熔断器的熔体和熔座之间必需接触良好,否则会引起接触处发热,使熔体受外热而造成非故障性熔断。
在安装电动机的过程中,应采用恰当的接线方式和正确的维护方法。
⑴对于铜、铝连接尽可能使用铜铝过渡接头,如没有铜铝接头,可在铜接头出挂锡进行连接。
⑵对于容量较大的插入式熔断器,?在接线处可加垫薄铜片(0.2mm),这样的效果会更好一些。
⑶检查、调整熔体和熔座间的接触压力。
⑷接线时避免损伤熔丝,紧固要适中,接线处要加垫弹簧垫圈。
3、主回路方面易出现的故障
⑴接触器的动静触头接触不良。
其主要原因是:接触器选择不当,触头的灭弧能力小,?使动静触头粘在一起,三相触头动作不同步,造成缺相运行。
预防措施:选择比较适合的接触器。
⑵使用环境恶劣如潮湿、?振动、有腐蚀性气体和散热条件差等,造成触头损坏或接线氧化,接触不良而造成缺相运行。
预防措施:选择满足环境要求的电气元件,防护措施要得当,强制改善周围环境,定期更换元器件。
⑶不定期检查,接触器触头磨损严重,表面凸凹不平,使接触压力不足而造成缺相运行。 预防措施:根据实际情况,确定合理的检查维护周期,进行严细认真的维护工作。 ⑷热继电器选择不当,使热继电器的双金属片烧断,造成缺相运行。
预防措施:选择合适的热继电器,尽量避免过负荷现象。
⑸安装不当,造成导线断线或导线受外力损伤而断相。
预防措施:在导线和电缆的施工过程中,要严格执行“规范”严细认真,文明施工。 ⑹电器元件质量不合格,容量达不到标称的容量,造成触点损坏、粘死等不正常的现象。 预防措施:选择适合的元器件,安装前应进行认真的检查。
⑺电动机本身质量不好,线圈绕组焊接不良或脱焊;引线与线圈接触不良。
3
预防措施:选择质量较好的电动机。
二、单相运行的分析和维护
根据电动机接线方式的不同,在不同负载下,发生单相运行的电流也不同,因此,采取的保护方式也不同。
例如:Y型接线的电动机发生单相运行时,其电机相电流等于线电流,其大小与电动机所带的负载有关。
当△型接线的电动机内部断线时,电动机变成∨型接线,相电流和线电流均与电动机负载成比例增长,在额定电流负载下,两相相电流应增大1.5倍,一相线电流增加到1.5倍,其它两相线电流增加√3/2倍。
当△型接线的电动机外部断线时,此时电动机两相绕组串联后与第三组绕组并联接于两相电压之间,线电流等于绕组并联之路电流之和,与电动机负荷成比例增长,在额定负载情况下,线电流增大3/2倍,串接的两绕组电流不变,另外一相电流将增大1/2倍。 在轻载情况下,线电流从轻电流增加到额定电流,接两相绕组电流保持轻载电流不变,第三相电流约增加1.2倍左右。
所以角型接线的电动机在单相运行时,其线电流和相电流不但随断线处的不同发生变化,而且还根据负载不同发生变化。
综上所述,造成电动机单相运行的原因无非是以下的几种原因造成的:
1、环境恶劣或某种原因造成一相电源断相。
2、保险非正常性熔断。
3、启动设备及导线、触头烧伤或损坏、松动,接触不良,选择不当等造成电源断一相。 4、电动机定子绕组一相断路。
5、新电机本身故障。
6、启动设备本身故障。
只要我们在施工时认真安装,在正常运行及维护检修过程中,?严格按标准执行,一定可以避免由于电动机单相运行所造成的不必要的经济损失。
三、电动机容量的选择
电动机容量的选择
电动机的选择主要是容量的选择,如果容量选小了,一方面不能充分发挥机械设备的能力,
4
使生产效率降低,另一方面电动机长时间在过载的情况下运行,会过早损坏,同时还可能出现启动困难,经不起冲击负载等。容量选大了,不仅使设备投资费用增加,而且电动机经常在轻载情况下运行,运行效率和功率因数(对异步电动机而言)都会下降。电动机容量的选择应根据以下三项原则进行。
1、发热 电动机在运行时,必须保证电动机的实际最高温度等于或者小于电动机绝缘允
许的最高温度。
2、过载能力 电动机在运行时必须有一定的过载能力。即所选电动机的最大转矩或最大
允许工作电流必须大于运行过程中可能出现的最大负载转矩和最大负载电流。
3、启动能力 由于鼠笼式异步电动机的启动转矩一般比较小,所以电动机必须有可靠的
启动负载转矩。
四、结束语
只要我们在日常的生活生产中加强对于电气设备的维修及保养,勤巡检、勤发现、勤动脑、勤思考,认真对待出现的问题,对于电动机选型方面,严格对待慎重分析,相信像上述所出的问题都会避免。这样不仅对于企业来说可以减少不必要的投资费用以及因设备故障所造成的经济损失,而且对于我们自身素质和实际能力及水平的提高都会相应的提高。
参考文献:
刘秀谦: 《电动机单相运行的原因及预防》 科技信息 2009-01-25 期刊 邢志超: 《电动机单相运行的防护》 黑龙江科技信息 2009-11-15 期刊 衣锡三 : 《泵站电机容量选样及功率损耗》 山东水利科技 1995-06-25
5
第二篇:维修电工技师论文4
维修电工技师论文 Plc及变频器在铝合金锯切机应用
单位:山东铝业电解铝厂山东 作者:于振杰
日期:2011-9-28
Plc及变频器在铝合金锯切机应用
摘要;plc及变频器用在锯切机提高生产效率及产品的
合格率,提高设备自动化程度,对企业的效益是十分有益的,企业不能只注意设备的利用率和最佳功能,还必须重视设备的保养与维护,它是企业生产先行官
1.原设备操作系统老化以手工操作为主,设备设置不合理,送料系统一个速度运行不变速,导致定尺经常创坏,尺寸不准影响产品质量,影响客户定单。进退锯用手工操作非常费力,速度和效率不高。经过在同行业走访和查看了解使用的设备为依据进行对老设备进行改造,实现自动化,提高生产效率使用,使用plc及变频器注意安装环境,正常维护保养。
2.变频使用注意事项, 由于使用方法不正确或设置环境不合理,将容易造成变频器误动作及发生故障,或者无法满足预期的运行效果。为防患于未然,事先对故障原因进行认真分析显得尤为重要。外部的电磁感应干扰如果变频器周围存在干扰源,它们将通过辐射或电源线侵入变频器的内部,引起控制回路误动作,造成工作不正常或停机,严重时甚至损坏变频器。提高变频器自身的抗干扰能力固然重要,但由于受装置成本限制,在外部采取噪声抑制措施,消除干扰源显得更合理、更必要。以下几项措施是对噪声干扰实行“三不”原则的具体方法:变频器周围所有继电器、接触器的控制线圈上需加装防止冲击电压的吸收装置,如R
C吸收器;尽量缩短控制回路的配线距离,并使其与主线路分离;指定采用屏蔽线回路,须按规定进行,若线路较,应采用合理的中继方式;变频器接地端子应按规定进行,不能同电焊、动力接地混用;变频器输入端安装噪声滤波器,避免由电源进线引入干扰。
安装环境, 电源异常, 雷击、感应雷电, 电源高次谐波
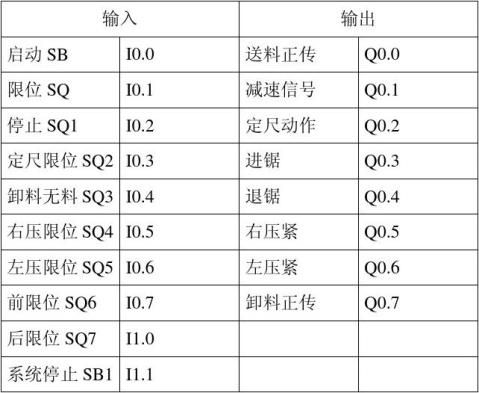
3 ,plc使用注意事项,可编程序控制器(以下简称PLC)是在程序控制器和微机控制的基础上发展起来的微机技术跟继电器常规控制概念相结合的产物,从广义上讲,PLC是一种计算机系统,比一般计算机具有更强的与工业过程相连接的输入输出接口,并已成为自动化控制系统的基本装置。PLC已经广泛应用于机械、冶金、化工、汽车、轻工等行业中,已基本取代了传统的继电器和接触的逻辑控制。用PLC来控制系统设备,其工作的可靠性要比单纯继电器和接触器控制大大提高。就PLC本身而言,平均无故障时间一般已可达3万~5万小时:而三菱的F系统,据称其平均无故障时间已达30万小时。所以,整个PLC控制系统的可靠性,主要取决于PLC的外围设备,比如输入器件中的行程开关、按钮、接近开关,输出器件中的接触器、继电器和电磁阀等。另外,从软件程序的编制来考虑,如果能编制出一个带有监控的程序,对提高设备利用率,发挥设备的最大效率。 4 铝合金锯切机工作流程及周边设备如下;附图解释。工艺流程如下,按下启动按钮SB1→定尺得电→送料电机正传→减速限位
接通送料电机减速运行→停止限位接通送料停止→左右压紧动
作压下→进锯→前限位接通→定尺断电,右压紧断电,卸料电机
正传,退锯开始→5秒后左压紧断电→退锯后限位接通停止退锯
→卸料床检测无料信号接通→定尺再次得电动作→下一个周期
开始→需要停止按下停止按钮,系统停止运行。;
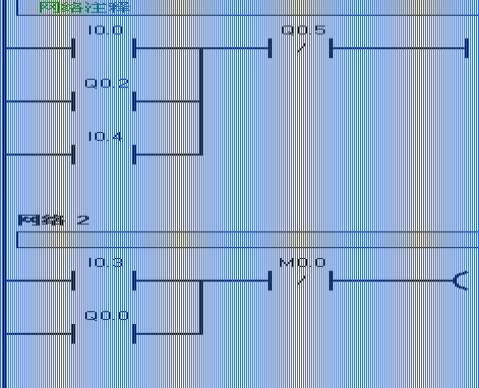
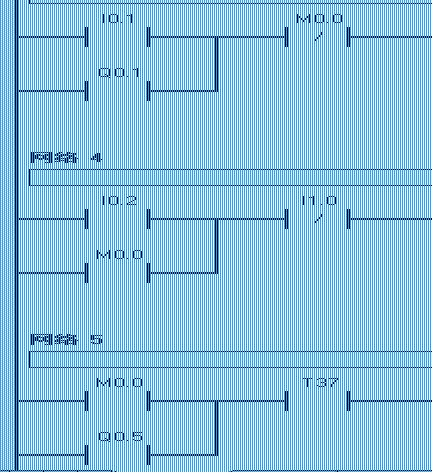
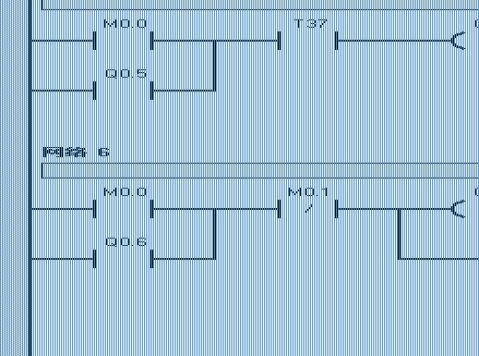
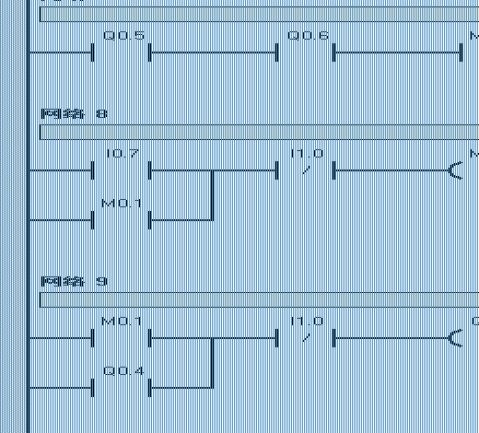
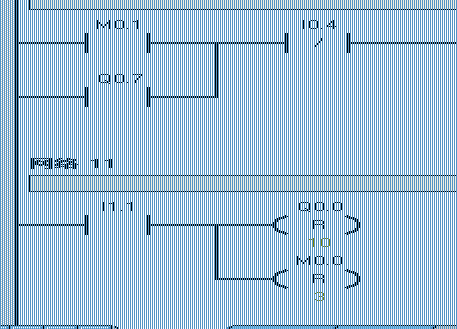
4.1锯切机工艺流程梯形图;
4.3 I/O分配表
5.为了使系统更加完善编程个使用子程序,思路会更加清晰。使用触摸屏功能强大控制和显示集于一体性能稳定。