
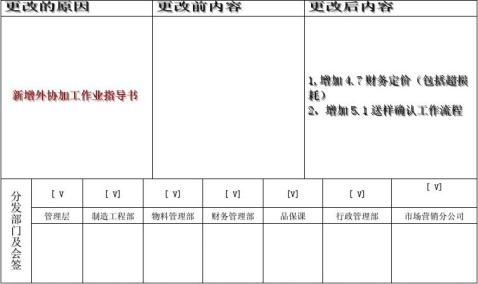
1. 文件更改(或新增)应由相关文件的编制部门提出申请并填写本表交文管部门;由于本
更改引起的相关文件更改应在更改原因之栏填写;
2. 文件更改之更换(或换页)应按规定对发放(或回收)作好相应的记录;
3. 回收的作废文件应进行销毁(或按规定另行处置)并作好相应记录,作废的原件应按规
定作好标识并保留。 一、目的
为确保本厂委外加工或由本厂提供原材料委外加工的产品之交期、品质得到有效的控制。确保

产品符合公司要求。
二、适用范围
适用于本厂生产产品之部分工序或半成品、成品委外加工管理。
三、定义
无
四、职责
4.1采购课负责选择委外加工单位及一切商务活动,并签订委外加工协议.
4.2计划课负责根据本公司现有资源及客户订单需求,确认内部无此工艺能力及生产能力时申请委外加工,并填写书面的《委外加工申请单》。
4.3研发课负责提供图纸等资料,并负责对委外加工单位的样品确认。
4.4品保课负责委外加工产品的验收包括检验试验和辅导工作。
4.5仓库负责委外收,发,退货等出入库物料之数据处理工作。
4.6 PE课负责委外加加物料工艺制订及辅导工作。
4.7 财务负责对外协加工产品进行核价,提供成本分析表。且负责提供对委外加工单位之超损耗材料的单价。
4.8 采购课根据财务提供的产品成本分析表与外协商进行商务洽谈,报价单最终由经理审核,副总批准。
4.9 其它相关职能部门配合上述部门实施本程序。
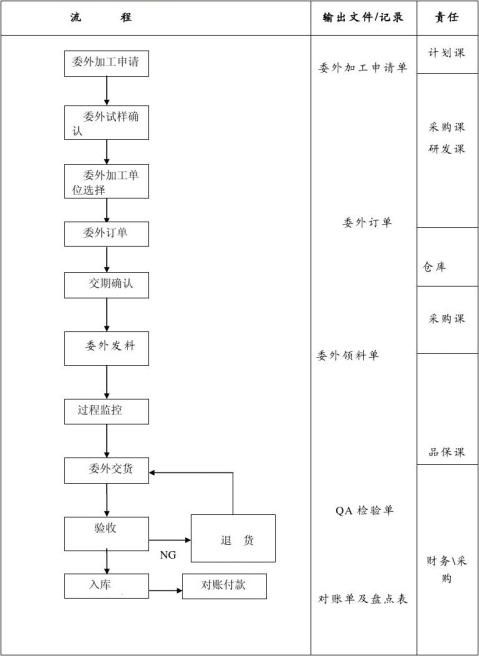
五,工作流程
5.1委外加工产品之样品提交确认
5.1.1当计划课需要委外加工产品时,应提前提交需要委外加工产品的信息,并准备好需要委外加工单位试样的原材料。
5.1.2采购课收到计划课的需求信息后负责以需求打样的方式将试样原材料交给委外加工单位,并跟进试样进度。
5.1.3采购课将委外加工单位提交的样品交由研发课确认,并给予签板确认。
5.2委外加工审请
5.2.1当公司产品需要委外加工时,由计划课填写《委外加工申请单》交由部门经理及副总审核批准后交由采购课。
5.2.2采购课负责选择委外加工单位(主要根据委外加工单位人员,机器配备能力来选择委外加工单位)。
5.2.3采购课接到书面《委外加工申请单》后必须从有研发确认的样品委外加工商进行选择,且选择合适的委外加工单位进行加工,并提交书面的《委外订单》给需要加工的委外加工单位,委外订单提交给委外加工单位时必须经部门主管及以上和副总审核批准后,交由委外加工单位签字确认并执行。
5.3委外发料
5.3.1 计划课根具《委外加工申请单》上的开工日期准备好委外加工物料,并通知采购课委外发料。
5.3.2 采购课必须根据BOM的展开将计划准备好的物料出《委外领料单》,且此委外领料单必须由采购主管及以上审核,副总经理核准后交由仓库,仓库根据此委外领料单进行确认数量,型号后发给委外加工单位。
5.3.3 对于附近的委外加工单位可以指定领料人在本厂仓库按委外领料单进行领料。
5.3.4 对于非附近的委外加工单位则需要采购员将相应的委外领料单交采购主管及以上审核并由采购副总批准后按“东莞仓外协加工品收货“流程进行操作。
5.3.5 仓库人员根据委外领料单进行备料且发料。
5.4 委外加工过程监控
5.4.1 采购课按《委外订单》上的交期与委外商进行交期确定,并及时回复给计划课。采购课按《委外订单跟踪表》适时联络委外加工单位跟进交期进度及品质状况,若有异常提前与计划品保进行协调。
5.4.2 采购课建立委外加工单位供货业绩评价表,需每半年对各委外加工单位进行按《采购过程管理程序》的表三进行评价。
5.5 委外产品的验证
5.5.1 对于需要委外的物料必须经公司品保检验确认合格后方能委外发给委外加工单位。
5.5.2 对于附近的委外加工单位加工的产品到公司后,依据《进料检验作业流程》有关规定进行收货检验。
5.5.3 对于非附近的委外加工单位(如在东莞地区)则必须将加工后的产品送到东莞办事处,由东莞办事处按“东莞仓外协加工品收货“流程进行操作。
5.5.3 对于验收发现的不合格产品依据《不合格品控制程序》有关规定执行。
5.4.4 对于委外加工单位加工产品因品质异常导致退货时,委外加工单位应按有关合约规定及时处理。如不合格品由本厂处理,委外加工单位应承担相应费用。
5.6 对于外协加工单位超损耗部份的物料,需要领取时,必须由委外加工单位通知采购课,采购课按委外加工单位的提供的数据从系统外出具一式三联的委外超领单由主管及以上签字,采购副总审批后交给计划课。计划课按此委外超领单的数量进行备料,然后再由采购课从系统中出具委外超领单由主管及以上审核,采购副总批准后交给仓库。再按正常委外领料单进行操作。但是委外加工单位必须承担此部份的物料费用。
六,委外加工单位的对账核销过程
6.1,委外加工单位于每月月底之前提交对账单及盘点表给采购课,采购课将此对账单及盘点表提交给财务对账。确认后交采购课,采购课再同外协加工单位进行核对,确认无误后由财务做账。
6.2,财务按合同规定日期进行付款。
参考文件:
6.1 《采购过程管理程序》
6.2 P420-WI08-151《进料检验作业流程》

第二篇:大米加工作业指导书
大米加工作业指导书
一、目的:
作业指导书的编写是为提高大米加工品质和数量,维护操作人员的人生安全及提高操作人员对设备结构、性能和使用方法的认识,延长设备的使用寿命,规范生产过程,切实从源头加强大米质量安全的监督之目的。
二、适用范围:
作业指导书适用于大米生产车间操作员工作岗位。
三、实施细则:
(一)开车前的准备工作:
1全面了解原粮及所需加工成品粮的质量情况,做到不符合质量要求的原粮作出相应措施进行加工。
2检查各个机器部件,吸除尘系统以及电气控制设备的完好情况,如有破损的,应进行整修或掉换。
3检查各设备进出口处,各玻璃管道有无阻塞现象。
4对机器设备可转动部分,应先用手盘动,检查各轴承的润滑情况。
5经常检查各传动带(三角带及运粮传动带)的松紧度及接头的牢固程度。对于有问题的,应给予纠正。
6检查各筛选设备筛孔的通顺情况,筛面松紧度和筛面磨损程度,如有不符合要求,应给予纠正更换。
7对新检修完毕的机器设备,要检视有无工具、零件留在机器内。
8预先领好运转中需用的备品和物料。
9如遇清仓换批,应将仓设备及管道积存粮粒全部清出。
10检查齿轮变速箱内测量,如发现油量不够,应及时加油。
11检查各玻璃管有无破损情况,如有,应给予更换。
12彻底清除磁栏中的矿物质。
13各工序的操作人员,除做好上述工作之外,根据工艺过程不同,还应做以下工序: 13.1稻谷清理工序:
13.1.1根据原粮粒形大小,调整好各道筛选设备的筛面。
13.1.2根据原粮的含杂、水分情况,对筛选设备的筛面倾角及风门等作初步调节。 13.2砻谷和谷糙分离工序:
13.2.1胶辊砻谷机:
13.2.1.1熟悉原粮品种和质量情况,检查净谷纯度,选择技术参数,确定操作方法; 13.2.1.2胶辊使用前须核正静平衡;
13.2.1.3检查胶辊两端紧固螺丝、三角皮带有无松动现象;
13.2.1.4检查胶辊有无大小头,正边及表面有无铁钉或硬物嵌入;
13.2.1.5试测胶辊轧距是否适合和两端是否平齐;
13.2.1.6胶辊硬度是否适合,线速是否适合;
13.2.1.7测定快慢辊直径。为保持快、慢辊之间线差,快辊比慢辊直径稍大些,但最大不超过4mm,变速时应按变速标牌规定的直径相应变档,车未停定严禁变档。
13.2.1.8开车前两胶辊间如有稻谷阻塞时,先用手盘动,清理其中稻谷。
13.2.2稻谷分离方面应检查下列各项:
13.2.2.1稻壳间有否阻塞;吸风管道有否破损;
13.2.2.2吸入式旋风集尘器收集稻壳,应检查关风器(或压力门)有否阻塞及密闭状况是否良好。
13.3谷糙分离应检查下列各项:
13.3.1检查分离筛观察窗内有无杂质堵塞,如有应将其清除。
13.3.2检查分离筛内分离板有无杂质,分离板有无磨损。
13.3.3检查分料板是否灵活,能否保持物料的正常分离。
13.4碾米工序:
13.4.1根据糙米的品种、水份和加工成品的精度要求,调节好米刀与砂辊或铁辊的间距,配好米筛,初步确定具体操作方法。
13.4.2检查碾米机米筛、在碾辊、压条、米刀、米机盖及其他部位有无磨损,是否装好。 13.4.3检查各机器进出口、内腔以及吸糠风选器有无杂物或粮灰堵塞。
13.4.4将标准米样板在碾米机附近固定地点,便于在生产中随时核对。
13.4.5碾米机严禁采用“打吊”(糙米不经存料斗,直接冲入碾白室)的操作方法,以避免大量增加碎米和产生糙白现象。
14各项工作准备就绪后,应用信号或口头与有关工序联系,待全部准备妥当后,才准按工艺顺序开车(但须先开通风机)。
(二)开车后的注意事项:
1机器开动后,应作短时间的空车运转,以察看备转动部分正常与否,要求机体运转平稳,不得有不正常的振动和异声;
2各种设备的进料闸门必须在空车运转正常后才准开启;
3经常检查各道机器设备流量的均匀程度,对发现有过厚过薄或走单的情况,应即进行调整;对进口,出口处的杂物随时清除;
4随时注意各机器设备的效能,如有效率降低或不正常情况发生,应检查原因,采取措施; 5运转中的稻谷的水分及含杂情况有变化时,应随时对流量及筛在角度进行调;
6所有转动部分的轴承应随时检查其温升情况;
7运转的传动带应张紧适宜;
8随时注意检查各机器设备的负荷情况,不得超负荷运转;
9随时检查各设备出口物料是否达到规定指标;
10经常检查各玻璃管道有无堵塞现象。
(三)设备操作的注意事项
1、提升机;初清振动筛;振动清理筛;
1.1开车前,检查振动清筛各筛面的筛孔有无堵塞现象,如有应更换或清理筛面,生产过程中,应每二小时清理筛面一次;
1.2检查筛面紧固螺丝有无松动现象或其他结构有无松动现象;
1.3清理出口处杂质,以免发生堵塞;
1.4随时检视振动筛吸风系统杀虾笼有无堵塞和粮粒被吸走现象;
1.5定期检查斗式提升机的畚斗是否破损,如发现及时更换,流动轴承每月加油一次。
2、比重去石机:
2.1要经常保持进料流量均匀及物料在筛面上分布均匀,严防流量忽大忽小现象,及时清理料斗下料口,以防堵塞;
2.2工作筛面要保持平整,不得有不平整表面现象,筛面磨损后,要将筛面更换。拆卸筛面时,要严禁重物压筛面;
2.3要经常保持筛面及匀风板畅通无阻;
2.4要经常检查各橡胶支座损坏与否,各固定件有无松动现象;
2.5筛面在开车前应预先铺上一层物料,以免开车时由于物料不能及时铺满筛面,而因
气流分布不均所产生石中含粮过多的现象;
2.6工作时要勤检查净谷含石和石中带粮的情况,发现问题及时找出原因,以便采取处 理措施;
2.7调节流量控制进料闸门,使流量符合要求,再调节分料装置,使两进料流量均匀, 而后调节料斗压力门两侧拉伸弹簧拉力,使料斗内存有一定数量的物料,并能均匀下料。料 斗下缓冲槽的角度应调到物料能缓慢地散落至去石板为宜;
2.8在正常情况下,物料在去石板上应呈松散悬浮状态,但料层又不被吹穿,否则,应 调节风量;
2.9没料及时停车,以免影响其筛理效果。
3、胶辊砻谷机:
3.1开车时,其流量应与谷糙分离密切配合,其脱壳率应在85%-95%
3.2开车后应立即检查大糠分离情况,如糙米含大糠过多,应开大风门,如大糠含粮应关小风门,确保大糠分离最佳状态;
3.3检查清板是否落料均匀,应避免压力过大而产生胶辊温度高损坏胶辊。
4、谷糙分离机:
4.1开机前将糙米分流闸板并闭,避免糙米含谷过多,待筛面流量符合谷糙分离要求,糙米中没有谷粒时才开启闸板;
4.2工作时,观察分离筛的谷糙分离效果,根据分离情况,调整净糙及回砻谷分料板,使其达到最佳位置,回砻谷含糙不超过10%;
4.3随时检查净糙含谷与否,如净糙有谷,必须将分流闸板关闭,使其回流;
4.4注意传动部分的润滑,及时更换设备的易损零件;
养筛,确保糙米不含谷粒。
5、碾米机:
5.1开车后,待设备运转正常,再开启进料闸门。调节流量和精度时,应注意动力负荷不可超载(应在明显地位单独安装电流表)。再调节压力门的松紧;
5.2刚开车进,在碾米机各部分尚未调节合适以前,碾出的不合规定精度的白米,应重新复碾;
5.3经常核对出机白米精度与标准米样是否相符,同时注意白米含碎和含杂情况;
5.4停车时,必须先关闭进料闸门,将压力门用力拉开,避免机内的米粒出不来被碾碎,待机内没有米流出再停车。最后流出精度不合规定要求的白米,应留在下班回机重碾;
5.5砂辊磨损后,如发现表面有不平现象,应及时修整;
5.6螺旋推进器和拨料铁辊突筋磨损到影响额定产量时,应予掉换;
5.7随时清除白米出口积糠,避免出口阻力加大,而影响白米精度和产量;
5.8进、出口衬套在即将磨穿时,就予以更换;
5.9经常检查玉糠含整米情况,以免造成浪费。
6、白米分级筛:
6.1检查筛面筛孔有无堵塞现象,如有,清理或更换筛面;
6.2正确掌握流量;
6.3经常检查橡皮球的清理功能是否减弱和筛面磨损程度;
6.4经常检查成品含碎,碎米含整米情况,发现问题及时调整。
(四)节约能源,降低消耗
1、在正常生过程中,努力节约能源,降低成本,开车时应按工艺流程顺序依次启动,做
到料到开车(即物料流到作业机再开车)应避免没料空转浪费电源;
2、停车时应按工艺流程顺序依次停车,做到无料即停车,应避免没料浪费电源;
3、合理使用胶辊,严格按操作规程进行操作,力争每对胶辊生产稻谷棕色110万市斤、 白色140万市斤、聚胺脂300万市斤,力求降低胶辊消耗,达到降低成本的目的;
4、各传动皮带如发现松软应及时张紧,以免产生皮带滑动发热增加皮带损耗;
5、凡因变换品种和停机修理,应将全部设备内的物料清理干净,以免粮粒长时间停留在 机内变坏;
6、凡在停机前应将车间各部位的粮粒打扫干净,避免造成浪费。
(五)维修保养
1、下班时,提前一小时按各岗位全面打扫卫生,做到车间设备无尘;
2、每星期六为检修日,检修应按本周的生产情况所发现的问题进行检修,如加油、换畚 斗、紧皮带、清筛、换筛、换辊等;
3、每月一小修,可根据生产情况安排三天时间处理在检修过程中未能完成的小修项目, 如更换损件等;
4、每季一中修,可根据生产情况安排一周时间进行小修未能完成的中修项目,如更换不 能再使用的设备;
5、每年一大修,可根据生产情况安排半个月或一个月时间地进行大修,如更新设备及工艺等