一、实验目的..................................... 3
二、实验所需零件................................. 3
三、实验内容及步骤............................... 3
四、设计的灯光追逐器组装工艺流程图................ 4
五、改进后的灯光追逐器组装工艺流程图.............. 5
六、改进前的动素图............................... 6
七、改进后的动素图.............................. 10
八、改进前后工艺流程图和动素图分析............... 12
九、实验总结:.................................. 14
一、实验目的
1.学会正确使用工艺程序分析的符号。
2.掌握工艺程序分析的方法。
3. 掌握工艺程序图的绘制方法。
4. 进行动作分析,确定标准组装动作。
5. 设计生产组装线,并分析:工序的个数、节拍、组装时间
二、实验所需零件

三、实验内容及步骤
本实验通过了解灯光追逐器的工作原理,熟悉其结构组成。通过阅读灯光追逐器的装配资料,全面掌握灯光追逐器的装配工艺过程。最后画出它的工艺流程图,进行如何设计组装流水线的分析。具体实验步骤如下:
1.选择灯光追逐器为研究对象,通过组装熟悉它的组成,掌握各部件的名称。
2.观看装配过程的录像或图片,并结合装配资料进行实际的装配。
3.从第一道工序到最后一道工序,将安装过程的每一道工序的工艺内容都要记录清楚。
4.按照工艺程序图的画图规则,在已准备好的工艺程序表格上绘制其工艺程序图。
5.详细分析各个动作所花的时间、顺序等情况,发现影响效率的原因和存在的问题。
6.提出改善方案、措施,并对其进行反复修正,得出最终的改进方案。
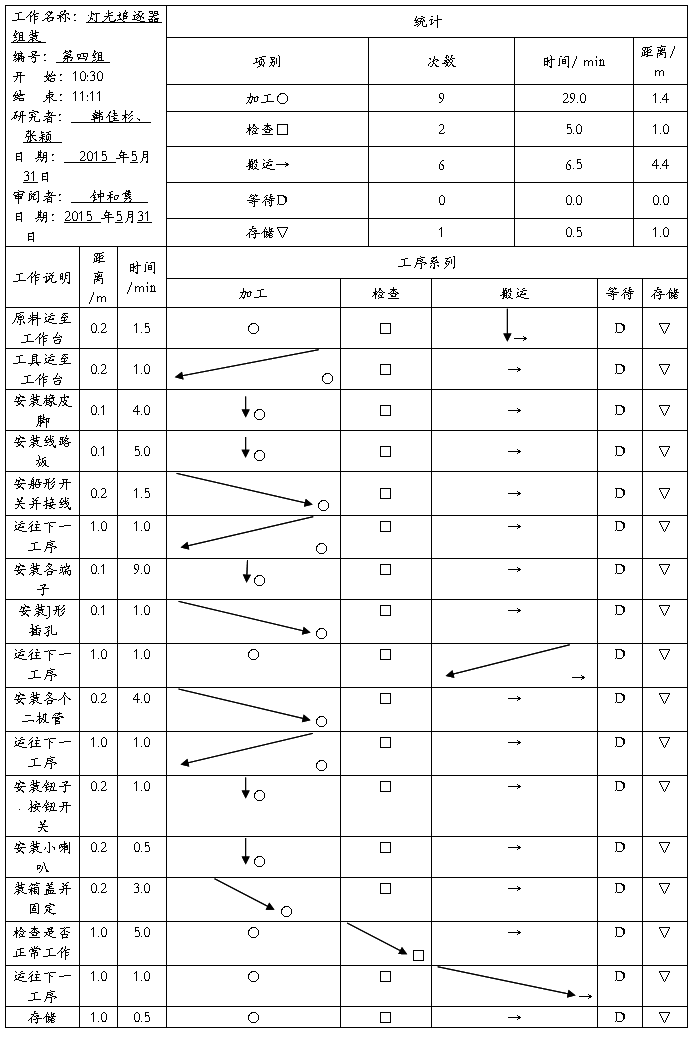
四、设计的灯光追逐器组装工艺流程图
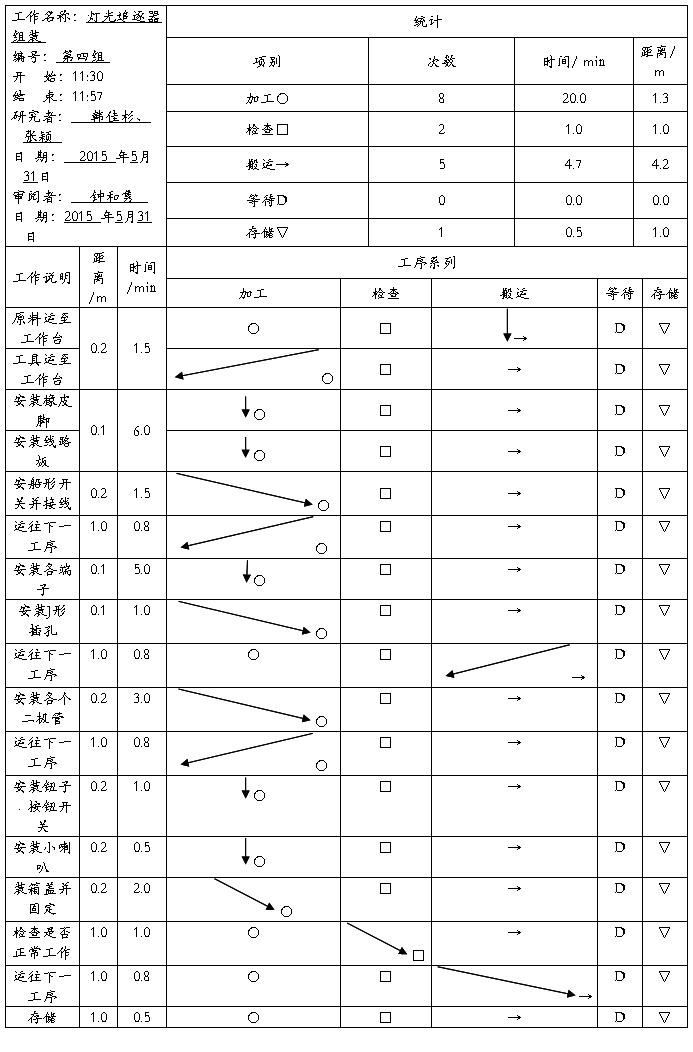
五、改进后的灯光追逐器组装工艺流程图
六、改进前的动素图

七、改进后的动素图

八、改进前后工艺流程图和动素图分析
1.改进前,我们分两次将原料和工具“移动”运至工作台,共耗时2.5min,改进后,我们同时进行原料和工具的“移动”,共用时1.5min,通过分工协作节约时间1.0min。
2.安装橡皮脚和线路板的工序中,改进前,我们对装配任务顺序的不熟悉,导致先安装了两个橡皮脚之后发现其紧前作业为安装线路板,对安装好的两个橡皮脚进行了“拆卸”,重新进行橡皮脚和线路板的“装配”,导致两项工序耗时9.0min。改进后,对改进前的“可避免延迟”进行了改进,改进后用时6.0min,节约时间3.0min。
3.在安装各端子的工序中,改进前,我们先“拧松”四芯端,再“装配”到接口上,再“拧松”五芯端,再“装配”到接口上,最后“拧松”六芯端,再“装配”到接口上,且小组为两名女生成员,“拧松”和“装配”这两个动作总共耗去差不多9.0min。改进后,我们一次性“拧松”所有芯端,再一次性“装配”上去,并且两位同学分两路同时进行,总共耗去差不多5.0min,节约时间4.0min。
4.在安装二极管工序中,改进前,我们在“计划”每个二极管的对应位置上存在着“不可避免延迟”,“装配”用时4.0min,但是在改进后,我们对流程的熟悉,“装配用时”3.0min,节约时间1.0min。
5.在装箱盖并固定工序中,改进前,小组内一个人进行“对准”、“拧紧”螺丝,四个螺丝的分别拧紧,耗时3.0min,改进后,两个人同时进行“对准”、“拧紧”螺丝,四个螺丝耗时2.0min,节约时间1.0min。
6.在检查是否正常工作的工序中,改进前,我们的二极管有一处不亮,进行了“拆卸”,对零件进行了检查,耗时5.0min,改进后,我们在整个流程中格外注意,检查时,二极管均能正常发光,耗时1.0min,节约时间4.0min。
7.改进后我们列出了作业任务及相互关系,严格执行,导致整个流程效率提高。作业任务及相互关系图如下:

8.在运往下一工序的工序中,改进前,四次“移动”,总共耗时4.0min,改进后,小组成员对流程的熟悉,总共耗时3.2min,节约时间0.8min。
九、实验总结:
1.通过本次灯光追逐器的实验,我们学会了正确使用工艺程序分析的符号,掌握了工艺程序分析的方法以及工艺程序图、动素图的绘制方法。
2.并通过对工艺流程图和动素图的分析,确定标准的组装动作和作业任务图。
3.在充分实验和充分分析工序个数、节拍、组装时间等因素下,设计了高效率的生产组装线。
4.在整个流程的分析中,我们通过分析工艺的紧前作业,来进一步确定了可以同时完成的任务,采用联合作业法,由组内成员同时进行,进一步节约了时间。
5.在小组成员的配合之中,我们发现双手配合,双人合作是一种提高效率的好方法;也通过在对工艺的不断熟练中,掌握了工艺的窍门,从而节约了时间,改进后的工艺,在整体上节约了14.8分钟。
第二篇:生产计划与控制——Project实验报告
生产计划与控——Project实验报告
*** 工业工程1101
20##年4月23日星期三
1 实验目的:
1) 了解并学习MS Project 2010的基本操作。
2) 掌握巩固能力计划的基本原理。
3) 学会用MS Project 2010做基础的能力计划并优化。
2 题目:
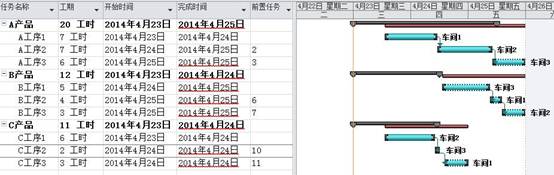
拥有3个车间,每一车间各拥有一台机器的某一工厂对A、B、C ,3个订单进行负荷分配。各订单所要经过的工程顺序和工程时间如表,车间里移动/待机时间可以忽略不计。

问题补充:
1) 车间生产能力是:8机器时间/天。
2) 不得加班。
分析:
A,B,C三笔订单的产品均需要按照一定的工序在三个车间完成加工,所以机器预加工某一产品时,若此产品前一道工序未完成,则机器或者等待前一道工序完成,或者加工其他产品。另外由于每个车间只有一台机器,因此每个车间每次只能加工一种产品。
3 操作步骤:
a)  输入数据并确定各前置工序:
输入数据并确定各前置工序:
此时发现表中提示有过度分配,即一天的工作时间超过了车间生产能力。
b) 点击工作组规划器,可查看具体问题所在:
由图可知,在车间1,A的工序1与B的工序2有重叠,在车间A的工序2与B的工序3有重叠,因此要对这一部分进行优化。重新排定时,应该严格按照工序来,并保证不超过交货日期。
4 优化:
日程排定方法有两种:
1) 顺序生产,即要求生产越快开始越好。
2) 逆序生产,即要求生产越慢开始越好。
现分别按这两种方式进行优化:
a) 顺序生产,则优化结果如下:

做了如图优化以后,既保证歌订单的交货期,且生产不冲突。
优化后计划如下: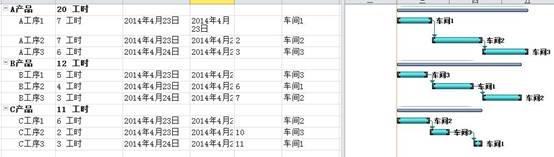
b) 逆序生产,优化结果如下:
 优化后计划如下:
优化后计划如下:
5 总结:
采用以上两种方式中的任何一种,都可以在交货日期之前完成生产,并且不会超过生产能力,基本达到了优化的目的。