河南工业职业技术学院


题 目: 铣槽夹具设计 专 业 : 数控技术与机械加工 班 级: 姓 名: 学 号: 指导老师: 20xx年9月
目 录
一、工装夹具设计任务………………………………………………4
二、夹具设计方案的确定……………………………………………5
1、基准面的选择、夹具体方式的确定
2、定位方式及元器件选择
3、夹紧方式及元器件选择
4、装配方案
5、夹具结构图
三、主要零件设计的说明……………………………………………8
1、夹具体
2、压板
3、其他机构主体
4、加紧器件
四、定位误差分析与计算……………………………………………6
五、夹具的装配要求…………………………………………………10
六、夹具的使用说明…………………………………………………11
七、本次课程设计小结、体会及建议………………………………12
八、参考资料…………………………………………………………13
2
序 言
机械制造工艺装备设计是一个非常重要的学习环节,它一方面要求我们通过设计能获得综合应用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,这也是以后做好毕业设计进行一次综合训练和准备。
为了提高劳动生产率,保证加工质量,降低劳动法强度,需做一种专用夹具,省去加工中繁琐的工序。我们已经学习了机械制造工艺和夹具,对夹具设计有了初步的了解。对于一种批量较大的产品可设计制造一种专业夹具,操作迅速方便,减少了工人的劳动量,可获得较高的加工精度和生产率,对工人的技术水平要求也相对较低。但专用夹具设计制造周期长、夹具制造费用较高。专用夹具的针对性极强、没有通用性,很明显只能适用于产品相对稳定的大批量生产中。
由于本人所学知识有限,设计能力有限在设计中难免会有许多错误和不足,恳请各位老师批评指正。
3
一、夹具设计任务
1、产品零件图
其余
2、产品的重点技术要求分析
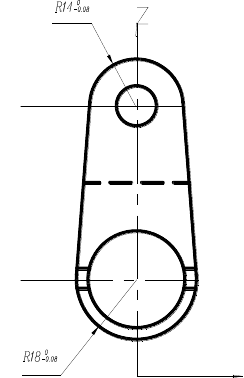
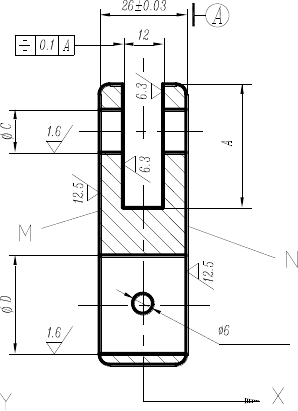
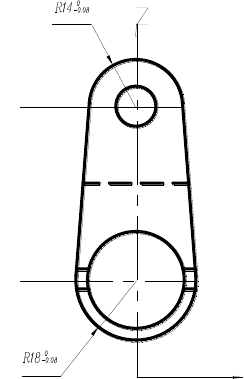
零件名称为传力杆,为铸件,本工序铣削加工12 mm 的直通槽,设计手动铣床专用夹具。
工件已加工过的大小孔径分别为Φ11
中心距为 42±0.02 mm,厚度为26?0.03
?0.03?0.0180mm和Φ24?0.0210mm,两孔mm。
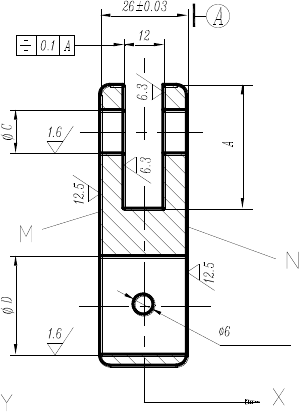
在加工槽时,槽的尺寸精度和表面粗糙度要求不是很高,由铣削直接加工就可以达到要求,其中槽的宽度由刀具的尺寸保证,槽的深度尺寸和位置精度由设计的夹具来保证。槽的位置包括如下两方 4
面要求:
2.1、加工槽的宽度为11mm,且两个侧面相对于中心面A
对称度为0.1mm;
2.2、加工槽的深度为32±0.2mm。
二、夹具设计方案确定
根据加工槽两侧面相对于中心面对称要求,需要限制工件X方向
转动自由度、Y方向转动自由度和Z方向转动自由度;根据加工槽宽
度和深度要求,需要限制工件X方向移动自由度和Z方向移动自由度。
但考虑到加工时工件定位的稳定性,可以将六个不定度全部限制。
工件相对中心面对称,要实现加工槽两侧面相对中心面对称的要
求,且根据基准重合的原则应
选A面作为定位基准,但A面
实际不存在,故可选工件的两
侧面M或N的任一面作为定位
基准,限制三个不定自由度,
此为第一定位基准。
由加工槽深度要求,
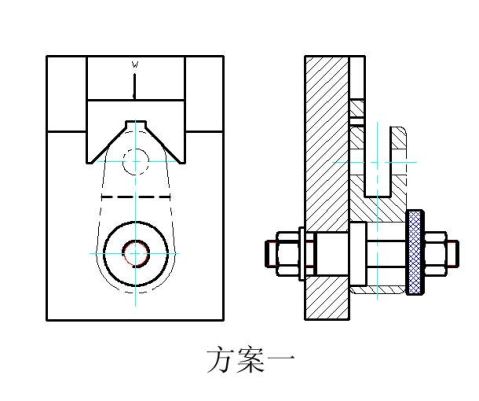
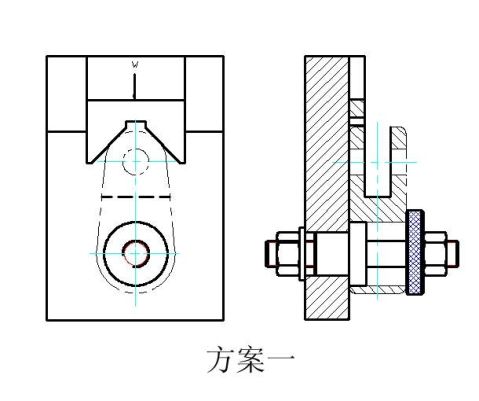
方案一:如右图所示
孔O2及O1为第二和第三定位基准,通过固定圆柱销及V形块实
现定位;
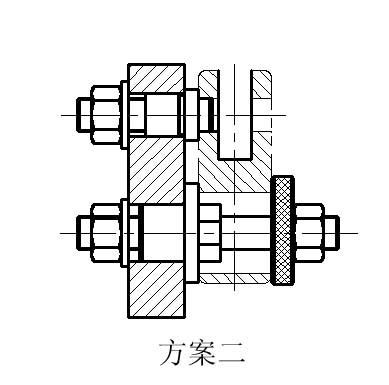
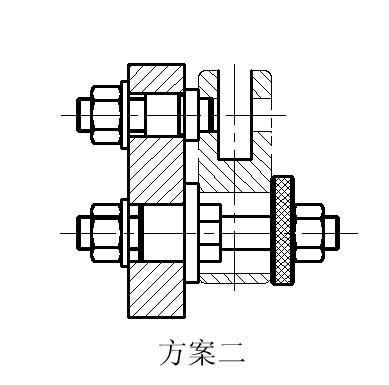
方案二:如下图所示
5
可以选择孔O1及O2为第二
和第三定位基准,通过图中所示
的固定式圆柱销及菱形销实现定
位。
经分析,第一种方案以圆柱
和V形块组合定位时,要受到外
圆加工精度的影响,由于外圆表
面系毛坯铸件不能保证工件的加
工要求,加上V形块比较薄且夹住工件一边,不易夹紧。所以采用第二种方案,即以孔O1及O2为第二和第三定位基准,对两孔采用固定式圆柱销及菱形销定位,此方案实现了工件的完全定位,无重复定位,方案可取。
1 、基准面的选择、夹具体方式的确定
选择孔O1及O2为第二和第三定位基准
2 、定位方式及元件选择
用固定式圆柱销及菱形销实现定位
3、 加紧方式及元件选择
对此工件的铣削加工,我们
所采用的是一面和两个定位销的
原理,而且我们拟定采用的是手
动夹紧,为了节约成本,我们采
用一个压块,一个螺母对其压紧,
6
夹紧方案的初步确定如右图所示(局部图):
根据工件上大孔的尺寸、菱形销、螺杆的尺寸大小,我们选用m10的压紧螺母,对压块的尺寸我们拟定为厚度5mm,直径为35mm。具体见附录中的零件图。
计算切削力
刀具:高速钢直齿三面刃铣刀。 D=80mm. Z=18 Fz?9.81Cf.afyF.aeuf.z
nf.Kfz
Cf?30,Xf?1.0,yF?0.65,uF?0.83,wF?0,qF?0.83
ap?16mm,ae?8mm,af?0.15,KFZ?0.67.
FZ?9.81?30?16?0.15?0.65?8?0.83?1880?0.83?K?fz
=2448N 校核定位销:??F?AFr2
W??2248??112?10?4?0.60MPa?[?45] Q?L
tg(???1??)d0/2?r?tg?2根据公式:可知直径为10mm的螺杆和
m10的螺母能满足夹紧力的要求。
夹紧力:由于工作状态原因,切削力与夹紧力在空间上是相互垂直的。螺母提供的夹紧力足以夹紧,故无须验算。
4、 装配方案
对此方案,我们采用每加工一批工件,只安装调整一次夹具,通过试切数个工件来对刀的,此种方案对导引方案的要求很高,如右图 7
所示:
我们要保证的第一个精度是槽的
宽度11mm关于工件厚度方向上的对称中心的对称性如,第二个精
度为槽的深度即尺寸A。
所以对导引元件初步设计方案为
一个方形的块如右图所示,用于安装
在夹具体上。正确的安装方法见夹具
装配图。
5、 夹具结构图
夹具结构如图所示
三、主要零件设计的说明
1、夹具体
在夹具体设计方面,我们采用了一个直角块,来进行大体上的定位,而且要设置导引装置的安装位置,对各个面的要求见零件图,夹具体通过安装在夹具体上的定向键进而与铣床的工作台连接,从而实现对夹具的固定。
此夹具在有加强筋的情况下,具有足够的刚度与强度,安放稳定,工艺性好,实用安全。
2、压板
采用压块
8
3、其他机构主体
4、夹紧器件
我们拟定采用的是手动夹紧,为了节约成本,我们采用一个压块,一个螺母对其压紧
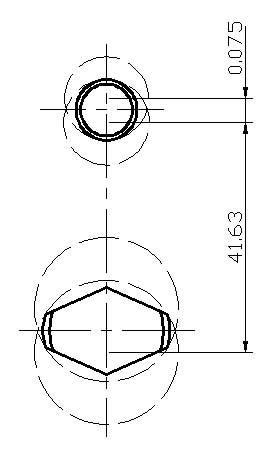
四、定位误差的分析与计算
现选取工件上两孔与两定位销的配合
均为H7/g6,则圆柱销的直径尺寸为
Φ11
Φ24?0.006?0.017mm,菱形销的圆弧部分直径尺寸为mm,b=5mm,B=d-3=24mm。圆柱销与?0.007
?0.020
菱形销之间的中心距为42±0.02 mm。
工件在夹具中定位产生的定位误差,其值应控制在工件相对尺寸或位置公差的
131~5,为此需对每一项工序加工要求逐一
进行分析。
2..1.1、对加工槽深尺寸A进行分析
加工槽的深度尺寸的工序基准为工件小孔外圆面的上母线,定位基准为圆柱销中心线,则
?定位(A)=?位置+?不重 =0.035+0.04=0.075mm
1
因?定位(A)值小于工序尺寸公差值(0.6mm)的5,故能满足工序加工要求。
9
2..1.2、对加工槽两侧面对中心面A对称度进行分析
加工槽的位置精度—对称度的工序基准是中心面A,而定位基准为第一基准平面,这里忽略基准的位移误差,则
?定位(对称度)=?位置+?不重=0+0.03=0.03mm
因?定位(对称度)值小于工序位置精度要求的公差值
1
(0.1mm)的3,故能满足工序加工要求。
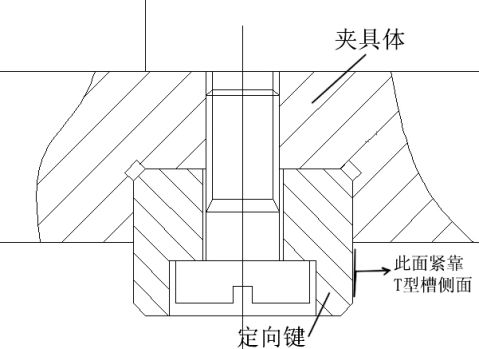
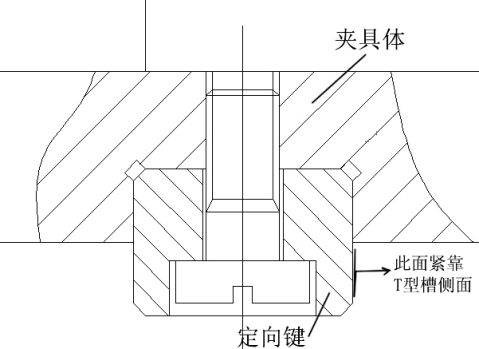
五、夹具的装配要求
铣床夹具依靠夹具体底面和定
向键侧面与机床工作台上平面及T
型槽相连接,以保证定位元件对工
作台和导轨具有正确的相对位置。
为了减小安装时的偏斜角??的误
差,安装定向键时应当使它们靠向T型槽的同一侧。
对定向键的设计方案如右图所示(局部图):
对定向键的直角部分都倒2*45°的倒角,在夹具体与定向键的连接部分中的直角开出凹槽,如图中的小凹槽。定向键与夹具体采用螺钉连接,至于定向键的大小要根据铣床工作台是具体情况而定,在此我们就不对定向键的尺寸大小进行说明。
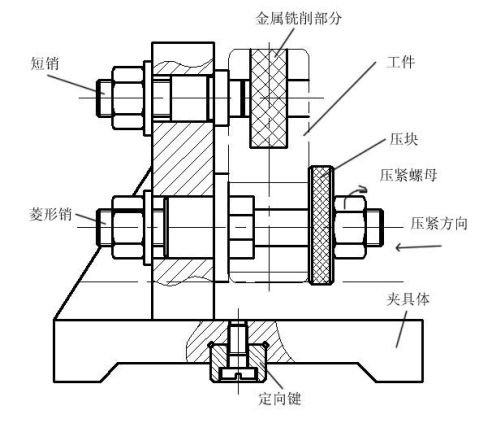
六、夹具使用说明
10
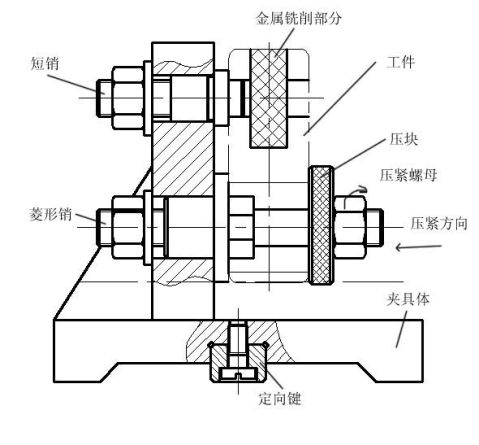
对此夹具各个零件的装配关系
见下图,下面我们来分析与说明它
的工件原理:短销通过夹具体上的
孔、本身的螺栓、螺母与夹具体紧
紧连接。菱形销也是能过同样的方
法与夹。具体连接而得到固定,菱
形销上设置一长螺纹
用于压紧螺母对工件的夹紧。
在夹具体的底平面上安装定向键用于与铣床工件台面的连接与定位。工件时,只要把压紧螺母、压块卸下,即可把工件套上去。利用一面二孔进行定位,当工件套上去后,先装入压块,再用压紧螺母进行夹紧。这时铣刀在导引装置的引导下对待加工工件进行加工,并且在导引装置的作用下完成铣床对工件的铣槽工序。
本夹具操作简单,省时省力,装卸工件时只需靠压板紧定螺栓的松紧即可轻松实现。
技术条件制定:
1、定位元件?15和?20相对于夹具底平面的平行度公差在100mm上为0.03mm。
2、夹具上与短销凸肩接触的垂直面相对于夹具底平面的垂直度公差在全长上为0.03mm。
七、本次课程设计小结、体会及建议
本课程设计主要培养学生综合运用所学的知识来分析处理生产
11
工艺问题的能力,使学生进一步巩固有关实际知识,把握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。
另外,这次课程设计也为以后的毕业设计进行了一次综合练习和预备。通过本次课程设计,我在下述各方面得到了锻炼:
(1)纯熟的运用机械制造基础、机械制造技术和其他有关先修课程中的基本实际,以及在生产实习中所学到的实践知识,准确的分析和解决某一个零件在加工中基准的选择以及工件的定位、夹紧等问题,从而保证零件制造的质量、生产率和经济性。
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。
(3)在设计过程中培养学生严谨的工作作风和独立工作的能力。 工艺装备课程设计是我们在学完了大学的全部基础课,专业基础课以及专业课后进行的。这是一项重要的实践性教学环节,也是在进行毕业设计之前对所学的各科课程一次深入的综合性总复习。因此,它在我们的大学三年生活中占有重要的地位。
由于能力有限、时间有限,设计尚有很多不足之处,希望各位老师给予指导。
八、参考资料
12
《机械制造基础》 冀秀焕 机械工业出版社 《机械制造工艺与夹具》 兰建设 机械工业出版社 《机械加工工艺手册》 杨叔子 机械工业出版社 《机械设计基础》 于兴芝 武汉理工大学出版社
《机械加工设备》
社
张普礼 机械工业出版13
第二篇:参考范例:工装夹具课程设计
河南工业职业技术学院


题 目: 铣槽夹具设计 专 业:机械设计与制造 班 级: 机制0905
姓 名: 罗 龙 海 学 号: 0101090537 指导老师: 刘吉彪
20xx年 10月
目 录
一、工装夹具设计任务………………………………………………4
二、夹具设计方案的确定……………………………………………5
1、基准面的选择、夹具体方式的确定
2、定位方式及元器件选择
3、夹紧方式及元器件选择
4、装配方案
5、夹具结构图
三、主要零件设计的说明……………………………………………8
1、夹具体
2、压板
3、其他机构主体
4、加紧器件
四、定位误差分析与计算……………………………………………6
五、夹具的装配要求…………………………………………………10
六、夹具的使用说明…………………………………………………11
七、本次课程设计小结、体会及建议………………………………12
八、参考资料…………………………………………………………13
2
序 言
机械制造工艺装备设计是一个非常重要的学习环节,它一方面要求通过设计能获得综合应用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,这也是以后做好毕业设计进行一次综合训练和准备。
为了提高劳动生产率,保证加工质量,降低劳动法强度,需做一种专用夹具,省去加工中繁琐的工序。我们已经学习了机械制造工艺和夹具,对夹具设计有了初步的了解。对于一种批量较大的产品可设计制造一种专业夹具,操作迅速方便,减少了工人的劳动量,可获得较高的加工精度和生产率,对工人的技术水平要求也相对较低。但专用夹具设计制造周期长、夹具制造费用较高。专用夹具的针对性极强、没有通用性,很明显只能适用于产品相对稳定的大批量生产中。
由于本人所学知识有限,设计能力有限在设计中难免会有许多错误和不足,恳请各位老师批评指正。
3
一、夹具设计任务
1、产品零件图
2、产品的重点技术要求分析
零件名称为传力杆,为铸件,本工序铣削加工12 mm 的直通槽,设计手动铣床专用夹具。
工件已加工过的大小孔径分别为Φ11
中心距为 42±0.02 mm,厚度为26?0.03
?0.03?0.0180mm和Φ24?0.0210mm,两孔mm。
在加工槽时,槽的尺寸精度和表面粗糙度要求不是很高,由铣削直接加工就可以达到要求,其中槽的宽度由刀具的尺寸保证,槽的深度尺寸和位置精度由设计的夹具来保证。槽的位置包括如下两方 4
面要求:
2.1、加工槽的宽度为11mm,且两个侧面相对于中心面A
对称度为0.1mm;
2.2、加工槽的深度为32±0.2mm。
二、夹具设计方案确定
根据加工槽两侧面相对于中心面对称要求,需要限制工件X方向
转动自由度、Y方向转动自由度和Z方向转动自由度;根据加工槽宽
度和深度要求,需要限制工件X方向移动自由度和Z方向移动自由度。
但考虑到加工时工件定位的稳定性,可以将六个不定度全部限制。
工件相对中心面对称,要实现加工槽两侧面相对中心面对称的要
求,且根据基准重合的原则应
选A面作为定位基准,但A面
实际不存在,故可选工件的两
侧面M或N的任一面作为定位
基准,限制三个不定自由度,
此为第一定位基准。
由加工槽深度要求,
方案一:如右图所示
孔O2及O1为第二和第三定位基准,通过固定圆柱销及V形块实
现定位;
方案二:如下图所示
5
可以选择孔O1及O2为第二
和第三定位基准,通过图中所示
的固定式圆柱销及菱形销实现定
位。
经分析,第一种方案以圆柱
和V形块组合定位时,要受到外
圆加工精度的影响,由于外圆表
面系毛坯铸件不能保证工件的加
工要求,加上V形块比较薄且夹住工件一边,不易夹紧。所以采用第二种方案,即以孔O1及O2为第二和第三定位基准,对两孔采用固定式圆柱销及菱形销定位,此方案实现了工件的完全定位,无重复定位,方案可取。
1 、基准面的选择、夹具体方式的确定
选择孔O1及O2为第二和第三定位基准
2 、定位方式及元件选择
用固定式圆柱销及菱形销实现定位
3、 加紧方式及元件选择
对此工件的铣削加工,所采
用的是一面和两个定位销的原
理,而且拟定采用的是手动夹紧,
为了节约成本,采用一个压块,
一个螺母对其压紧,夹紧方案的
6
初步确定如右图所示(局部图):
根据工件上大孔的尺寸、菱形销、螺杆的尺寸大小,选用m10的压紧螺母,对压块的尺寸拟定为厚度5mm,直径为35mm。具体见附录中的零件图。
计算切削力
刀具:高速钢直齿三面刃铣刀。 D=80mm. Z=18 Fz?9.81Cf.afyF.aeuf.z.Kfznf
Cf?30,Xf?1.0,yF?0.65,uF?0.83,wF?0,qF?0.83
ap?16mm,ae?8mm,af?0.15,KFZ?0.67.
FZ? 9.81?30?16?0.15?0.65?8?0.83?18?K?fz80?0.83
=2448N 校核定位销:??F?Fr
W??2248??11?10 ?0.60MPa?[?45] 根据公式:Q?L??)d0/2?r?tg?2tg(???1可知直径为10mm的螺杆和m10的螺母能满足夹紧力的要求。
夹紧力:由于工作状态原因,切削力与夹紧力在空间上是相互垂直的。螺母提供的夹紧力足以夹紧,故无须验算。
4、 装配方案
7
对此方案,采用每加工一批工件,只安装调整一次夹具,通过试切数个工件来对刀的,此种方案对导
引方案的要求很高,如右图所示:
要保证的第一个精度是槽的宽度
11mm关于工件厚度方向上的对称中心的对称性如
槽的深度即尺寸A。
所以对导引元件初步设计方案为
一个方形的块如右图所示,用于安装
在夹具体上。正确的安装方法见夹具
装配图。
5、 夹具结构图
夹具结构如图所示
,第二个精度为
三、主要零件设计的说明
1、夹具体
在夹具体设计方面,采用了一个直角块,来进行大体上的定位,而且要设置导引装置的安装位置,对各个面的要求见零件图,夹具体通过安装在夹具体上的定向键进而与铣床的工作台连接,从而实现对夹具的固定。
此夹具在有加强筋的情况下,具有足够的刚度与强度,安放稳定,工艺性好,实用安全。
8
2、压板
采用压块
3、其他机构主体
4、夹紧器件
拟定采用的是手动夹紧,为了节约成本,采用一个压块,一个螺母对其压紧
四、定位误差的分析与计算
现选取工件上两孔与两定位销的配合
均为H7/g6,则圆柱销的直径尺寸为
Φ11
Φ24?0.006?0.017?0.007
?0.020mm,菱形销的圆弧部分直径尺寸为mm,b=5mm,B=d-3=24mm。圆柱销与
菱形销之间的中心距为42±0.02 mm。
工件在夹具中定位产生的定位误差,其值应控制在工件相对尺寸或位置公差的
113~5,为此需对每一项工序加工要求逐一
进行分析。
2..1.1、对加工槽深尺寸A进行分析
加工槽的深度尺寸的工序基准为工件小孔外圆面的上母线,定位基准为圆柱销中心线,则
?定位(A)=?位置+?不重 =0.035+0.04=0.075mm

9
1
因?定位(A)值小于工序尺寸公差值(0.6mm)的5,故能满足工序加工要求。
2..1.2、对加工槽两侧面对中心面A对称度进行分析
加工槽的位置精度—对称度的工序基准是中心面A,而定位基准为第一基准平面,这里忽略基准的位移误差,则
?定位(对称度)=?位置+?不重=0+0.03=0.03mm
因?定位(对称度)值小于工序位置精度要求的公差值
1
(0.1mm)的3,故能满足工序加工要求。
五、夹具的装配要求
铣床夹具依靠夹具体底面和定
向键侧面与机床工作台上平面及T
型槽相连接,以保证定位元件对工
作台和导轨具有正确的相对位置。
为了减小安装时的偏斜角??的误
差,安装定向键时应当使它们靠向T型槽的同一侧。
对定向键的设计方案如右图所示(局部图):
对定向键的直角部分都倒2*45°的倒角,在夹具体与定向键的连接部分中的直角开出凹槽,如图中的小凹槽。定向键与夹具体采用螺钉连接,至于定向键的大小要根据铣床工作台是具体情况而定,在此就不对定向键的尺寸大小进行说明。
10
六、夹具使用说明
对此夹具各个零件的装配关系
见下图,下面来分析与说明它的工
件原理:短销通过夹具体上的孔、
本身的螺栓、螺母与夹具体紧紧连
接。菱形销也是能过同样的方法与
夹。具体连接而得到固定,菱形销
上设置一长螺纹
用于压紧螺母对工件的夹紧。
在夹具体的底平面上安装定向键用于与铣床工件台面的连接与定位。工件时,只要把压紧螺母、压块卸下,即可把工件套上去。利用一面二孔进行定位,当工件套上去后,先装入压块,再用压紧螺母进行夹紧。这时铣刀在导引装置的引导下对待加工工件进行加工,并且在导引装置的作用下完成铣床对工件的铣槽工序。
本夹具操作简单,省时省力,装卸工件时只需靠压板紧定螺栓的松紧即可轻松实现。
技术条件制定:
1、定位元件?15和?20相对于夹具底平面的平行度公差在100mm上为0.03mm。
2、夹具上与短销凸肩接触的垂直面相对于夹具底平面的垂直度
11
公差在全长上为0.03mm。
七、本次课程设计小结、体会及建议
本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关实际知识,把握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。
另外,这次课程设计也为以后的毕业设计进行了一次综合练习和预备。通过本次课程设计,我在下述各方面得到了锻炼:
(1)纯熟的运用机械制造基础、机械制造技术和其他有关先修课程中的基本实际,以及在生产实习中所学到的实践知识,准确的分析和解决某一个零件在加工中基准的选择以及工件的定位、夹紧等问题,从而保证零件制造的质量、生产率和经济性。
(2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。
(3)在设计过程中培养学生严谨的工作作风和独立工作的能力。 工艺装备课程设计是我们在学完了大学的全部基础课,专业基础课以及专业课后进行的。这是一项重要的实践性教学环节,也是在进行毕业设计之前对所学的各科课程一次深入的综合性总复习。因此,它在我们的大学三年生活中占有重要的地位。
由于能力有限、时间有限,设计尚有很多不足之处,希望各位老师给予指导。
12
八、参考资料
《机械制造基础》 冀秀焕 机械工业出版社 《机械制造工艺与夹具》 兰建设 机械工业出版社 《机械加工工艺手册》
《机械设计基础》
出版社
《机械加工设备》
社
杨叔子 于兴芝张普礼机械工业出版社 武汉理工大学机械工业出版13