前言
目录
一. 分析采用冲压加工的经济性... 4
二.分析制件的冲压工艺性... 4
(一)冲压件的结构与尺寸... 4
(二)冲裁件的精度与断面粗糙度... 6
三.确定冲压工艺方案... 7
(一)确定冲压工艺方案... 8
(二)确定冲压工艺编程... 8
四.确定模具结构形式... 9
(一)模具类型的确定... 10
(二)导向方式确定... 10
(三)定位方式的选择... 10
(四)卸料,出件方式的选择... 10
五.冲压工艺设计计算... 10
(一)排样... 10
(二)冲裁力的计算... 12
(三)确定凸凹模间隙值... 14
(四)确定凸凹模刃口尺寸及公差... 15
(五)模具闭合高度... 15
六.冲裁模具主要零部件的设计与选用... 16
(一)工作零件... 16
(二)定位零件... 19
(三)卸料与出件装置... 20
(四)模柄选择... 20
(五)导向零件... 21
七. 模具使用及维护说明书... 22
(一)模具安装... 22
(二)模具的维护... 23
后语... 24
参考文献... 25
一.分析采用冲压加工的经济性
根据生产批量及零件的技术要求,分析制件冲压加工的经济性。
冲压加工方法是一种先进的工艺方法,因其生产率高,材料利用率高,操作简单等一系列优点而广泛使用。由于模具费用高,生产批量的大小对冲压加工的经济性起着决定性作用。批量越大,冲压加工的单件成本就越低;批量小时,冲压加工的优越性就不明显。这是采用其他方法制作该零件可能有更好的经济效果。
而在一定条件下,企业生产产品数量的针尖将会引发成本中某些费用的变化,其结果使得成本发生波动。为此可将产品成本分别为个固定费用和变动两部分。
二.分析制件的冲压工艺性
(一)冲压件的结构与尺寸
1) 此冲裁件的形状简单,规则,有利于材料的合理利用,以便节约材料,减少工序数目,提高模具寿命,降低冲件成本。
2) 冲裁件的内、外形转角处要尽量避免尖叫,应以圆弧过渡,以便于模具加工,减少热处理开裂,减少冲裁时尖角处的崩刃和过快磨损。
此冲裁件为方形,四角为尖角,无圆角。
3) 尽量避免冲裁件上过于窄长的凸出悬臂和凹槽,否则会降低模具寿命和冲裁件质量。
而此冲裁件上无凸出悬臂和凹槽。
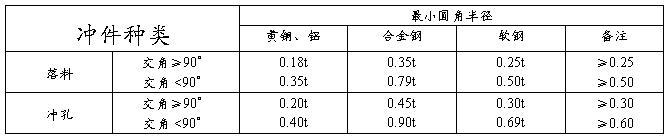
4) 冲孔时,因受凸模强度的限制,孔的尺寸不应太小,冲孔的最小尺寸取决于材料的性能,凸模强度和模具结构等。用无导向凸模的孔的最小尺寸参考下表。
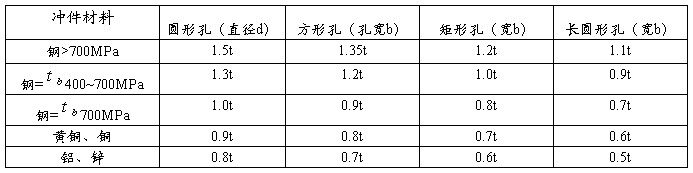
而此冲裁件板厚为0.8,材料为Q235
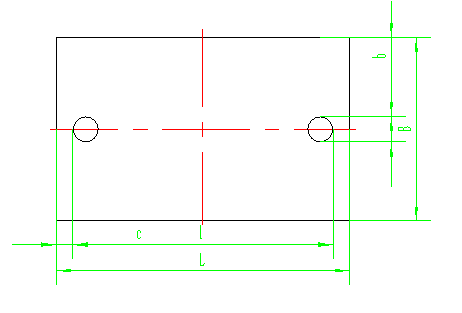
5) 冲裁件的孔与孔之间,孔与边缘之间的距离受模具强度和冲裁件质量的制约,其值不应过小,一般要求C≥(1~1.5)t,而图中4≥(1~1.5)×0.8 。在拉伸件上冲孔时,为避免冲孔时凸模受水平推力而折断,孔边与直壁之间应保持一定的距离,一般要求L≥R+0.5t,而图4≥3.5+0.5×0.8 ,符合。

(二)冲裁件的精度与断面粗糙度
1) 冲裁件的经济公差等级不高于IT11级,一般落料公差等级最好低于IT10级,冲孔公差等级最好低于IT9级。而此冲裁件公差等级为IT11.
下表为冲孔中心距公差

2) 冲裁件的断面粗糙度及毛刺高度与材料塑性、材料厚度、冲裁间隙、刃口锋利程度、冲模结构及凸凹模工作部分粗糙度值等因素有关,其断面粗糙度值Ra一般可达3.2~12.5 毛刺允许高度如下表
毛刺允许高度如下表

冲裁件的选择
冲裁件所选用的材料要满足其产品的使用性能,并满足冲裁工艺对材料的基本要求
应尽可能采用“廉价代贵重,薄料代厚板,黑色代有色”等措施,以降低成本
所以选用的材料为Q235
三.确定冲压工艺方案
(一)确定冲压工艺方案
完成此工件需要冲孔、落料两道工序,其加工工艺方案分为以下三种。
1.方案一:单工序模生产 先冲孔,后落料
2.方案二:级进模生产 冲孔——落料级进冲压
3.方案三:复合模生产 冲孔——落料复合冲压
分析三个方案
方案一模具结构简单,制造周期短,制造简单,但需要两副模具,成本高二生产效率低,难以满足大批量生产的要求。
方案二只需要一副模具,生产效率高,操作方便,精度也能满足要求,模具制造工作量和冲裁简单的零件时比复合模低。
方案三只需一副模具,制件精度和生产效率都较高,工件最小壁厚大于凸凹模许用最小壁厚,模具强度也能满足要求,冲裁孔的内孔与边缘的相对位置精度较高,料板的定位精度比方案二低,模具轮廓尺寸较小。
综合队上述三种方案的分析比较,该工件的冲压生产采用方案二为佳。
(二)确定冲压工艺编程
确定冲压件的工艺方案时需要考虑冲压工序的性质、数量、顺序、组合方式以及其他辅助工序的安排。
(1) 工序性质的确定
工序性质是指冲压件所需的工序种类,如分离工序正的冲孔、落料、切边,成形工序中的弯曲、翻边、拉深等。
此冲压件为平板简单零件,只需采用冲孔和落料两道工序。
(2) 工序数目的确定
工序数目是指冲压件加工整个过程正所需要的工序数目(包括辅助工序数目)的总和。
① 此为料薄,尺寸小的冲压件,并且冲裁的形状简单,所以应该用级进工序进行冲压
② 此为平板状零件,只需此阿勇冲孔、落料两工序
③ 此工序的尺寸精度为IT11,不算高,在冲裁工序后不需再增加修整工序与精密冲裁工序
④ 工序数量还应符合企业现有的制模能力和重估啊设备的状况
⑤ 为了提高冲压工艺的稳定性有事需要增加工序数目,以保证冲压件的质量
(3) 工序顺序的安排
工序性质是指冲压加工过程中各道工序进行的先后次序,冲压工序的顺序应根据工件的形状尺寸精度要求。
此冲压件加工工艺方案所采用冲孔——落料级进冲压。工件上的孔为大小相同的对称的小孔,可以进行同时冲孔。
四.确定模具结构形式
(一)模具类型的确定
由冲压工艺分析可知,选用级进冲压,所以模具类型为级进模。
(二)导向方式确定
为了提高模具寿命和工件治疗,方便安装调整,该级进模采用中间导柱的导向方式。
(三)定位方式的选择
零件尺寸较小,厚度较小,保证孔的精度及较好的定位,宜采用导料板导向,导正销导正,为了提高材料利用率采用始用挡料销和固定挡料销
(四)卸料,出件方式的选择
因为工件料厚0.8mm,相对较薄,卸料力也比较小,故可采用弹性卸料。又因为是级进模生产,所以采用下出件比较便于操作与提高生产效率。
五.冲压工艺设计计算
(一)排样
零件外廓尺寸为 ,考虑到操作方便和保证制件精度,决定采用单排有废料排样。
,考虑到操作方便和保证制件精度,决定采用单排有废料排样。
1) 条料宽度的计算和步距的确定
由于搭边值对冲裁工艺有着很大的影响,它能够补偿条料送进时的下料误差和定位误差,可以保证调料的刚性,还可以避免冲裁时毛刺掉入模具间隙,从而提高了模具的使用寿命。
查课本可以确定它的搭边值,根据厚度两工件剪按矩形取搭边值 ,而侧边则按圆形取其搭边值a=1.2
,而侧边则按圆形取其搭边值a=1.2
2) 步距,连续模的步距

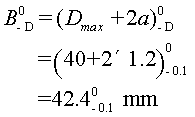
3) 条料宽度
查表4-19,条料宽度偏差
所以该冲裁件采用的是有侧压装置,条料宽度B如下
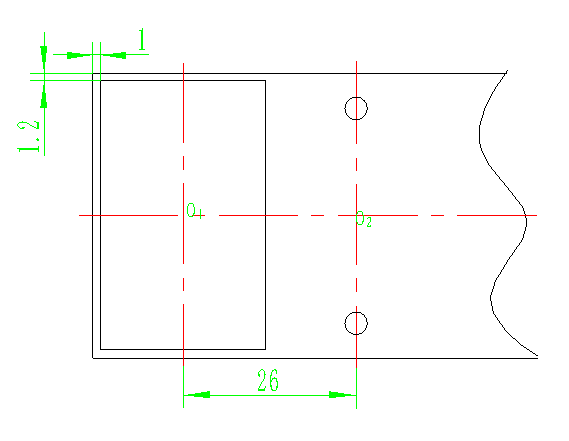
4) 排样方式
保证在最低的材料清耗和劳动生产率的条件下,使冲模结构简单,寿命长,采用少、无废料的直排,如下图

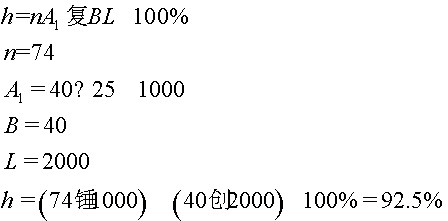
5) 材料的利用率
(二)冲裁力的计算
1) 冲压力
由公式4-18得
查表2-3,得

2) 卸料力
 查表4-22,得
查表4-22,得
所以,
3) 推件力
 查表4-22,得
查表4-22,得
所以,
4) 顶件力
 查表4-22,得
查表4-22,得
所以,
5) 压力机标称压力的确定

采用的卸、出料方式
① 采用弹性卸料装置和下出料方式的冲模时
② 采用弹性卸料装置和上出料方式的冲模时
③ 采用刚性卸料装置和下出料方式的冲模时
我们采用第一种,则
所以
查表 得压力机型号为“开式双柱可倾式压力机”
得压力机型号为“开式双柱可倾式压力机”
选择JC23-35,其标称压力为350KN
6) 压力中心
由于冲裁件图可知,该零件为对称件,故其压力中心为零件中心。压力中心如图
 (三)确定凸凹模间隙值
(三)确定凸凹模间隙值
间隙对冲裁过程有很大影响,对冲裁件起决定性作用。
查表 得
得 
如果不考虑其他因素,间隙越小越好,冲出来的零件质量越好,对于该零件来说,边缘质量要求不高,孔的质量高
所以间隙Z=0.080
(四)确定凸凹模刃口尺寸及公差
为了制造方便,制造成本低,调整方便,检查方便,装配方便,则选择配合制来制造磨具。
1) 冲孔时,冲孔以凸模为基准配做
因此在计算的时候要考虑三种情况的磨损,磨损后变大的尺寸,凹模磨损后变小的尺寸,凸模磨损后尺寸不变。
刃口尺寸计算公式:
查表4-14 X=1,

2) 落料时,落料以凹模为基准配凸模
凹模的磨损后刃口尺寸变化有增大,减小和不变,因此落料时凹模磨损后所有尺寸变化大。
刃口尺寸计算公式 
凹模磨损后变化的尺寸有这些,因为没有公差,所以基本尺寸一样的
(五)模具闭合高度
在前面的设计中,已经选择了设备,因此,必须使模具的闭合高度介于压力机的最大装模高度和最小装模高度之间,这样才能把模具装到设备上满足下公式

查表4-5得 




六.冲裁模具主要零部件的设计与选用
(一)工作零件
1.凸模
(1)凸模的形式和固定方式
由冲压件可知,凸模应为圆形凸模,而为了保证强度,刚度
及便于加工与装配,圆形凸模常做成圆滑过渡的阶梯形,具体选
择见书 图4-52中a型
图4-52中a型
固定方式为台肩固定
(2)凸模长度计算
此冲压件采用弹性卸料,凸模长度可按下式计算,件书 式
式
子4-34
(3)凸模的强度与刚度校核
一般情况下,凸模的强度和刚度是足够的,没有必要进行校
核
校核公式查表,4-26
因选用无导向,圆形,所以公式为

所以凸模允许的最大自由长度尺寸为3.5mm
2.凹模
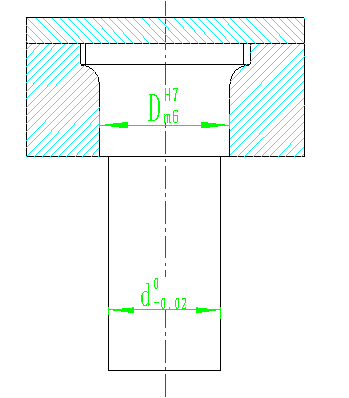
(1)凹模的外形结构与固定方法
由冲压件可知,凹模应为标准圆凹模
由书 图4-57可知,可选a型圆凹模
图4-57可知,可选a型圆凹模

此圆凹模尺寸不大,一般通过配合关系压入凹模固定板,再通过螺钉,销钉紧固
(2)凹模刃口尺寸的结构形式
冲裁凹模刃口形式有直筒形和锥形两种,选用根据冲压件决定,因为此冲压件的形状简单且精度要求不高,所以应该选用锥形刃口的5
因为冲压件厚度t=0.8mm,所以
(3)凹模轮廓尺寸的确定
凹模轮廓尺寸包括凹模板的平面尺寸 ,及轮廓尺寸H,从凹模刃口至凹模外缘的最短距离称为凹模的壁厚C,此冲压件为简单对称形状刃口的凹模,由于压力中心及刃口的对称中心,所以凹模的平面尺寸即可沿刃口型孔向四周扩大的一个凹模壁厚来确定。
,及轮廓尺寸H,从凹模刃口至凹模外缘的最短距离称为凹模的壁厚C,此冲压件为简单对称形状刃口的凹模,由于压力中心及刃口的对称中心,所以凹模的平面尺寸即可沿刃口型孔向四周扩大的一个凹模壁厚来确定。
整体式凹模板的厚度可按如下经验公式计算

(二)定位零件
因为该零件的尺寸较小,厚度较薄,为了保证孔的精度及较好
的定位,宜采用导料板导向、导正销导正、为了提高材料的利用率,
采用固定挡料销。
为了使条料沿到料板顺利通过,两导料板之间距离应略大于条
料最大宽度,导料板厚度H取决于挡料方式和板料厚度,以便于送
料为原则。
导料板厚度见表4-32
因为材料厚度t=0.8 由此挡料销高度h=3
导料板厚度H=6~8
(三)卸料与出件装置
卸料装置
由前面可知,所选用的卸料方式为弹性卸料装置
查看常用的弹性卸料装置结构形式图4-75,选用b型用导料板导向,卸料板凸台部分的高度 
卸料螺钉一般采用标准的阶梯螺钉,因为卸料板为矩形,所以选用四个。
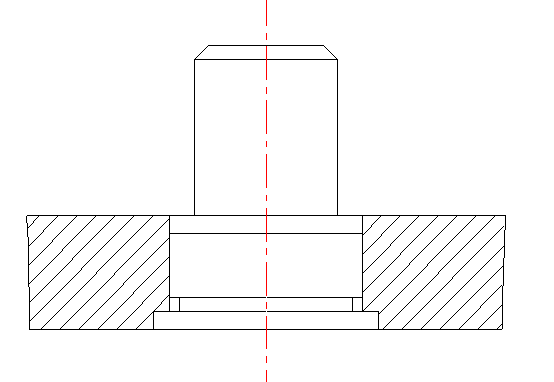
(四)模柄选择
模柄的作用是把上模固定在压力机滑块上,同时使用模具中心通过滑块的压力中心。模柄形式很多,这里选用压入式模柄。结构如图:
(五)导向零件
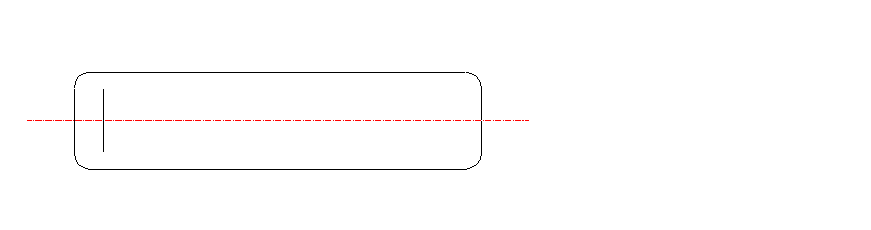
(1)导柱
选用标准A型导柱,结构如图:
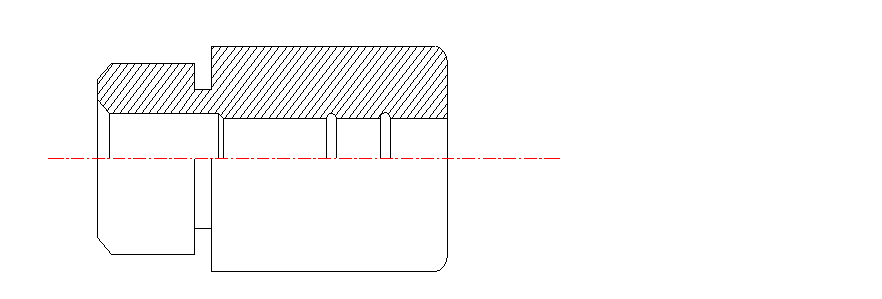
 (2)导套
(2)导套
选用标准A型导套,结构如图:
 (六)紧固件
(六)紧固件
紧固件主要是螺钉和销钉,螺钉起紧固作用,销钉起定位作用,冲模中广泛使用内六角螺钉。
七. 模具使用及维护说明书
(一)模具安装
安装前,检查压力机上的上下模具安装表面的清洁干净,并检查在有无在修磨模具后遗留物防止阻碍准确安装和意外事故。
安装时,根据模具闭合高度调整压力机滑块的高度,使滑块在下止点式其底面与工作台之间规定位置,,将滑块再停于下止点,然后调节滑块的高度,使其模柄进入模柄孔,并通过滑块上的压块与螺钉将模柄固定。
安装完后,将压力机滑块上调3~5mm,开动压力机,空行程1~2次将滑块停于下止点,固定下模座,在进行试冲,逐步调整滑块所需的高度。将压力机上的卸料板调到需要的位置。
(二)模具的维护
1. 确定模具导料部分无杂物。
2. 打开压力机,空合模数次,保证正确运动和定位。
3. 模具使用时应该经常检查模具的工作台面和工作刃口,清理材料的积瘤,排除灾不正确使用过程中的废料,以免废料涨模,导致模具破裂。
4. 按设计说明书中所选的压力机安装模具在工作台面上,并正确安装模具,保证模具中心与压力机中心重合。
5. 请客户严格按照上述程序使用模具,严禁人体或异物在模具工作区间内,否则会造成人身伤害和财产损伤。
6. 存放前清洁模具 ,并要涂油后方可合模存放。
7. 模具应放在方木上,并保证摆放不倾斜,以保证导柱导套正确配合。
8. 建议客户每生产3000~5000件后,按以上保养方法保养模具一次,以便延长模具寿命。
9. 打开模具确认模具型面无杂物,确定导料销、挡料销的位置正确。
后语
参考文献
【1】徐政坤.《冲压模具及设备》.第一版.北京.机械工业出版社.2009.03
【2】《中国模具设计大典》PDF文件格式.网上下载
【3】许发樾.《使用模具设计与制造手册》.第2版.北京.机械工业出版社.2005.10
【4】王孝培.冲压手册.北京.机械工业出版社.1990
【5】徐政坤.冲压模具及设备.北京.机械工业出版社.2005
【6】东北工学院编.《机械零件设计手册》.第2版(上中国)
【7】《冷冲压》.国家标准
【8】《机械制图》.国家标准
【9】《公差与配合》.国家标准
【10】《形状和位置公差》.国家标准