东华理工大学长江学院
专业技术综合实践
院 部: 机械与电子工程系
学 号: 201130270150
专 业: 材料成型及控制工程
姓 名: 李伟平
指导教师: 陈老师
二〇##年六月
夹具拆装综合实践
一、实验目的和要求
1、了解夹具的结构和夹具主要零部件的基本构造与组成,如夹具体、定位元件、夹紧机构、辅助装置;
2、了解夹具体、定位元件、夹紧机构、辅助装置之间的位置关系;
3、熟悉夹具的拆装和调整过程,初步掌握夹具的工作原理。
注意事项:1. 夹具体的材料;
2. 定位方式的选择;
3. 夹紧机构确定;
二、实验设备及拆装工具
1、实验设备:夹具
2、拆装工具:各类扳手、钳子、螺丝刀、锤子等。
分组安排:

注:F是组长,担任检查和调试任务。
三、实验内容
1、绘制夹具结构简图,写出拆卸顺序:(从前到后)
强化机床夹具在机械加工中的重要作用。在机械加工过程中,将工件准
确定位并牢固地夹持在一定的位置;加深工件定位与夹紧的概念,定位——工件 相对于机床和刀具占有正确的加工位置称为工件的定位;夹紧——把工件定位后 牢固地夹紧,以保持工件既定的正确位置在加工过程中稳定不变称为工件的夹紧。
2.深入理解六点定位原理、过定位、欠定位、完全定位、不完全定位、工 序基准、定位基准、测量基准、设计基准等基本概念。
3.了解组合夹具的工作原理。组合夹具是由一套结构与尺寸标准化、系列化、通用化的元件或合件构成的具有一定柔性的、可重复使用的模块化夹具。
4.了解组合夹具的主要特点。专用夹具从设计→制造→使用→报废,是一单向过程,组合夹具从组装→使用→拆卸→再组装→再使用→再拆卸,是一循环 过程柔性、可重复使用、生产准备周期短是组合夹具的最大优点。一次性投资大、夹具体积与重量大、刚性差是组合夹具的主要缺点。
5.了解组合夹具的适用范围。适合多品种小批量生产,新产品试制,临时紧急或短期生产,多用于普通加工机床,数控机床上也有使用的。
6.了解组合夹具的元件分类与基本功能。组合夹具元件包括:基础件、支承件、定位件、导向件、压紧件、其它件和合件。
7.学会组合夹具设计的基本要求及基本组装知识。
8.了解组合夹具的精度与刚度概念。
四、 实验内容和步骤
1.预习机床夹具基本知识,掌握六点定位基本原理。
2.预习组合夹具基本知识,熟悉槽系组合夹具元件分类、功用及相互连接 方法。 3.掌握槽系组合夹具组装的基本技能和技巧。
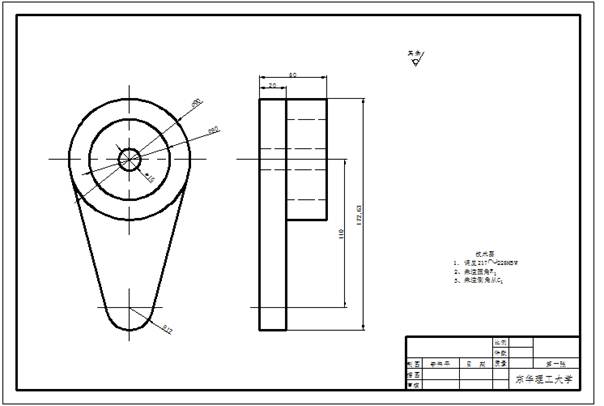
4.分析零件技术要求,首先分析清楚零件有那些表面要加工,各个表面以 及各个表面相互间都有那些技术要求,然后每一个小组(2—3 人)选定某一个工序,确定相应的加工方法,要求选择具体的加工设备,为其设计组装一套槽系组合夹具。本次实验所选零件共3个,分别是汽车刹车油泵的一个主要零件,分油泵零件和拨叉,均为不规则零件。提供了相应零件图(见附图)及毛坯或半成品。
5.选择定位基准,符合粗精基准选择原则。
6.确定零件定位方案,运用六点定位原理选择合理的定位方案,要满足零件加工要求。
五、分析该夹具各定位元件限制的自由度和夹紧方式。(用坐标表示)
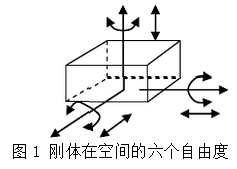
六点定位原理当工件不受任何条件约束时,其位置是任意的和不确定的。设工件为一理想的刚体,并以一个空间直角坐标系作为参照来观察刚体的位置变动。由理论力学可知,在空间处于自由状态的刚体,具有六个自由度,即沿 x、y、z三个坐标轴的移动,和绕着这三个坐标轴的转动,如图1所示。这六种位置变动是基本的变动形式,工件在空间的任何位置状态,都可由这六种基本位置变动的组合来得到。在机床夹具设计中,用符号 x?、 y?、 z? 和 x?、 y?、 z? 分别表示沿三个坐标轴移动和绕这三个轴转动的自由度。从自由度的数量来看,自
由状态下的工件有六个自由度。当工件受到外界条件约束时,它的某些自由度被限制,所以
工件定位的实质就是从加工要求出发,限制其应该限制的自由度。
2)完全定位与部分定位
如图1所示,当刚体的六个自由度被完全限制时,这种定位叫做工件的完全定位。但在许多情况下,不需要对工件的自由度都限制,只限制那些对加工后位置精度有影响的自由度就可以了,这样的定位叫做工件的部分定位。在保证加工精度的前提下,部分定位可简化夹具的结构。
由这六种基本位置变动的组合来得到。在机床夹具设计中,用符号 x?、 y?、 z? 和 x?、 y?、 z? 分别表示沿三个坐标轴移动和绕这三个轴转动的自由度。从自由度的数量来看,自
由状态下的工件有六个自由度。当工件受到外界条件约束时,它的某些自由度被限制,所以工件定位的实质就是从加工要求出发,限制其应该限制的自由度。
2)完全定位与部分定位
如图1所示,当刚体的六个自由度被完全限制时,这种定位叫做工件的完全定位。但在许多情况下,不需要对工件的自由度都限制,只限制那些对加工后位置精度有影响的自由度就可以了,这样的定位叫做工件的部分定位。在保证加工精度的前提下,部分定位可简化夹具的结构。
2)欠定位与过定位
如果一个定位结构所限制的自由度,没有完全包括必须限制的自由度,就会发生工件定位的不足,这种现象为欠定位。欠定位不能满足加工要求,因此不允许出现。
如果在一个定位结构中,不同的支承点重复的限制工件的同一个或几个自由度,就会发生工件定位的不稳定,这种现象为过定位(或称重复定位)。过定位结构是否允许,要具体情况具体分析,一般情况下是不允许出现过定位。
3、工件的夹紧
在机械加工过程中,切削力、重力、支承反力和惯性力均作用在工件上,为了使工件保持定位时的正确位置,必须将工件夹紧,以使夹紧力与上述各力平衡。夹具中将工件夹紧的机构称为夹紧机构。对组合夹具的夹紧机构有如下要求:
(1)夹紧不能破坏工件的定位。
(2)加紧后工件和组合夹具元件的变形要小。
(3)夹紧力的大小要适合。
(4)夹紧动作力求迅速、省力。
(5)加紧装置不要妨碍工件的装卸。
(6)夹紧力应指向工件各定位基准的支承面,力的作用点应落在支承面内或支承点上。
六、自选拆装夹具中的某一零件,并绘制零件图(用CAD绘制后导入到WORD中)
七、拆装实习总结。
经过这几天综合实践,我对组合夹具有了更深的了解,把刚开始学习的机械制造基础的课中所学习的夹具不明白的的东西慢慢的熟知了。为了毕业设计,和以后的工作打下夯实的基础,尽量不在以后不出现另人笑话的问题,另自己难堪的。
第一天上课的时老师给我们分了小组,每个小组分配了一个夹具的,由组长给我们每个组员安排各自的所要画的零件。接下来的一天,我们就开始把夹具拆开进行测绘的,大家都很认真的把各自的零件所需要的尺寸记在草图上的。第三天我们开始在教室画零件图的,把画好的零件图给老师检查的时候,老师给我们纠正了不少的错误的,现在犯的错误时可以的,,但在以后出去工作犯的话,人家那是会笑话对的,所以大家也都很认真听取老师给的意见,并且认真记下和修改的,直到们没有问题为止。不放过任何的细节问题的,所谓细节决定成败。
手绘完成后,又开始有CAD画图,在前面几周开始有用到的,但会是有些不太明白的,但慢慢的练习后对它还是比较算是熟悉了的。如:尺寸标注是机械制图中的一项重要内容。在绘制图形是时,仅仅绘制好的图形还不能看什么来,也不足以传达足够的设计信息。只有把尺寸标住标在自己的图形上面,就会让看图者一目了然,CAD提供的尺寸标注功能可以表达物体的真实大小,确定相互位置关系使看图者能方便快捷地以一定格式创建符合行业或项目标准的标注。CAD中的标注尺寸有线性尺寸、角度直径半径引线坐标中心标注。在设置尺寸标注,尺寸标注实用命令,利用对话框编辑尺寸对象标注形位公差以及快速标注只要弄懂了上面的各个标注你就可以字图形上标注各种尺寸。
当然我也学到了很多。比如,我们更加知道团队的伟大作用。当我们各自绘图时总
出现各种各样的缺点,这时组里的其他成员就会给与帮助的。知道哪里是错误的,哪里是明显主观造成的,那些是测量错误。这样也可以让我们更清楚了解所画图形许多小的细节,寻找更好的方法,既方便他人又提高自己水平。还有一个更重要的一点,那就是无论何时都要保持一个清醒的头脑,只有这样才会彻底乱套。记得绘图时,再上面乱改的话,就会越改越乱,越乱越改。所以无论如何,清醒的头脑是至关重要的。因而在绘图或者无论其他什么事,都要事先做到心中有数,这样才会有条不紊,合理分配时间,达到最佳状态,既让自己休息好,又可以高效完成任务。通过夹具拆装实训,这为我们所有人提供了良好的学习环境,也为我们同学之间互交流提供了良好的平台实习中,我的眼界开阔了,操做水平得到了大幅提高。对生产中的,夹具的作用是很重要的,使用好夹具,可以减少工件出现的一些不要的错误的。
实训结束了,但我们的学习却没有结束。我会抓住本次实训所获得的经验,弥补自己的不足,发扬自己的优点。
参考文献
《课程设计指导书》、《机械制图》
第二篇:实验报告1:减速器拆装测绘
实 验 报 告(二)
院(系):机械与材料工程学院 课程名称:开放性实验 日期:
备注:本实验报告用于各学科与计算机应用相关课程的实验,务必按时完成。不交此报告者,本次实验为“不合格”。
九 江 学 院

各种拆装工具
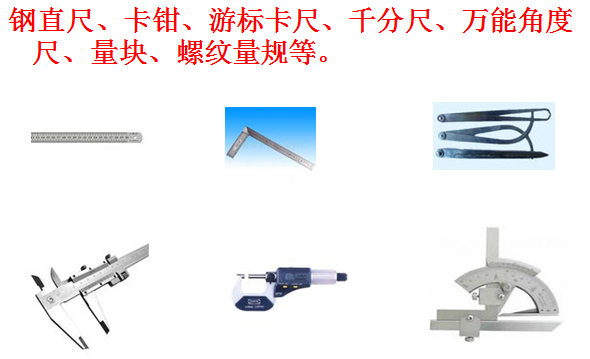
通用量具