目 录
1 企业背景.......................................................... 1
2 工艺流程.......................................................... 1
3 工厂布局.......................................................... 2
3.1 吹瓶车间...................................................... 3
3.2 洗瓶车间...................................................... 3
3.3 配料室........................................................ 4
3.4 包装车间...................................................... 5
3. 5 仓库......................................................... 5
3. 6 化验室........................................................ 6
3. 7 锅炉房....................................................... 7
3. 8 水、电、气来源............................................... 8
4 卫生条件及其控制.................................................... 9
5 问题及分析......................................................... 10
5.1 工厂设施与环境................................................ 10
5.2 车间设备与生产工艺........................................... 11
6 心得体会.......................................................... 12
第一节 企业背景
新乡市维康乐有限公司是一家经营饮料食品为主的企业。公司以管理严谨,货真价实,诚实守信受到社会各界的好评。经过几年的创业发展,新乡维康乐饮食有限公司是目前新乡地区乃至河南省都有着重要影响力的一支快消品行业的中坚力量。公司拥有一支营销理念超前的管理人员和一支管理先进,深入了解市场的营销团队,正在致力于开拓和精耕市场;公司还拥有成熟和完善的网络渠道,并且正在致力于自己的品牌开发。
第二节 工艺流程
果汁饮料是以果实为组成成分特征的不含酒精的饮料。是在果汁(浆)或浓缩果汁(浆)中加入水、食糖和(或)甜味剂、酸味剂等调配而成的饮料。一般是将果实原料进行预处理,榨汁或浸提、澄清和过滤、均质、脱氧、浓缩、成分调整、包装和杀菌制造而成。
澄清型酸角汁的工艺流程:

 吹瓶 空瓶消毒
吹瓶 空瓶消毒

 酸角去壳 热水浸提 粗滤 调配 精滤 灌装 杀菌
酸角去壳 热水浸提 粗滤 调配 精滤 灌装 杀菌
冷却 套标 装箱
配制3吨酸角汁饮料所需原辅料(kg):
酸角 120
甜蜜素 1.2
AK糖 0.54
白砂糖 60
柠檬酸 5.7
柠檬酸钠 0.72
山梨酸钾 0.39
苯甲酸钠 0.39
纽甜 0.9
食盐 0.6
ⅰ 原料处理
制果汁的原料要求新鲜、有良好的风味和香气。酸角去皮。
ⅱ 热水浸提
称取120kg去皮后的酸角分别倒入三个夹层锅中加水浸煮,料水比1:4,于90—95℃温度下浸提5min。冷水开始萃取并加热。浸提两次。第二次浸提,料水比1:3,90-95℃温度下浸提3min。
ⅲ 过滤、调配
浸提后的酸角汁经滤网纱布过滤获得酸角果汁,按顺序加入定量的白砂糖、甜蜜素、AK糖、纽甜、苯甲酸钠、柠檬酸钠、食盐和山梨酸钾,由饮料泵泵至拌料罐加水配成3吨,加入一定量的柠檬酸,调整酸角汁的总酸含量。
粗滤至鞥出去分散在果汁中的粗大颗粒,生产澄清果汁时必须出去全部悬浮粒。通过澄清和过滤,除去新鲜汁中的全部悬浮物和容易产生沉淀的胶粒。
ⅳ 灌装
调整后的酸角汁泵至高位槽送至灌装车间灌装。
ⅴ杀菌、冷却
酸角汁经灌装、压盖和喷码后进行杀菌。70-75℃将产品放入杀菌槽中,加热杀菌水至沸腾时计时,保持水浴温度≥85℃、杀菌30min。完毕后,冷水淋浴冷却5min。
ⅵ 套标、装箱
杀菌冷却后由输送带传输到收缩膜套标机套标,再由热收缩机收缩。包装成箱。
第三节 工厂布局
新乡维康乐有限公司坐落于新乡市郊区。有可靠的地质条件,周围无有害气体、放射性源、粉尘和其他扩散性的污染源。厂房外形为长方形,全厂占地面积约为800m2,包括生产区、厂前区、办公区等。车间均为单层房屋。车间高度6m左右,主要车间总长度在60m左右。采用自然光,车间照明设备设有防爆装置,电线等电路使用防潮层。
3.1 吹瓶车间
吹瓶车间占地约90m2。酸角饮料使用的包装容器是塑料瓶,铝合金封盖。罐身材料为80%聚丙烯树脂、10%聚烯烃填充母料、10%乙烯,由全自动真空吹塑机吹制而成。
聚丙烯无毒、无味,密度小,强度、刚度、硬度、耐热性均优于低压聚乙烯,但低温时变脆、不耐磨、易老化。因此,吹瓶生产中加入乙烯和聚烯烃填充母料来增强产品的硬度和韧性。使用塑料包装能够节约生产成本,并且有良好的性能。
3.2 洗瓶车间
吹瓶后送至洗瓶车间消毒。洗瓶工艺及参数如表1:
表1 洗瓶工艺及参数

洗瓶工序质量要求为:空瓶无积水;瓶口无破损、折叠不破裂、瓶口边整齐、不过宽、不过细、瓶底无破洞;瓶身无杂质、无油污,或污染严重,无变形,厚薄均匀;无其他可能影响灌装效果和引入异物,以及导致灌装后的质量问题。
3.3 配料室
3.3.1 萃取
按配方称取原料酸角倒入夹层锅内,按规定比例加入一定量的处理水。打开蒸汽阀开始加热(蒸汽压力≤0.2),同时间歇搅拌,加热升到指定温度时停止加热,保温规定的时间,期间不断搅拌。萃取工艺参数如表2。
表2 酸角萃取工艺参数

3.3.2 过滤
在干净的桶上放好过滤筛和单层滤布,用干净容器取出浸提汁液进行粗滤。过滤后清洗滤布,准备下一次过滤时用。
3.3.3 抽浆
将过滤后的萃取液全部用泵打入配料桶。
3.3.4 调配
按照配方称取所需各种辅料,按照白糖→防腐剂→甜味剂→酸味剂等配制成溶液,顺序加入调配桶中,每加一种辅料必须等其全部溶解后方可加入其它辅料。配料加完以后,打入配料水定容,搅拌15min后送至化验室检验合格后方可进入下道工序。调整不合格的料液必须在技术部的指导下进行调整,直至合格。
3.3.5 硅藻土过滤
安装后硅藻土过滤布,逐个安装过滤片,注意检查垫圈是否缺少或破损,及时更换。安装好过滤罩,安全前检查过滤器是否干净,如有积水,及时排除。安装时注意检查是否安装到位,保证密封效果。然后关闭相应阀门,整理好相应管道和阀门。放入合格调配液,充满硅藻土过滤器和循环桶。关闭进口阀门,打开循环管路阀门,开启电机,开始调配液的循环,并打开排气阀排除空气。将称好的硅藻土粗细土用料液进行溶解化浆,然后边搅拌边加入到循环桶内,开始循环预涂,循环15min后检查出料口是否有硅藻土颗粒,没有发现则为合格,否则继续循环。合格后开始过料液,此时要同时操作:关闭循环出料口,开启打入高位桶的出料口,开始正常的调配液过滤。过滤后的溶液由高位桶送至灌装车间。
3.4 包装车间
3.4.1 灌装、压盖
消毒后的塑料瓶经输送带送至灌装车间。灌装采用常压灌装机,它主要由灌装系统、进出瓶机构、升降瓶罐机构、工作台、传动系统等组成。在传动系统作用下,转轴带动转盘和定量杯一同回转,液料从贮液筒经管道靠自重流入定量杯内,在凸轮作用下瓶托带动瓶子上升。随着转轴的回转,已定量好的量杯转离贮液筒下方,进入灌装位置,进液孔打开液料便流入瓶内。如此反复连续进行灌装。
灌装后经压盖机压盖,随输送运送。翻转瓶子,吹干其底部的水分,进行喷码。
3.4.2 杀菌、冷却
车间内设有有5个杀菌槽、6个冷水淋浴喷头。喷码后将半成品成箱置于杀菌槽中。每16箱产品为一个杀菌批次,70~75℃放入产品,加盖,打开蒸汽阀门,保持水浴温度≥85℃,杀菌30min。杀菌完成后,搬到冷却区,打开冷水阀门进行喷淋,产品冷却温度控制在55~65℃之间。
3.4.3 包装
杀菌冷却后搬到输送带上传送,经收缩膜套标机套上包装纸,在通过热收缩机压紧包装膜,最后输送到包装台。
将不良产品分类检出(报废或返工),合格产品进行包装。包装有两种规格,一种是纸箱包装,每箱24罐×240ml;另一种是PVC(聚氯乙烯)膜包装,每盒6罐×240ml,装好后再用远红外收缩包装机压膜,装到大纸箱中。成品入库。
3. 5 仓库
工厂内有两个仓库:原辅料仓库和成品仓库。原辅料仓库占地约50m2,存放酸角、焦糖色素、柠檬酸、白砂糖、助滤剂、辅料、工器具等。成品仓库约100m2,存放包装完成后的成品。
3.6 化验室
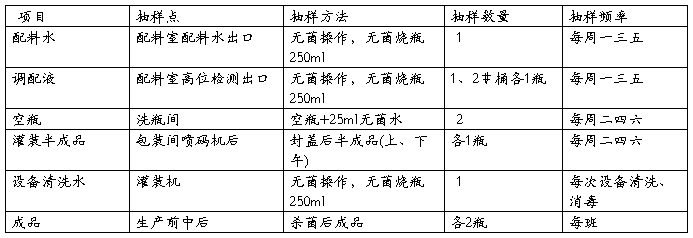
生产过程中各个车间的墙面地面、设备、工作台、原辅料等卫生状况件做出评价,防止或改善生产过程外界因素带来的危害。此外,对生产中的各个环节的物料或产品进行抽样检验。其抽样方法及记录表如下。
表3 抽样项目及方法
调配液的检测有两项:总酸含量与可溶性固形物含量测定。其理化指标如下表:
表4 调配液理化指标
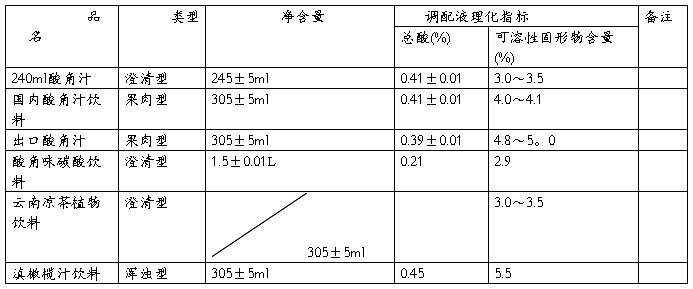
此处仅介绍主要产品240ml酸角汁的理化指标检测方法。
总酸含量测定:酸碱滴定法。从配料室取调配液适量,加入80ml蒸馏水于洁净三角锥形瓶中,再用移液管取1ml样品加入,滴加两滴酚酞指示剂。用0.0744mol/ml的NaOH滴定,直至粉红色出现,且三十秒不褪色。记录消耗的NaOH溶液的体积。每份样品滴定两次。
总酸度(g/100ml)=K×C×V×100
式中:C——NaOH溶液的浓度,mol/L
V——滴定消耗NaOH溶液的体积,ml
K——换算为主要算的系数,柠檬酸为0.07g/mmol
计算出原果汁的含酸量,根据表4调配液理化指标的要求调整调配液的酸度。
可溶性固形物测定:即总糖含量。使用手持糖度计测定原果汁的含糖量,读数即可。
另外对杀菌后的成品进行微生物检验。按表3方法进行取样,每20个样品为一组,取一定容量的溶液进行平板培养,检测是否存在细菌。同时对环境中细菌进行培养。
3.7 锅炉房
锅炉房采用钢筋混凝土结构,建在生产厂房后方,空地较大,有足够的煤和灰渣堆场。锅炉房设有一个锅炉,单独配置鼓风机、引风机、水泵等附属设备。
锅炉属于特殊的压力容器。水在锅炉中受热蒸发成蒸汽,原水中的矿物质则留在锅炉中形成水垢。水垢严重时就会影响锅炉的热效率和锅炉的安全运行。因此原水须进行软化处理。原水通过逆流再生钠离子交换器时,水中的Ca2+、Mg2+被交换剂中的Na+所替代,使钙镁化合物变成不形成水垢的易溶性钠化合物而使水得到软化。
卧式快装锅炉是一种卧式三回程水火管混合式锅炉,在锅桶内布置一束螺纹烟管。采用轻型链条炉实现机械加煤,配有鼓风机、引风机进行机械通风,并配有刮板式出渣机实现自动出渣。这种锅炉前后拱采用新型的节能技术炉拱。燃料自煤斗落到炉排上,进入炉膛燃烧后,由引风机抽至烟囱排向大气。
分汽缸是锅炉的主要配套设备,用于把锅炉运行时产生的蒸汽分配到各路管道中去,其承压能力、容量应与配套锅炉相对应。
3.8 水、电、气来源
食品工厂水的用途可分为:一般生活用水、特殊生产用水、冷却用水、生活用水和消防用水等。一般生产用水和生活用水的水质要求符合生活饮用水标准、冷却水的水质要求可以低于生活饮用水标准。对水质要求较高的生产环节通过水处理系统处理。本厂生产使用的水主要是地下水,价格约4元/吨。对原水进行水处理得到软水。配料室设有一套水处理装置。原水先经陶瓷棒粗滤,除去砂子等大颗粒物质;再通过石英砂吸附不良絮状物;再由塑料纤维膜过滤器精滤,即得到满足生产工艺的用水;最后送到储水罐储存以备使用。在成品喷淋冷却过程中消耗的水,经水冷却机处理又重新使用。
工厂车间机械设备较多且使用频繁,因此工厂内的用电量一般较大。车间内水多、气多,环境潮湿,温度较高,所以供电管线及电气均有防潮措施。
使用蒸汽的部门主要是配料室和灌装车间。由锅炉房供给各个车间蒸汽。
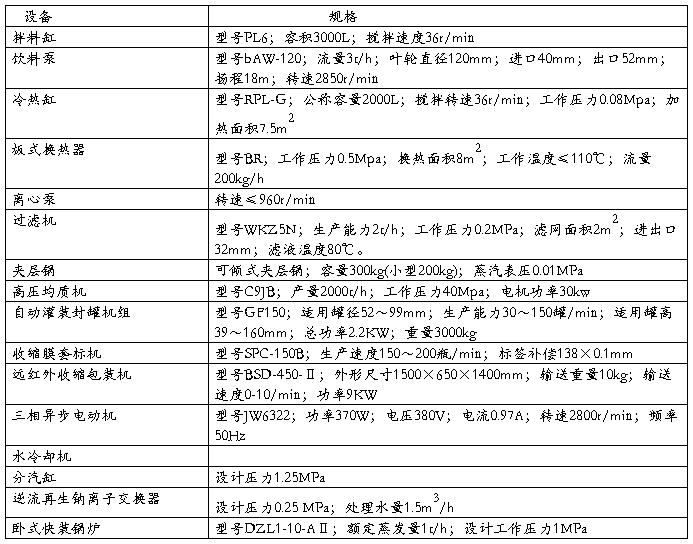
表5 生产设备一览表
第四节 卫生条件及其控制
卫生状况对于食品厂是至关重要的。工厂的位置,工厂内公共卫生,厂区环境,厂房建筑材料,车间地面、天花板、照明设施、供水等设施条件都是生产中需要控制的卫生因素。因其直接影响生产中各个环节产品的质量,必须严格控制。
厂区内主要通道铺设水泥,车间及其构造物附近不得有害虫孳生地。厂区内有适当的排水系统,车间、仓库周围不得有积水。车间地面坚固、防水,地面平坦并有一定的坡度。车间照明使用防爆安全型设施,以防破裂时污染产品。加工包装车间应通风良好,配有换气设施。各个车间入口处均设有更衣室、洗手台、消毒池等设施。车间卫生质量管理制度规定如下:保持车间内外卫生和机器设备的清洁,不随地吐痰、不吸烟、不乱扔垃圾,不吃零食;生产、检验人员必须经过业务技能和食品卫生的基本培训;例行健康检查;洗瓶、灌装、配料室实行全封闭作业;生产原材料验收合格方能使用;等。
主要产品酸角汁饮料的质量控制按照HACCP计划执行。调配是酸角汁饮料(PP瓶)生产的第一个关键控制点。调配过程中存在的显著危害是化学性危害:食品添加剂种类和使用量不符合国家标准。基于此,关键限制其是否来自合格供应商:山梨酸钾≤0.5g/kg;苯甲酸钠≤1.0g/kg;安赛蜜≤0.3g/kg;甜蜜素≤0.65g/kg。因此每批、每次配方设计和每桶调配称量时须验收原料,查验合格供应商证明,对照国家食品添加剂手册设计饮料配方。不采购不合格供应商的食品添加剂;配方审核时超过国家限制则更改配方;称量错误和添加错误时调整。第二个关键控制点是杀菌。杀菌过程中存在的显著危害是致病菌引起的生物性危害。因此关键限制杀菌工艺:70~75℃放入产品,加热杀菌水至沸腾时计时,保持水浴温度≥85℃、30min。每个杀菌批次产品杀菌过程的10个温度检测点用温度计测量水浴温度,水浴沸腾时开始计时和记录温度,调整蒸汽用量保持杀菌水浴≥88℃时,期间每隔3分钟检测温度并记录,30min结束杀菌。杀菌温度、时间达不到要求,依据《杀菌工艺纠偏计划》执行。另外,生产线的各个关键点如洗瓶、灌装封盖、日期打印、装瓶、杀菌冷却、套标缩标、装箱或缩膜按照生产线品控要点及质量标准的要求执行。每次生产完毕后对生产设备、车间地面墙面、管道容器等进行消毒。
第五节 问题及分析
本厂由于建厂时间较早,因此厂房规模较小、自动化程度不高且布局存在一些不合理之处。
5.1 工厂设施与环境
现代食品工厂总平面布置发展趋势是:工厂规模大,厂区建筑物不多,往往所有车间和仓库都集中在一幢建筑物内,成为生产区。管理部门也集中在一个建筑物中。这样有利于连续化生产和集中管理,相应地也节省用地和投资费用。厂前区有较宽的道路、草坪、停车场等,道路采用沥青路面,人流和物流运输基本分开,一般道路可设计成环形,以保证消防通道畅通。根据工厂平面设计原则,要求建筑物间距为1~1.5倍厂房高以获得较好的采光和通风条件。锅炉房与厂房的安全距离要求为30m。另外,绿化对食品厂来说可以美化厂区、净化空气、阻挡风沙、保护环境等作用。一般地,绿化率不宜低于20%,绿化系数不宜低于25%。
从该厂平面布置图(图一)可以看出,其建筑布局不利于集中管理和节约资源。如吹瓶车间距离主车间较远,吹塑好的PP瓶运送到洗瓶车间就需要耗费一定的人力;锅炉房与厂房之间的距离过小;厂前区空地面积较小,不利于停车、运输货物和消防;厂区内绿化带较少。
另外,工厂内的基础设施不全,如不具备发电间。生产过程中的停电造成停产,影响生产进度和生产效率。
5.2 车间设备与生产工艺
5.2.1 配料室
配料室的采光和通风条件较差。车间内的主要设备可倾式夹层锅可以用带搅拌的夹层锅替代,减少手工操作过程。萃取后的酸角汁在配料桶中搅拌会产生大量的泡沫,这是因为酸角中含有大量的果胶和少量蛋白质,车间工人的做法是使用容器舀出泡沫。大规模的生产中这样做是很浪费人力和不规范的,可以通过加入少量明胶单宁进行絮凝或酶制剂处理除去。澄清后用离心分离机进行过滤,分离其中的沉淀和悬浮物,使果汁澄清透明。
另外,工厂生产的成品酸角汁中会有大量气体。这是存在于果实细胞间隙中的氧和呼吸作用的产物二氧化碳等气体,在果汁加工中被吸附在果肉微粒和胶体表面。果汁中存在大量气体,会使果汁中的维生素受破坏,而且会与果汁中的各种成分发生反应而使香气和色泽恶化,因此在果汁加热杀菌前必须出去其中的氧气。可以使用真空脱气法除氧。
5.2.2 包装车间
包装车间内的布局和工艺有不合理之处。灌装后的半成品喷码后送到杀菌槽,杀菌后喷淋冷却,冷却后运送到输送带这些过程都需要消耗大量的人力、资源。可以通过一系列的调整来改进。使用直接蒸汽加热杀菌设备代替杀菌槽,灌装后的半成品直接由输送带送到杀菌设备中,杀菌完成后输送到喷淋隧道进行冷却,冷却后段使用吹风机吹干瓶上的水。杀菌冷却完成后,经传送带输送,进行套标、喷码、装箱。
第六节 心得体会
通过为期两周的实习和学习,把在学校学到的理论知识运用到社会实践中去。一方面巩固所学知识,提高处理问题的能力;另一方面为顺利进行毕业设计做好准备,并为自己能顺利与社会接轨做好准备。
实习时间虽短,我却有很多的感受和收获,深深体会到了社会经验与理论知识的巨大差异 ,所谓从实践中来到实践中去,在实际工作中我更加看清了自己,知道只有付出更多的汗水和辛劳才能做好本职工作。经过本次实习,无论是思想上还是工作上我都得到了很大的锻炼和提高,取得了长足的发展和巨大的收获。
爱岗才能敬业”,热爱实习岗位才能完成好实习任务。在实习过程中,我努力培养自己对实习岗位的热情,珍惜在岗上的每一分钟,努力学习相关知识,对岗位技能做到“懂、会、做”。
实习这段时间接触了不同的人和事,在为自己的成长欢欣鼓舞的同时,我也明白自己尚有许多缺点需要改正。我认识到做任何工作都要有足够的耐心与细致,首先需要改正的就是浮躁的心态,有时候做事只求速度而忽略了质量,有时候做事的时候缺乏全瞻性,更需时刻注意。其次就是所学的理论知识没有联系到实际中去,面对问题思考不够全面,没有及时想到合理解决办法。因此,平时的工作中努力养成留心观察、认真分析的习惯;必须培养良好的学习能力,通过不断学习而掌握相应技术来解决生产中遇到的问题。另外感触颇深的一点就是实习或学习过程中多请教老师或工厂的师傅。虽然在学校学习了不少理论知识,但缺乏实践经验。自己懂得的知识毕竟有限,不清楚的地方就得多向老师或师傅们请教,这是一个很迅速的获得所需知识的方法。
在学校的时间是最轻松的,踏上工作岗位就知道工作的辛苦和烦恼。俗话说“吃的苦中苦,方为人上人”,不管在任何岗位,都必须从基层做起,摆正自己的心态,端正自己的态度。时刻提醒自己一定要不怕苦不怕累,在掌握扎实的理论知识的同时加强实践。一份耕耘一份收获,自己总会取得令人满意的成绩。
千里之行,始于足下。在未来的实习、工作中,我会更加努力完成好各项任务,认真踏实做好自己的工作,树立强烈的事业心、高度的责任感和团队精神。学无止境,作为一名年轻人更应该把学习作为保持工作积极性的重要途径。从学校走向社会首先要转换自己的角色,必须在实际的工作和生活中潜心体会和改变。毕业以后我会继续朝气蓬勃、奋发有为的精神状态迎接新的挑战和机遇。
最后,真诚地感谢新乡市维康乐饮食有限公司提供给我们实习机会,让我们在工厂中能够进行实践操作,巩固和应用所学到的基本知识,做到理论联系实际,了解到工厂的规模水平、生产流程等为以后的学习和工作打下良好的基础。对实习中遇到的问题提出解决和改进方法,使此次实习顺利进行。