金属检验作业指导书
北京电力建设公司企业标准
Q/JDJ DL102.225-2004
宏观金相检验作业指导书
1.范围
本指导书规定了宏观金相作业的程序、方法及工艺、质量、环境、安全等要求,适用于火电工程中宏观金相的作业。
2.规范性引用文件
《电力建设金相检验导则》
《焊接接头机械性能试验方法》 GB2649—2655-89
《焊工技术要求考核规程》 SD263-88
《火力发电厂锅炉压力容器焊接工艺评定规程》 DL/T868-2004
《电力建设施工及验收技术规范》火力发电厂焊接篇 DL5007—92
3.要求
3.1.作业准备
3.1.1 检查试验所用的工器具是否完好,计量器具设备须经国家计量部门检定,并在有效期内。
3.2.作业工艺及其要求
3.2.1 作业的步骤及其方法
3.2.1.1 将试样放入侵蚀液中,用于低合金钢的侵蚀液为3%-4%硝酸水溶液。
试样被检面不得与其它试样接触,并应全部渗入侵蚀液中。
3.2.1.2 将侵蚀完毕的试样取出放入热水中冲洗,并用毛刷将试样表面的腐蚀产物洗刷掉,但不要划伤被检面,最后吹干。
3.2.1.3 处理好的试样应急时检查。若需暂时存放,则应置于干燥器中;若需保存较长时间,可在被检面上涂油或透明漆,以防生锈,而后放于干燥器中。
3.2.2 作业的工艺要求
3.2.2.1 试样的截取可采用手锯、砂轮切割、机械加工或气割等方法。试件大小根据试验要求确定。
3.2.2.2 试样在磨制时被检面的光洁度应根据检验目的及要求,选择相应的机械加工方法,必要时可用不同粒度的砂纸逐级进行磨制。
3.2.2.3 试样表面的油污可用汽油、乙醇、苯等清洗。
3.3.作业的安全要求
3.3.1 操作人员工作时必须身着工作服或橡皮围裙,戴好眼镜、口罩、胶皮手套等,以防侵蚀液溅出伤人。
3.4.作业的环境要求
3.4.1 试验现场干净整洁。
3.4.2 试验温度要求在20±5℃。
4.检验或试验记录(报告)
4.1 根据试验结果做好试验记录,发现缺陷应绘制简图或摄影记录,填写检验意见书通知委托单位处理。
4.2 根据相关标准评定试样缺陷,出具合格试验报告。
4.3 对委托单、检验记录、检验意见书、报告等进行归档管理。
5.附录(报告格式)
北京电力建设公司金属试验室
金 相 试 验 报 告
报告编号: 报告日期: 年 月 日 第 页/共 页 QR-31-7.5-JS10

审 核: 试 验:
试 验 结 果:
北京电力建设公司金属试验室
金 相 试 验报告(附页)
报告编号: 第 页/共 页 QR-31-7.5-JS10
第二篇:焊缝的宏观和微观金相检验方法
附件A
焊缝的宏观和微观金相检验方法
A1 范围
本附件是为宏观和微观检测的试样制备、试验程序及其目的,规定的推荐方法。
A2 术语和定义
A2.1 宏观检验
用肉眼或低倍放大镜(放大倍数一般小于50)检查试样,试样表面可处理或不处理。
A2.2 微观检验
用显微镜检查试样,一般放大倍数为50~500,试样表面可处理或不处理。
A2.3 检验操作人员
进行宏观、微观检验的操作人员。
A3 缩略语
本方法采用的缩略语如下:
(1)A,宏观检验;
(2)I,微观检验;
(3)E,腐蚀处理;
(4)U,不腐蚀处理。
A4 原理
宏观和微观检验用来显示焊缝的宏观和微观特性,通常检验焊缝的横截面。
A5 试验目的
宏观和微观检验目的是单纯地评定组织(包括晶粒组织、形态和取向,沉淀和夹渣)、与各种裂纹和空穴关系。检测截面还要能记录截面平面的取样形状。
A6 试样的截取
试样的截取方向一般垂直于焊缝轴线(横截面),试样包括焊缝熔敷金属和焊缝两侧的热影响区。但也可以从其它方向截取试样。
在试验前应确定时间的位置、方向和数量,以及参照应用标准。
A7 试验程序
A7.1 一般原则
应给出下列信息:
(1)母材和焊接材料;
(2)试验对象;
(3)腐蚀剂的组成/名称;
(4)表面抛光(见A7.2.1);
(5)腐蚀方法(见A7.2.2);
(6)腐蚀时间;
(7)安全措施(见A7.3);
(8)其他附加要求。
A7.2 试样制备
用于检验试样的制备包括通过切割、镶嵌、研磨、抛光、适当腐蚀。这些加工过程不应对检验表面产生有害的影响。
A7.2.1 表面抛光
表面抛光的要求取决于下述因素:
(1)检验类型;
(2)材料种类;
(3)记录(例如照片)。
A7.2.2 腐蚀
A7.2.2.1 腐蚀方法
在腐蚀前,先确定腐蚀方法。在常用的方法有以下几种:
(1)把试样侵入腐蚀剂中腐蚀;
(2)擦拭试样表面腐蚀;
(3)电解腐蚀。
可以使用其他方法,但应符合规定,例如参照应用标准。
当腐蚀完成时,试样应清洗和干燥。
A7.2.2.2 腐蚀剂
根据要求的信息,腐蚀剂的种类和浓度以及腐蚀温度和时间取决于检验材料和类型。相同的接头可以使用不同的腐蚀剂。
A7.3 安全措施
应遵守下列安全措施:
(1)采取合适的保护眼或脸的措施;
(2)使用合适的手套或夹钳处理腐蚀剂;
(3)在排烟柜里或在排烟罩下配腐蚀剂;
(4)总是把酸倒入水中,决不能相反操作;
(5)总是把溶质倒入溶剂中,例如少量(溶质)倒入大量的(溶剂)中。
A8 检验
在腐蚀前、腐蚀后可以根据实际或者相关标准、规程检验制备好的表面。
A9 金相或断口检验评判
金相或断口检验中发现的接头内在缺欠则按JB/T4730《承压设备无损检测》中的射线或超探的验收级别评判。
A10 验收要求
验收要求按用户或设计者在产品技术要求所提出的或锅炉专业标准规定的要求进行。
A11 试验报告
试验报告至少应包括下列内容:
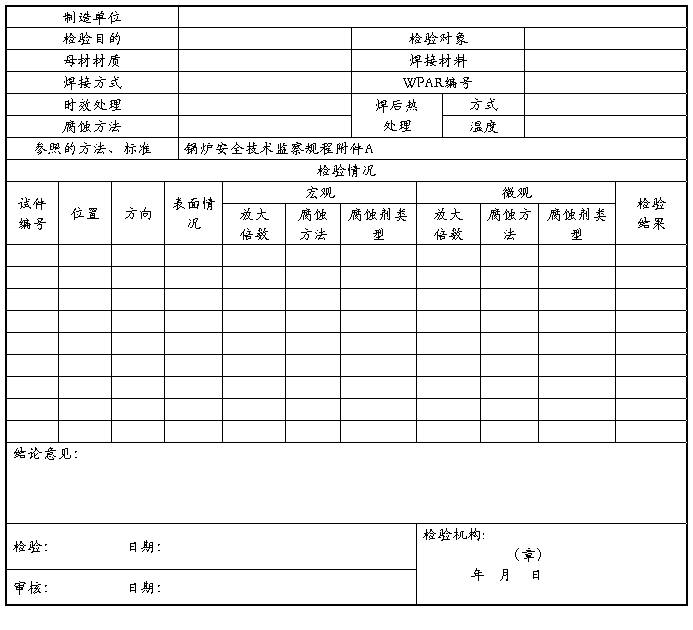
(1)参照的方法标准(例如本附件A);
(2)检验的类型(宏观、微观检验);
(3)检验对象(母材左侧,母材右侧和焊缝金属);
(4)焊接工艺认可报告(WPAR)编号,如果不能做到至少应给出使用的母材和焊接材料的焊后热处理、腐蚀;
(5)试样的位置和方向以及检验表面;
(6)试件的腐蚀方法和腐蚀剂的类型;
(7)金相照片、草图、放大倍数(如果要求)。
典型的报告实例见附录A。
附录A
焊缝的宏观和微观金相检验报告
编号: