第二篇:WSH-WI-QC-003 制程检验作业规范


编制/日期: 审核/日期: 批准/日期: 受控印章:

1.目的:
确保本公司产品在制造环节得到有效的质量管控。
2.范围:
适用于本公司的网络摄像机所有制造过程品质控制。
3.引用文件:
3.1 《不合格品控制程序》
3.2 《纠正预防措施控制程序》
4、名词定义:
4.1 连续性不良:在某一时段或批次里出现连续出现多台不良
4.2 倾向性不良:在某一时段或批次里连续出现多台同样问题
点的不良
5. 职责与权限
5.1 仓库根据套料单进行发料至装配车间作业
5.2 生产人员根据制造通知单作业指示作业。
5.3 品管负责对装配成品各个制造环节进行质量管控。
5.4 维修对不良品进行维修并协助工程分析不良原因。
6. 程序:
6.1 检验计划:
6.1.1 本公司制造环节制程控制采用的方式为三检制,即首
件检验﹑巡回检验﹑末件检验。

6.1.2 在制造过程具体执行人员中,针对产品实行自检﹑互
检﹑专检。
6.1.3若客户有特殊要求的按客户意见执行
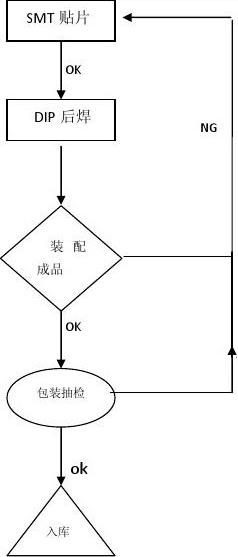
6.2 检验标准与项目:检验时按产品系列相应之“品质控制流
程图”执行,一般包括产品外观、结构、性能、包装
(质量控制计划执行)若客户有特殊要求按客户要
求执行。
6.3 作业流程:
6.3.1首件检验: 制造部根据生产制造通知单进行生产,品
质部IPQC人员应提前了解制造部门的生产计划状况,
提前做好相关检验资料的准备工作。开始生产时,IPQC
对工艺流程、物料、工具及相关进行查核。对烙铁、静
电带进行点检。并填写《烙铁点检表》及《静电带点检
表》。对不符要求的及时进行调整和通知相关拉长进行
更换。
6.3.2 生产测试人员完成首件产品后,应进行自检,自检合格
后交给本班拉长进行确认,无异常后通知IPQC对首件
产品进行首件产品进行检验,IPQC依据相关图纸、样
机、产品检验标准及客户资料进行检验,检验合格后,
方可进行生产,IPQC同时填写《首检检验报告》。对

首件产品进行封样,填写首件产品标识,作为此批生
产样板。
6.3.3 巡回检验:生产正常后,IPQC依规定时间,按4M1E
进行巡检工作。
IPQC巡检时发现不良应及时分析原因,并追溯不良流
程品,及时对作业人员之不规范的动作以及时纠正。并
记录在《IPQC巡检日报表》中。
IPQC对检测工位发现不良,需及时反馈并同制造部管
理人员或者技术人员进行处理,分析原因,并作出异常
问题的临时对策和预防措施。
当发现重大的品质异常,IPQC不能处理时,应及时开
具《纠正预防措施单》,经主管确认后,通知相关工程
技术或研发部门进行处理,重大的品质问题未能得到及
时处理,IPQC有权利要求制造部门进行停机或者停线,
制止继续制造不良品。
IPQC依据品质流程图及质量控制计划进行巡检工作,
并进行记录。及时填写《IPQC巡检日报表》。
6.3.4末件检验:一个制造单号完成或每班结束时,IPQC应
对末件进行检验和确认,确保当天或一个制造单号无
批量异常质量状况,

6.4 首件检验情况特别说明
6.4.1以下情况需进行首件检验:
A:产品开始投产时。
B;轮班或者操作人员发生变化时。
C:设备重新调整及工艺发生变化时。
D:材料发生变化时。
7. 附件与表单
7.1 附件:品质控制流程图
质量控制计划
7.2 《纠正预防措施报告》
《电批点检表》
《静电带点检表》
《烙铁点检表》
《首检检验报告》