工作质量及生产品质异常的处理办法
界定使用范围:
异常单的使用范围仅限品质类异常。因其它原因开的异常单,如人员投诉等可寻其它途径解决,有关部门在接到类似异常单时可不予受理。
一、规定处理原则:
1、 出现品质异常需追究责任人,目的并非扣款,扣款只是一种教育手段,希望全体员工都能吸取
教训,避免再次发生此类错误。提高全员产品质量意识。
2、 公司对第一次犯错的员工应秉着教育的目的从轻处罚,对三个月内重犯的则从重处罚。
3、 出现品质异常应及时做机会教育,在每周一的晨会或部门例会上宣导上周出现的质量问题及改
进办法,务必做到出现问题一次解决,永不再犯。
二、异常程序及结案规定需做更改:
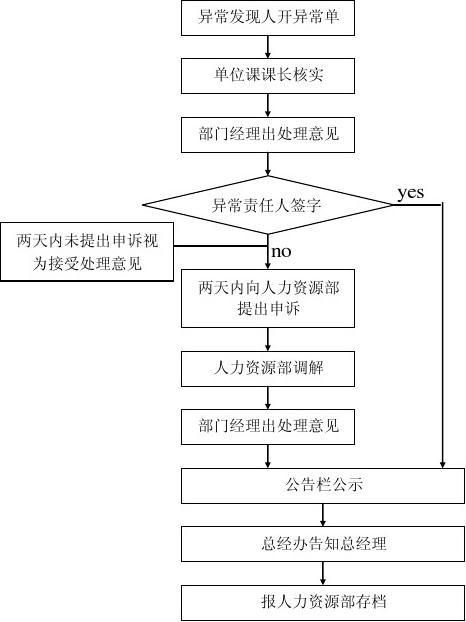
1、 部门内部异常处理程序:
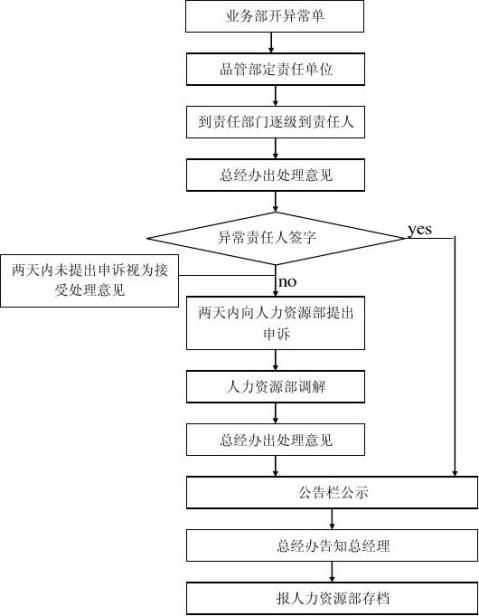
2、

三、以往已保存的异常单,是公司一份不可多得的财富!这都是企业生产经营管理中所积累的经验教训,
如能有效利用,将使公司的品质管理、流程管理向前迈进一大步。 1、 由品管部收集、整理历史异常单,将异常情况归类。例:
2、 统计资料分发至各相关部门,各部门将资料中涉及本部门的信息整理出学习资料,做为部门员
工应知应会的学习资料。
第二篇:产品质量检测检验问题的处理办法
隆昌县炜晔玻璃制造有限公司
产品质量检测检验管理办法
根据玻璃瓶罐行业关于《玻璃瓶罐检验检验操作规程》、《酒瓶外观缺陷的认识、判定和检验标准》,结合GB/T 24694-2009《玻璃容器-白酒瓶》国家标准的相关规定,针对公司产品质量检测检验相关问题制定相应的管理办法,请遵守执行。
一、理化性能的检测标准及处理办法
检测指标:1、抗热震性≥45℃;2、抗冲击力≥0.40焦耳;
判定方法:
1、抗热震性俗称做温差测试,抗热震性不达标的,首先考虑二次退火;二次退火不达标的,判定为不合格品;
2、抗冲击力不达标的,可以考虑检验尺度适当放宽到0.30焦耳;低于0.30焦耳的,判定为不合格品。
二、规格尺寸的检测标准及处理办法
A、满口容量检测指标:
1、公称容量:50≤V≤200ml,满口容量允许误差±5ml;
2、公称容量:200<V≤400ml,满口容量允许误差±8ml;
3、公称容量:400<V≤600ml,满口容量允许误差±10ml;
4、公称容量:600<V≤1000ml,满口容量允许误差±15ml;
5、公称容量:V<50;V>1000ml,由供需双方另行约定;
判定方法:
符合检测指标的,判定为合格品;不符合检测指标,且符合需方放宽要求的,也可判定为合格品;其余的判定为不合格品。
B、规格尺寸的检测指标:
1、严格符合GB/T 17449的规定,由供需双方商议确定,参照双方确认图纸尺寸允许公差标准检测;主要检测指标有:瓶口尺寸、公称主体直径公差、公称瓶高公差、垂直轴偏差等。
2、判定方法:不符合允许公差检测标准的,判定为不合格品。
C、厚度的检测指标:
1、瓶身厚度≥1.50mm,瓶底厚度≥3.00mm;
2、同一截面瓶壁厚薄比≤2:1;同一瓶底厚薄比≤2:1;
3、对于特殊瓶型,厚度要求由供需双方商议确定。
判定方法:对乳白瓶不符合瓶身厚度要求、瓶底偏薄且出现“亮窗”现象的,判定为不合格品;
D、瓶身圆度的检测指标:
瓶身圆度,偏差不超过直径的4%的,非圆形(特殊造型)的不按此计算。
判定方法:对乳白瓶不符合瓶身圆度要求的,判定为不合格品; E、瓶口不平行度的检测指标:
瓶口公称直径D≤20mm的,瓶口相对于容器底部不平行度允差≤0.50mm;瓶口公称直径20<D≤30mm的,瓶口相对于容器底部不平行度允差≤0.60mm;
判定方法:对乳白瓶不符合瓶口不平行度要求的,判定为不合格品;
三、外观质量的检测标准及处理办法
A、检测指标:
1、直径>4mm的表面气泡和破气泡不允许有,瓶口封合面及封锁环上≥1mm的不许有;
2、直径>1mm的结石不许有,瓶口封合面及封锁环上不许有;
3、裂纹不许有(表面点状撞伤不作裂纹处理);
4、内壁缺陷(含粘料、尖刺、玻璃搭丝、玻璃碎片)不许有;
5、合缝线尖锐刺手的不许有,合缝线粗凸出量>0.50mm不许有;初型模合缝线明显的不许有;
6、瓶体表面不光洁平滑、有粗糙感,明显的不许有;黑点、铁锈明显的不许有,氧化斑、波纹、油斑、冷斑明显的不许有;
7、口部尖刺、高出口平面的立棱不许有,影响密封性的缺陷不许有;
8、文字图案要求清晰、完整、位置准确,文字图案残缺、模糊、错误的不许有。
B、判定方法:
凡是不符合以上检测标准的判定为不合格品,根据需方要求提高标准或者放宽标准的,按提高标准或者放宽标准进行严格检测,在标准范围内的判定为合格品,具体可以参照公司对产品结构分类的检测标准执行。
四、包装储运质量的检测标准及处理办法
A、检测指标:
1、包装物的要求
不允许使用>6mm的残损破编织袋,且达保证抽拉缝包线的质量要求;不允许使用有破损、受潮、浸湿或油污的包装用纸箱、纸板、包装纸,保证包装过程中的产品清洁;
2、包装数量的要求
根据纸箱的准装数、编织袋大小的包装数,严格执行统一件装标准,不得多装、少装,更不得混装;编织袋包装过程中,特别要求编织袋必
须封口,瓶身外露、瓶口外露的不允许有;
3、包装方式的要求
编织袋包装,产品方向统一的,原则上在瓶口方向点一张纸板即可;产品颠倒包装的,必须要求在袋子两方各垫一张纸板,要求增加裹纸包装的必须严格要求执行。
4、缝包、封包、打包及包装标识的要求
编织袋包装缝包时,必须将袋子提起使瓶子在袋中自然下垂,然后放下将袋口卷拢,用包装线抽紧缝合,同时缝上产品合格证;袋口缝合完后,将包掉头,用包装线抽紧缝合包装袋的另一头加固;对包装还不紧实的,还需在袋子腰部按三角形缝包加固。
纸箱包装封包时,必须保证纸箱粘合接触面的清洁度,防止粘胶带在产品转运过程中发生脱落现象;装箱前,严格按照纸箱包装要求封箱底板、垫上垫板、隔板或面板,装够数量后再封箱。封箱时,严格按照横一纵二的方法封合纸箱上下端口,即用粘胶带横向黏住纸箱合口处,再纵向粘两次加固即可。粘纸箱上端口时,必须黏上产品合格证。
合格证或合格标签,必须注明生产企业名称、产品名称、规格、件装数量、生产日期、批号、检验包装人员姓名(代号),以及“玻璃物品”等图示储运标志。
5、转包堆码的要求
严格按照品种、名称、规格和包装标准分班组准确整齐堆码到指定位置,严禁混堆或乱堆;对不符合包装质量要求的,有权提出立即整改,否则不准转包到成品仓库,库管员对此必须拒绝收数;
6、出厂检验的要求
出厂检验项目为本办法理化性能、规格尺寸、外观质量规定的项目。
出厂检验做为公司二次检验的把关程序,严格按照二次抽样检测方案执行;必要时也可由供需双方另行协定。
产品验收以每百单位产品不合格品数表示,提交验收批产品的检查水平(IL)、接收质量限(AQL)应符合规定。
每批检验以上各项均需合格,若有一项不合格,应由质检部门分析具体不合格情况后作出该批报废或是整理后重新交验的决定,重新交验不合格的,则该批产品判为不合格。
7、仓储的要求
产品储存环境应通风、干燥,产品在贮存过程中,英远离有异味、腐蚀性和有毒的物品。
转包人员按库管员指定位置整齐堆放,严禁乱堆、混堆、乱码,严禁挡道堆放。
8、转运装卸的要求
转运、搬运运输过程中,应防止剧烈震动,装卸时要轻拿轻放。特别注意:包装物上有明显标识不宜倒置或防雨防潮的,切忌做好倒放或淋雨的保护。