Ŀ ¼
һ�����ӹ�������� ....................................................................................................................... 1
1.1������ ............................................................... 1
1.1.1 ���������� ........................................................................................................... 1
1.1.2 ��������ѡ�� ....................................................................................................... 2
1.1.3 ��������ʹ�� ....................................................................................................... 2
1.2 �����뺸�� ........................................................... 3
1.2.1���� ........................................................................................................................ 3
1.2.2 ���� ....................................................................................................................... 3
1.3 �������� ............................................................. 4
�����ֹ����ӻ������� ................................................................................................................... 4
2.1 ����ǰ�� ........................................................... 4
2.2���ӷ��� ............................................................. 5
2.3 ����ע������ ......................................................... 6
2.4�������� ............................................................. 6
����Ԫ��������Ҫ�� ....................................................................................................................... 7
3.1���������� ........................................................... 7
3.2���������� ........................................................... 7
3.3 �����ܵĺ��� ......................................................... 7
3.4�����ܺ��� ........................................................... 7
3.5 ���ɵ�·���� ......................................................... 7
3.6 ���ߺ��� ............................................................. 8
3.7��ƬԪ�������� ....................................................... 9
�ġ���......................................................................................................................................... 10
�ο����ף�..................................................................................................................................... 10
�� л ............................................................................................................................................ 11
I / 15
���Ӽ���
���ϰ�
�Ͼ���Ϣ���̴�ѧ��������Ϣ����ѧԺ������ �Ͼ� 210044
ժҪ�������ڵ��Ӳ�Ʒװ������һ����Ҫ�ļ��������ڵ��Ӳ�Ʒʵ�顢���ԡ�������Ӧ�÷dz��㷺�����ҹ������൱���������ĺû���ֱ��Ӱ���Ʒ�����������Ӳ�Ʒ�Ĺ��ϳ�Ԫ������ԭ���⣬����������ں����������Ѷ���ɵģ���ˣ����������ĺ��Ӽ��ܷdz���Ҫ�� ���ӵ�����ܶ࣬������Ҫ����Ӧ�ù㷺���ֹ�����������
�ؼ��ʣ��ֹ����ӣ��ɿ��ԣ��ȶ��ԣ�����
II / 15
Welding Technology
Hanshangbang
Electronic and Information Engineering��NUIST��Nanjing 210044��China
Abstract: Welding in electronics assembly is an important technology. His experiments in electronic products, commissioning, production is widely used, but a considerable workload, weld quality is good or bad will directly affect the quality of the product. Failure of electronic components in addition to the reasons, mostly caused by poor quality of the welding, so the master skilled welding skills are important.
Many different types of welding, this paper describes a widely used manual soldering techniques. Key words: Manual welding; reliability; stability; beautiful
III / 15
IV / 15
�����ǵ������������зdz���Ҫ�Ļ��ڣ����ӵ�����ֱ��Ӱ���Ʒ����������û�����պú��ӵ�Ҫ�죬���ײ����麸;�����ӹ����м��뺸�����࣬������Ž�(��·),��ʹ���������IJ�Ʒ���ܴﲻ�����Ҫ��
����ͨ���Ժ������Ȳ�ʹ�����ۻ����ں����뺸��֮�������ԭ����ɢ�������̺����佻�����Ͻ��γ�һ��Ͻ��ϲ㡣�úϽ��ϲ������õĵ����Ժͻ�еǿ�ȡ�
һ�����ӹ��������
1.1������
1.1.1 ����������
��1������ʽ������
һ��������ͷ������о����ǡ��ֱ�����ͷ�Ȳ�������ɡ�����ͷ��װ������о�ڣ������ȴ����Ժõ�ͭΪ�����ͭ�Ͻ�����Ƴɡ�����ͷ�ij��̿��Ե���������ͷԽ�̣�����ͷ���¶Ⱦ�Խ�ߣ���������ʽ�����Ρ�Բ���Ρ�Բ�����κͰ�Բ���εȲ�ͬ����״������Ӧ��ͬ���������Ҫ��
��2�� ����ʽ������
�����Ӹˡ��ֱ������ɼС�����о������ͷ���������ɡ�����о��װ������ͷ�����棨���ȿ죬��Ч�ʸߴ� 85 �����������ϣ�������о������������˿���ڴɹ����Ƴɣ�һ�� 20W �����������Ϊ 2.4k�� ���ң� 35W �����������Ϊ 1.6k�� ���ҡ����õ�����ʽ�������Ĺ����¶������±�1��

��1����������ʽ�����������¶�
һ����˵�������Ĺ���Խ������Խ������ͷ���¶�Խ�ߡ����Ӽ��ɵ�·��ӡ����·�塢 CMOS ��·һ��ѡ�� 20W ����ʽ��������ʹ�õ��������ʹ��������̻�Ԫ������һ����������ܽ���¶ȳ��� 200�� ʱ�ͻ��ջ�����ʹӡ�Ƶ��ߴӻ��������䣻ʹ�õ���������̫С���������ܳ���ۻ����������ܻӷ����������㲻�⻬�����ι̣��ײ����麸������ʱ�������Ҳ���ջ�������һ��ÿ�������� 1.5 �� 4S ����ɡ�
��3�� ��������
�ٺ��µ�����
���µ�����������ͷ�ڣ�װ�д���ʽ���¶ȿ�������������ͨ��ʱ�䣬ʵ�ֺ��µ�Ŀ�ġ��ں����¶Ȳ��˹��ߡ�����ʱ�䲻�˹�����Ԫ����ʱ��Ӧѡ�ú��µ������������۸�ߡ�
������������
1 / 15
�����������ǽ�����ʽ�����������������һ��IJ��ߣ�������ʹ�÷��㡢�����÷�Χ�����ص㡣����֮����ÿ��ֻ�ܶ�һ��������в�
����������
һ����Һ����������ȿ�ȼ����ȼ�ռ�������ͷ�������������ڹ��粻���������������ij��ϡ�
1.1.2 ��������ѡ��
��1����ѡ�õ�����һ����ѭ����ԭ��
�� ����ͷ����״Ҫ��Ӧ����������Ҫ��Ͳ�Ʒװ���ܶȡ�
�� ����ͷ�Ķ����¶�Ҫ�뺸�ϵ��۵�����Ӧ��һ��Ҫ�Ⱥ����۵�� 30 �� 80�� ���������ڵ�����ͷ�Ӵ����ӵ�ʱ�½����¶ȣ���
�� ������������Ҫǡ��������ͷ���¶Ȼָ�ʱ��Ҫ�뱻���������Ҫ������Ӧ���¶Ȼָ�ʱ����ָ�ں��������ڣ�����ͷ�����¶�������ɢʧ�����ͺ��ٻָ�������¶�����ʱ�䡣������������ʡ��������Լ�����ͷ����״�������йء�
��2����ѡ��������Ĺ���ԭ�����£�
�� ���Ӽ��ɵ�·������ܼ����������������Ԫ����ʱ������ѡ�� 20W ����ʽ�� 25W ����ʽ��������
�� ���ӽϴֵ���ͬ�����ʱ������ѡ�� 50W ����ʽ�� 45 �� 75W ����ʽ�������� �� ���ӽϴ�Ԫ����ʱ����������̽ӵغ�Ƭ��Ӧѡ 100W ���ϵĵ�������
1.1.3 ��������ʹ��
��1�������������շ�
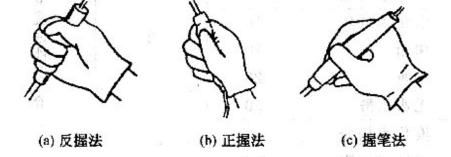
���������շ���Ϊ���շ������շ����ձʷ����֡�
�� ���շ� ������ָ�ѵ������ı��������ڡ��˷������ڴ��ʵ�����������ɢ������ı�������
�� ���շ� �˷������ڽϴ�ĵ���������������ͷ��һ��Ҳ�ô˷���
�� �ձʷ� ���ձʵķ����յ��������˷�������С�� �ʵ�����������ɢ����С�ı��������纸�������������ӻ���ӡ�Ƶ�·�弰��ά�ȡ�
�������շ���ͼһ��ʾ��
2 / 15
ͼ1���������շ�
��2����������ʹ��
���������˳�ʱ��ͨ�����ʹ�ã���������ʹ����о�����������նϣ�������������ͬʱҲ��ʹ����ͷ��ʱ����ȶ������������� �� ���� �� ���� �� ���� �� ��
��3���� ������ʹ��ע������
�� ���ݺ��Ӷ������ѡ�ò�ͬ���͵ĵ�������
�� ʹ�ù����в�Ҫ�����û�������ͷ����������ʽ���������Ӹ˸ֹܱں��ֻ�� 0.2mm ��������ǯ�Ӽ���������ʹ�ù�����Ӧ����ά������֤����ͷ����һ�㱡����
1.2 �����뺸��
1.2.1����
������һ�����۽���������ʹԪ����������ӡ�Ƶ�·������ӵ�������һ������ Sn ����һ���ʵ���������չ�Դ������ɫ�������۵�Ϊ 232�� ���ڳ����»�ѧ�����ȶ���������������ʧ��������������ʴ����ǿ��Ǧ�� Pb ����һ�ֽ�����dz���ɫ�������۵�Ϊ 327�� ���ߴ��ȵ�Ǧ�ʹ�����ʴ����ǿ����ѧ�ȶ��Ժã����������к������м���һ��������Ǧ�����������������Ƴ��۵�͡������Ժá���Ԫ���͵��ߵĸ�����ǿ����еǿ�ȸߡ������Ժá���������������ʴ�Ժá�����������۵ĺ��ϣ�һ��ƺ�����
�������������Ķ��ٿɷ�Ϊ 15 �֣��������������ʵĻ�ѧ�ɷַ�Ϊ S ��A �� B �����ȼ����ֹ����ӳ���˿״������һ�����������о�ĺ���˿�����ֺ���˿���۵�ϵͣ������ں�������������ʹ�ü�Ϊ���㡣
1.2.2 ����
��1��������
������һ��ɷ�Ϊ�����������л�����������֬�����������ܽ�ȥ�������������������ں��Ӽ���ʱ��Χ�����ı��棬ʹ֮�Ϳ�����������ֹ�����ڼ���ʱ�������ɽ�����
3 / 15
�ں����ı��������������ں�����ʪ��
��2�� �躸��
���ƺ���ֻ����Ҫ�ĺ����Ͻ��к��ӣ��Ѳ���Ҫ���ӵ�ӡ�Ƶ�·��İ��沿�ָ����������������ʹ���ں���ʱ�ܵ����ȳ��С���������ݣ�ͬʱ����ֹ�Žӡ����⡢��·���麸�������
ʹ�ú���ʱ��������ݱ������������С�ͱ���״̬����ʩ�ã�������С��Ӱ�캸���������������࣬�����������ḯʴԪ����ʹ��·���Ե���ܱ�
1.3 ��������
Ϊ���㺸�Ӳ��������ü���ǯ��ƫ��ǯ�������������Ӻ�С������Ϊ�������ߡ�ѧ��ʹ����Щ����������������ߺ����������ٶȡ�
��������������ͼ2��ʾ

ͼ2�����������ֹ���
�����ֹ����ӻ�������
2.1 ����ǰ��
����ǰ��Ӧ��Ԫ�����Ż��·��ĺ��Ӳ�λ���к�ǰ������
4 / 15
��������Ӳ�λ�����㣬��С����ȥ�������߱���������㣬ʹ����¶���������� �� Ԫ���������ڹξ��������϶������ɽ�����պһ������ƾ���Һ��������������ͷѹ�������ϣ���ת�����ߡ�����ʹ���߾��ȵض���һ��ܱ������㡣���ߺ���ǰ��Ӧ����Ե��Ƥ��ȥ���پ��������������������ʽ���ӡ����Ƕ�ɽ���˿�ĵ��ߣ�����Ӧ��š��һ��Ȼ���ٶ�����
2.2���ӷ���
��Ϊһ�ֳ�ѧ�������ֹ�����������ѵ���������岽�����г�Ч�ġ�
����ʩ�� ���Ȱѱ���������˿���������ô�����ʱ�ɺ���״̬������������������ͷӦ���ָɾ�������������������˿������ʱ��ʩ��״̬��
�ڼ��Ⱥ��� ������ͷ���ڽ��߶��Ӻ������Ͻ��м��ȡ�Ӧע�������������ȫ�壬����ͼ�е��ߺͽ��߶�Ҫ�������ȡ�
�����뺸˿ �����������ȴﵽһ���¶Ⱥ����������е���˿������������ʹ֮�ۻ������ĺ��ϡ�ע�⺸��Ӧ�ӵ���������������ͷ�ԳƵ�һ�������ֱ�Ӽӵ�����ͷ�ϡ�
���ƿ���˿ ����˿�ۻ�һ�������ϲ���̫��Ѹ���ƿ���˿��
���ƿ����� �����ϵ���ɢ��Χ�ﵽҪ�����������̻���ʩ����λ���ƿ������������������ķ�����ٶȵĿ����뺸�����������йت�����ʱӦ�ر�������ϸ��ᡣ
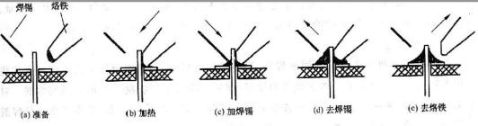
ͼ3�������岽��ʾ��ͼ
�ں���ʱӦע���ȵͺ�ߵ�˳���Ⱥ��ӽϵͰ�Ԫ�����ٺ��ӽϸ�Ԫ���������ӽϳ�����Ԫ��ʱ��ʹ�����ӵȹ��߸������ӣ��������ӹ̶�������Ԫ������Ȼ���ڻ�������������Ԫ��ʹ֮���·��������ϣ�һ��������������Ȼ��ȴ���ɿ����Ӽ��̶������š�
����С�������������Ԫ������������̲���2s~4sʱ�����ʱ��Ŀ���ʱ���ȷ���ն�����Э����������Щ����Ӧ��ͨ��ʵ����������������⡣�����ܽ�����岽��������������İ취����ʱ�伴�����Ӵ��������һ����Լ2s�����뺸˿���������ļ��ƿ���������˿�ۻ���Ҫ���۲��������취���Բο�������Ȼ�����������ʺ����������IJ�������ʵ�����պ��ӻ������¿�ѭ���������������Դ���
5 / 15
2.3 ����ע������
�ں��ӹ����г�Ӧ�ϸ������ϲ�������⪪��Ӧ�ر�ע�����¼�������
���������¶�Ҫ�ʵ� �ɽ�����ͷ�ŵ�������ȥ���骪һ���������ۻ��Ͽ��ֲ�ð���̵��¶�Ϊ���ˡ�
�ں��ӵ�ʱ��Ҫ�� �Ӽ��Ⱥ��ϵ������ۻ����������ӵ�һ��Ӧ��������֮����ɡ���ʱ�������������ȫ�ӷ���ʧȥ�����������û���ɺ������ֲ�����ʹ����������������ʱ��Ҳ���˹���ʱ�������ﲻ������������¶Ⱥ��ϲ��ܳ���ڻ�������麸�� �ۺ����뺸����ʹ��Ҫ���� ��ʹ�ú��Ϲ��������Ļ���������ĵײ����ܽ�֮��ľ�Ե�Ԫ���ʹ�õĺ������પ�����ڹܽ���Χ�γɾ�Ե����ɹܽ������֮��ĽӴ���������֮���Ϻͺ�������������麸��
�ܺ��ӹ����в�Ҫ�������ӵ� �ں��ӵ��ϵĺ���δ��ȫ��ȴ����ʱ��Ӧ�ƶ�����Ԫ�������߷����ױ���Ҳ�����麸�����ӹ�����ҲҪע�ⲻҪ������Χ��Ԫ���������ߡ�
2.4��������
����ʱ��Ҫ��֤ÿ�����㺸���ι̡��Ӵ����á�Ҫ��֤����������
(A)��ʾӦ�����������Բ������ë�̣��������С����ͱ������ں��ι̡���Ӧ���麸�ͼٺ��� �麸�Ǻ��㴦ֻ����������ס����ɽӴ�������ʱͨʱ�ϡ��ٺ���ָ�����Ϻ���ס�ˣ���ʵ���ϲ�û�к��ϣ���ʱ����һ�Σ����߾Ϳ��ԴӺ����аγ�������������������������ĵ��Ժͼ�������������ѡ�ֻ�о��������ġ�����ĺ���ʵ�������ܱ��������������
����������ͼ4��ʾ

ͼ4���������Ӵ���
���ӵ�·��ʱ��һ��Ҫ���ƺ�ʱ�䡣�������ʱ��̫������·�彫���ս��������ͭ�����䡣
6 / 15
����Ԫ��������Ҫ��
3.1����������
��ͼ��������ȷװ�˹涨λ�á�Ҫ�������ϣ�����һ�¡�װ��ͬһ�ֹ�����װ��һ�ֹ����ʹ�������ĸߵ�һ�¡������¶��ӡ�Ƶ�·�����������������ȥ��
3.2����������
����������ͼװ�˹涨λ�ã���ע���м��Ե������� �� �� �� �� �� �� �� �����ܽӴ����������ϵı�Ƿ���Ҫ���ɼ�����װ�����Ե��������л����ʵ��������ɽ�����������װ����������
3.3 �����ܵĺ���
�����ܺ���Ҫע�����¼��㣺��һ��ע�����������ļ��ԣ�����װ�����ڶ����ͺű��Ҫ���ɼ���������������ʽ������ʱ����������ߺ���ʱ�䲻�ܳ��� 2S ��
3.4�����ܺ���
ע�� e �� b �� c ������λ�ò����ȷ������ʱ�価���̣ܶ�����ʱ�����Ӽ�ס���߽ţ�����ɢ�ȡ����Ӵ���������ʱ�������װɢ��Ƭ��Ӧ���Ӵ���ƽ������ĥ�⻬���ٽ��̣���Ҫ��ӵ��Ե��Ĥʱ���������Ǽӱ�Ĥ���ܽ����·����������ʱ��Ҫ�����ϵ��ߡ�
3.5 ���ɵ�·����
���Ȱ�ͼֽҪ����ͺš�����λ���Ƿ����Ҫ����ʱ�Ⱥ����صĶ�ֻ���ţ���ʹ�䶨λ��Ȼ���ٴ��������϶���������ӡ�
���ڵ������������ܡ�������¶��ӡ�Ƶ�·�����϶������ž��������ȥ��
Ԫ�����ڵ�·����Ӧ�������в���һ��������á�Ԫ�������氲����ͼ5��ʾ��
7 / 15
ͼ5:ӡˢ����Ԫ�������߳���
3.6 ���ߺ���
���������е����ߡ�����ߺ���������ͼ6��ʾ��
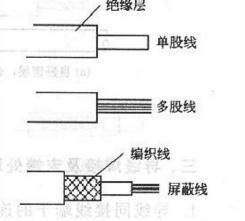
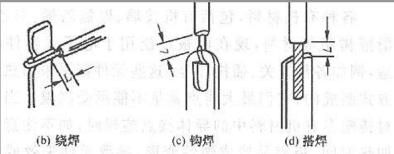
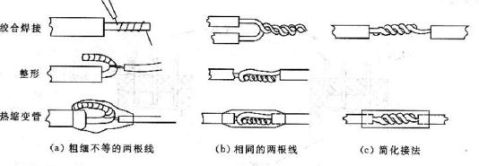
ͼ6�����õ��� ͼ7������ͬ���ӳ������ӷ�ʽ
����ͬ�����߶��ӵ����������ֻ�����ʽ���ƺ����������������������ӷ�ʽ��ͼ7��ʾ��
����֮����������ƺ�Ϊ���������������£�
��1��ȥ��һ�����Ⱦ�ԵƤ��
��2�������������Ϻ����ܡ�
��3���ʺϡ�ʩ����
��4 ��������������ȴ���̶ܹ��ڽ�ͷ����
������ĩ�˴���������ͬ�����ĩ�����Ӷ���ͬ��������Ҳ��ͬ�����۲��ú������ӷ�ʽ����Ӧʹо�߳���ѹ����
�����뵼�����ӷ�ʽʾ��ͼ��ͼ8��ʾ��
8 / 15
ͼ8�������뵼�����ӷ�ʽʾ��ͼ
3.7��ƬԪ��������
��1���ں���֮ǰ���ں�����Ϳ��������������������һ�飬���⺸�̶�����������������ɲ��ú���оƬ��һ�㲻�账����
��2��������С�ĵؽ��Уѣƣ�оƬ�ŵ��Уã°��ϣ�ע�ⲻҪ�����š�ʹ���뺸�̶��룬Ҫ��֤оƬ�ķ��÷�����ȷ�����������¶ȵ��������������϶ȣ�������ͷ��մ�������ĺ������ù������°�ס�Ѷ�λ�õ�оƬ���������Խ�λ�õ������ϼ������ĺ�������Ȼ����Ƭ���������Խ�λ�õ������ϼ������ĺ�������Ȼ���°�סоƬ�����������Խ�λ���ϵ����ţ�ʹоƬ�̶��������ƶ����ں���ԽǺ����¼��оƬ��λ���Ƿ�������б�Ҫ�ɽ��е��������������ڣУã°��϶�λ�á�
��3����ʼ�������е�����ʱ��Ӧ���������ϼ��Ϻ����������е�����Ϳ�Ϻ���ʹ���ű���ʪ����������Ӵ�оƬÿ�����ŵ�ĩ�ˣ�ֱ�����������������š��ں���ʱҪ�����������뱻�����Ų��У���ֹ��������������ӡ�
��4���������е����ź��ú�����ʪ���������Ա���ϴ����������Ҫ�ĵط���������ĺ������������κζ�·�ʹ�ӡ���������Ӽ���Ƿ����麸�������ɺӵ����Ӽ���Ƿ����麸�������ɺӵ�·���������������Ӳëˢ���Ͼƾ������ŷ�����ϸ���ã�ֱ��������ʧΪֹ��
��5����Ƭ����Ԫ�����������һЩ����������һ�������ϵ�������Ȼ�����Ԫ����һͷ�������Ӽ�סԪ��������Ԫ����һͷ�������Ӽ�סԪ��������һͷ֮���ٿ����Ƿ�����ˣ�����ѷ��������ٺ�������һͷ�������Ӽ�סԪ��������������ϣ������ƽ��סԪ��������������ϣ������ƽ�������ӵ���������ͳһ����һ����������������ɺ��ӡ�
9 / 15
�ġ���
�ڵ��ԡ�ά�����У������ں��Ӵ����Ԫ�������и���ʱ������������������������Ԫ��������ӡ�Ƶ��ߵĶ��ѻ��̵����䡣���õIJ������ܱ�֤���ԡ�ά����˳�����У��������ڸ����������÷������Ӳ�Ʒ�����ʡ�
��ͨԪ�����IJ�
1 ��ѡ�ú��ʵ�ҽ�ÿ�����ͷ��
2 ����ͭ��֯�߽��в�
3 �����������������в�
4 ����ר�ò�������
5 ����������������
�ο����ף�
[1]���ѣ��ֹ�����Ҫ��[J]��ɽ�������ӹ��ռ�����2004��3��
[2]�����ѣ���μ��ٵ��ӵ�·���������е���Ϊ����[J].�Ƽ���Ϣ(��ѧ����)��2007��2
[3]���ף�PCB��Ǧ���Ӽ�������� Sep.2008No.9
[4]�κ��ǣ�������װ�����е���Ǧ���ӹ��� 2009
[5]����ƽ��������.���Ӳ�Ʒ���칤��
[6]��Ц�ǣ���������ҵ�е�ѹ�Ӽ�������Ǧ���ӵĿɿ��Է���2010.11
[7]����ҵ����Ǧ���Ӽ�������״��Ӧ��
[8] ��ƽ.��SMT��Ǧ���ӹ���.�Ƽ���ѯ2008 NO 13.
[9]�ʷɣ�ѡ���Ժ��ӹ��ռ������о�[J]��ӡ�Ƶ�·��Ϣ�� 2006��(6)��
[10] �ֺ��ǣ�Ag�� Sn-57Bi��Ǧǥ����֯�����ܵ�Ӱ��[J].���ϿƼ���ѧѧ����
10 / 15
�� л
�����˳���2���µĵ��ӹ���ʵ���γ̣���������ʦ�����Ľ����Լ������ĵ��ӹ���ʵ���������ĺ�������ԣ�ѧϰ�뽻�����ҶԵ��ӹ������˳������˽⣬���������ϡ�ͼ��ݵ�����������ͬѧ�İ����������������ƪ�����������ñ��ĺ�����������ġ��ڴˣ���Ҫ��л����ʦ�����ڽ̵���������˽�̵����ҳɹ�������ĵ�����ƽ�������Ҫ������ʦ��ʾ�����ĵĸ�л��
��л��ƪ�������漰���ĸ�λѧ���ˣ�������������λѧ�ߵ��о����ף����û�и�λѧ�ߵ��о��ɹ��İ������������ҽ�������ɱ�ƪ���ĵ�д����
��л�ҵ�ͬѧ�����ѣ�����д���Ĺ����������Ű桢�زġ�ѧ�������⣬��ͬѧ�����İ�����������֮·ƽ̹�����࣬û��ͬѧ�İ�����Ҳ����������ġ�
�����ҵ�ѧ��ˮƽ���ޣ���д���������в���֮���������λ��ʦ��ѧ����������ָ����
11 / 15