焊接软件问题报告
问题一:
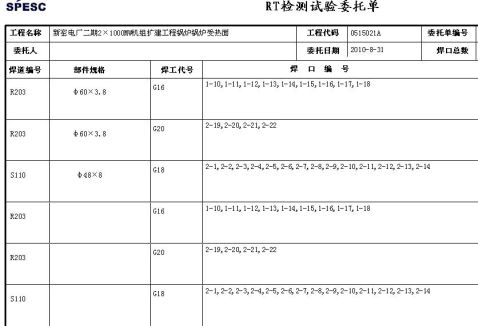
RT检测委托单日期无法跳出选择,委托单生成不出 操作流程:技术——检验测试委托单——RT检测
问题二:
RT检测委托单日期跳出,但委托单生成不出 操作流程:技术——检验测试委托单——RT检测
问题三:
热处理委托施工单编号生成自动跳行 操作流程:技术——热处理委托单
问题四:
焊接情况表无法生成
操作流程:技术——焊接情况表
问题五:
委托单新数据与旧数据一起显示
操作流程:技术——检验测试委托单——RT检测
问题六
无损检测报告无法无法打开
操作流程:技术——检验测试报告
问题七;
无损检测报告中管号无法自动生成 操作流程:技术——检验测试报告
问题八
人员中焊工基本情况登记表跳出错误 操作流程:人员——焊工
问题九:
还原数据库后检验记录消失
问题十:组件不能输入新信息
第二篇:环焊接报告
两种焊接顺序下环缝焊接
工艺过程模拟
大赛名称:热加工过程的计算机仿真
指导教师:徐荣正
组 长: 崔少华
组 员: 曹 航
于恒星
章 斌
沈阳航空航天大学材料科学与工程学院
20xx年12月20日
一、 项目工艺过程简介
名 称:两种焊接顺序下环缝焊接工艺过程模拟
以及用途:长输管道以其安全、经济的特点在能源输送过程中起着十分重要的作用。国内外绝大多数石油、天然气都是通过管道运输的。随着我国西气东输管道的完工,中哈天然气输气管道的开工;及中俄、中土天然气管道设计方案的确定,在未来,管道焊接与修复将成为一项很重要的工作。
图1 导叶焊接前的装配
为了控制焊接温度和变形,采用小的焊接工艺参数,即小电流、小电压和低的焊接速度。预热坡口两侧温度为50~70℃;焊接规范见表1 。