模具试模次数目标未达成持续改善报告
一、 昭和公司原因:
1. 模具打合时不够详细,导致模具加工中又发现问题。再与客户沟通、确认,造成工期紧张,模具质量不能完全保证;
2. 对模具厂的跟踪力度不足,未能及时发现工期、质量方面存在的问题;
3. 个别机台不稳定加上试模能力不足等,致使前、后试模效果差异较大,误导修理;
4. 部分型检的检查数据与客户的检查数据差异较大,误导修理,导致修模次数增加;
5. 有时型检提交检测结果时间过长,耽误了修模时间。 对策:
1) 争取打合时间,打合时尽量按排本社、客户、模厂一起打合以便及时发现问题;
2) 加强与模厂的联络,在模具修理完之前1~3天到模厂对问题点逐一确认是否修理OK;
3) 选择较稳定的机台试模,同一套模具尽量固定机台由同1人负责试模;
4) 对一些比较难检测的寸法和与变形有关的寸法要早打合,随时打合。
二、 模具厂方面问题:
1/2
1.个别模厂能力不足,模具结构设计的不尽合理,加工精度不够高, 致使多次修模,增加了试模次数;
2.个别模厂太忙,纳期无法保证,致使加工质量难于保证. 对策:
1) 做好对模厂的评估和选择,根据特长发注P/O;
2) 了解模厂的生产情况,然后再确定发注P/O;
3) 模具制作完毕或修理完毕后要求模厂先试模,确认外观基本
OK或重点修理尺寸OK后再移至公司试模.
三、 客户方面:
1. 安排打合的时间太紧,致使审图时间不够,资料准备不足;
2. 提出问题点回复不够及时,耽误了修模时间;
3. 由于各种原因(纳期、组立等),客户往往对于不良项目要
求先修理一部分,其它部分等下次再修理,这样也导致试模次数增加。
对策:
1) 尽量争取多一点审图时间把资料做好;
2) 向客户提出的问题点要求客户尽快回复,争取修模时间;
3) 对个别修理困难的尺寸,尽量了解一下产品机能向客户提出
能否公差变更等要望。
2/2
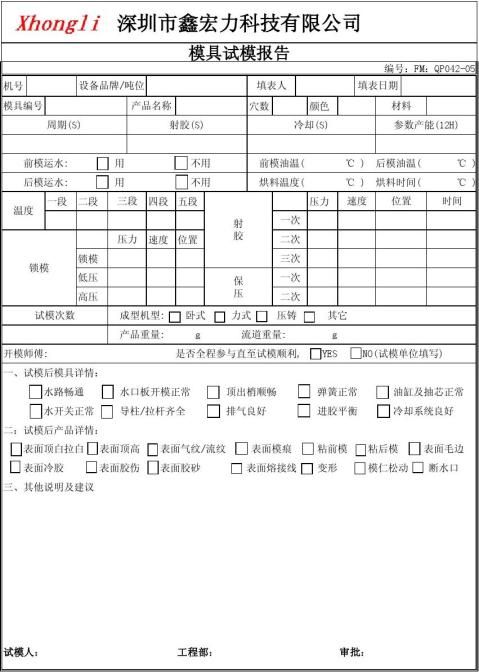
第二篇:模具试模报告