认识实习报告
--参观车间,了解专业知识
一 、实习目的
实习是每个学生必须的经历,而专业与材料加工息息相关的我们则更是应该多深入车间,了解材料加工的过程,以便在今后的学习中更好地理解及进步。认识实习是在原有所学的知识的基础上,将理论转化为实践,在参观的过程中,更深入的去吃透每一道工序。认识实习的目的正在于此。认识实习是材料成型及控制工程专业的重要教学环节。此次实习的主要目的有一下几点:
1、将所了解的专业知识与所见到的工序相结合,更好的了解本专业的实质。
2、了解炼铁、轧制、热轧等的基本知识,为以后的专业课知识打下牢固的基础。
3、学习工程技术人员和工人师傅在长期实践中积累的丰富经验,学习他们勤奋工作的精神和实事求是的工作作风。
二、 实习要求
为了保证实习的安全、效率、效果,认识实习的过程中提出了如下相关的要求:
1、听课上课不能迟到、旷课等等,以保证实习的质量。
2、看视频及上课期间做好笔记,以保证实习效果。
3、参观期间必须集体参观以保证实习效率。
4、参观武钢时出入点名以确保人员无丢失。
5、参观武钢时必须戴安全帽、穿劳保服以保证人身安全。
三、实习内容
3.1看视频影片加听老师讲课
1、老师讲述轧制工艺的流程以及核心技术。
2、观看炼铁炼钢、轧制的相关视频。
3.2参观武钢
武钢是新中国成立后兴建的第一个特大型钢铁联合企业,于1955年开始建设,1958年9月13日建成投产,是中央和国务院国资委直管的国有重要骨干企业。本部厂区座落在湖北省武汉市东郊、长江南岸,占地面积21.17平方公里。武钢拥有从矿山采掘、炼焦、炼铁、炼钢、轧钢及配套公辅设施等一整套先进的钢铁生产工艺设备,是我国重要的优质板材生产基地,为我国国民经济和现代化建设作出了重要贡献。武钢联合重组鄂钢、柳钢、昆钢后,已成为生产规模近4000万吨的大型企业集团,居世界钢铁行业第四位,20##年,武钢跻身世界500强行列。
3.2.1武钢炼铁厂—8号高炉
武钢8号高炉有效容积3800m3,是武钢继5、6、7号高炉(有效容积均为3200m3)之后新建的又一座现代化大型高炉。该高炉继续采用了烧结矿分级入炉、焦丁回收、无料钟炉顶、高温内燃式热风炉、多段铜冷却壁、联合密闭软水循环冷却系统、轴流旋风除尘器等多项新技术,并首次在国内新建大高炉上引进了PW新两罐无料钟炉顶设备,炉顶设计压力0.28MPa。
3.2.1.1 炉顶设备的选型
无料钟炉顶具有良好的高压密封性能,灵活的布料手段,能使高炉充分利用煤气能,保持高炉顺行;同时运行可靠,易损部件少,检修方便快捷,有利于高炉实现高产、稳产、低耗和长寿。无料钟炉顶设备已在全世界大中型高炉上得到广泛应用。 无料钟炉顶设备有串罐、并罐和三罐之分,但应用较多的主要是串罐和并罐2种。老式并罐无料钟炉顶设备由于存在布料时易产生圆周偏析,下阀箱及中心喉管内耐磨衬易磨损、寿命短等不足,近年来,PW公司又开发了新两罐无料钟炉顶设备。串罐、并罐和新两罐无料钟炉顶设备的主要特点比较见表l。从表中可以看出,虽然串罐无料钟炉顶设备具有设备少、维修量小、检修方便、投资低、布料均匀等优点,但装料能力小,尤其在采用烧结矿分级入炉的情况下更显其赶料能力的有限。新两罐炉顶在装、布料上借鉴了串罐的优点,大大降低了布料偏析。考虑到高炉采用烧结矿分级入炉技术,并结合武钢高炉操作习惯(小料批、精细化操作)等特点,8号高炉炉顶设备选用了PW新两罐无料钟无炉设备。
3.2.1.2 炉顶设备的组成与特点
(1)主要设备组成及规格
新两罐无料钟炉顶设备的组成如图1所示,主要设备规格及参数见表2。
表1 串罐、并罐、新两罐无料钟炉顶设备的比较

表2武钢8号高炉新两罐无料钟炉顶主要设备规格及参数
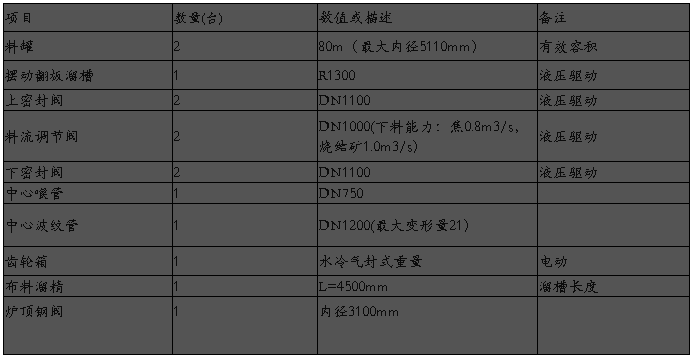
(2)新两罐炉项设备特点
新两罐无料钟炉顶设备与老式并罐无料钟炉顶设备相比,主要作了如下改进。 1.根据炉料的下料特性,对料罐形状进行了优化,并缩小了两罐之间的距离,保证卸料时罐内炉料均匀下沉,基本消除了炉料在罐内的偏析。 2.将下阀箱一分为三,分成了2个料流调节阀箱、1个下密封阀箱。这样改进可达到如下目的:①改善料流轨迹,使料流更靠近高炉中心,减轻炉料偏析程度;②减轻炉料对料流调节阀及中心喉管耐磨内衬的磨损,延长料流调节阀及中心喉管的寿命;③方便料流调节阀及下密封阀的检修,缩短检修时间。但是,炉顶设备的总高度稍有增加。 (3)料罐称重系统的改进。由传统的称量压头改成了称量梁,不仅提高了称量精度,而且还省去了繁琐的防扭装置。
3.2.1.3 炉顶系统有关工艺设计
装料制度
(1)高炉设计采用C↓O↓和C↓OL↓OS↓两种装料制度。高炉正常操作时采用C↓OL↓OS↓装料制度,实现烧结矿分级入炉,节省资源,增加炉况调剂手段。另外,每批料均随矿石混装一1.2t焦丁。高炉出现低料线需要赶料时,采用C↓O↓装料制度,临时取消烧结矿分级入炉,以缩短赶料时间。
(2)炉料批重。炉料批重需要根据高炉原燃料条件、高炉容积的大小(主要是炉喉直径)及业主的操作习惯来确定。8号高炉炉喉直径9800mm,设计焦比285kg/t,日产9500t/d生铁,根据此条件设计,并结合国内外同级别高炉生产操作经验和武钢自身的高炉生产操作习惯,炉料批重最终确定为:焦批18—23t,矿批101~129t,正常焦批20t,正常矿批112t。此设计焦、矿批与国内同级别高炉相比偏小,这与武钢采用小料批,实现精细化操作有关。
(3)炉料结构。根据武钢原燃料供应条件,确定8号高炉的炉料结构为66%烧结矿+22%球团矿+12%块矿。 (4)供料、装料系统作业率。经计算得出的不同装料制度、不同炉料批重下高炉供料、装料系统(槽下、上料主皮带、炉顶设备)的作业率见表3。
表3 武钢8号高炉供料、装料系统作业率

注:按日产铁9500 L/d计算。括号内的数据为El上料批数计算值。
烧结矿分级入炉
在武钢5、6、7号高炉成功采用烧结矿分级入炉技术实现节能降耗后,武钢8号高炉设计再次采用了该技术。8号高炉采用新两罐无料钟炉顶设备的一个重要原因就是因为两罐炉顶设备装料能力大,有利于实现烧结矿分级入炉。烧结矿分级能够弥补原料质量的不足,优化原料结构,增强高炉对原料的适应能力,增加操作炉况调剂手段。 8号高炉采用槽前分级,将烧结矿分为5—12mm和12—50 mm两级,大、小烧结矿之比为约2:l。实际生产中,将通过大粒度烧结矿来改善料柱的透气性,增强高炉的可操作性;通过小粒度烧结矿来控制边缘煤气流,实现合理的煤气流分布,降低能耗,保护炉衬和炉体冷却设备,延长高炉寿命。
3.2.1.4均排压系统
8号高炉设计了完善的炉顶均压、排压设施,其具体特点如下。 (1)设置两次均压系统:一次均压采用净煤气,以减少管道磨损;二次均压采用氮气,以减轻料流调节阀橡胶密封圈的磨损,延长密封圈的寿命。国内有部分高炉取消二次均压,理由是根据计算,半净煤气(或净煤气)的压力与炉顶压力之差在设备设计允许的范围内?。其实,设置二次均压,除了保证炉顶阀门的正常开闭外,还一个重要的作用是防止含尘煤气流过分冲刷阀门密封圈,从而延长密封圈的使用寿命,减少高炉休风的机会。 (2)在均压管道与料罐连接处设置2个万向铰和1个单向铰波纹补偿器,以保证料罐称量的准确性;另外,在均压管道上还设有2处轴向补偿器,以吸收管道的热胀冷缩,避免产生内应力破坏均压放散设备。 (3)在放散管道上设置2台旋风除尘器和l台消音器,以降低放散煤气的粉尘量,减少污染,同时减轻放散煤气对消音器的磨损,延长消音器的寿命。
3.2.1.5炉顶设备安装框架与平台的设计
目前,国内无料钟炉顶设备安装框架设计主要有自立式和框架式。自立式是指除齿轮箱以外的无料钟炉顶设备及罐内炉料由自身小框架支撑,荷载作用在高炉炉壳上(炉顶锥台部位);框架式则是指这部分荷载由炉顶框架(不设小框架)传给炉体框架旧』。自立式的优点是,作用在炉顶外部框架上的荷载小,有利于降低炉顶外部框架钢结构用量,从而减少投资。 8号高炉炉顶框架采用自立式设计,内、外框架独立设备,平台分开布置。包括翻板装置、料罐、料流调节阀箱、下密封阀箱在内的主要炉顶装料设备由内框架支撑,荷载传至炉壳,再由炉壳传至高炉基础;而炉顶检修吊车、炉顶均压排压散没施、上密封阀蒸汽加热设备、炉顶各层平台的检修走梯则布置在外框架平台上,外框架平台上的荷载由炉体框架传至高炉基础。内、处框架主要平台标高相同。 在工艺设计中,需要根据设备安装、检修、维护的设置多层炉顶平台。8号高炉炉顶系统从主平台到65/20t主吊车上层平台共设置了6层外部平台、8层内部小平台。另外,为方便炉顶放散的安装和检修,在粗煤气上升管顶部设有3层小平台,荷载由上升管传至炉顶主平台。
3.2.1. 6 炉顶附属设施的设计
(1)炉顶齿轮箱水冷系统。
目前国内高炉炉顶齿轮箱水冷系统有两种方式,一种是采用工业净化水开路冷却,设“u”管水封,如湘钢、鄂钢、包钢等企业的部分或全部高炉采用这种方式;另一种是采用工业净化水进行闭路循环冷却,国内大多数高炉均采用这种方式,其优点是节水、节能。 8号高炉齿轮箱采用工业净化水进行闭路循环冷却,用水量约,15 m3/h(包括热交换器冷却水25m3/h及补充用水151133/h),采用高热导性材料填充水冷板,热交换快,冷却效果好,保证气密箱内温度在20~60℃以内,最高不超过70℃。 齿轮箱采用N2密封,高炉正常生产时长期送N2量为200Nm3/h,以保证箱内压力稍高于炉顶压力,防止灰尘进入。水冷事故情况下送N2量为500 Nm3/h,设计能力最大可达1 750 Nm3/h。
(2)炉顶检修设施。
8号高炉炉顶设置了完善的检修设施,能满足高炉各种设备快速榆修的要求。在炉顶77.000平台上设置有65/20t双梁电动吊钩桥式起重机(炉顶主吊车),跨度12.4m,起升高度主、副钩均为77m,可从地面直达炉顶各层平台。 65/20t炉顶主吊车的功能主要有如下几点:①用于炉顶大型设备,如翻板溜槽、上密封阀、料罐及衬板、下部阀箱(3个)、齿轮箱及炉布料溜槽等设备的装吊和检修。②用于炉顶机械探尺、炉顶小旋风除尘器、均压阀、炉顶主皮带头轮的检修。③用于在将炉顶放散阀、消音器等从炉顶主平台吊至地面或地面吊至主平台。另外,根据需要在炉顶不同部位还设有若干检修吊及轨道。
3.2.1. 7 高炉生产状况
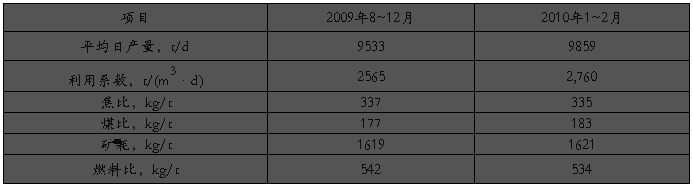
8号高炉已于20##年8月1日点火投产,开炉后第3天即实现达产,8月4日产量达N8170t, 8月11日突破10000t,系数达到了2.650。8号高炉投产以来的有关技术经济指标见表4。
表4 武钢8号高炉投产后部分技术经济指标
3.2.1.8 结语
(1)武钢8号高炉投产以后的生产实践表明,炉顶设备选用新两罐无料钟炉顶设备是合理的,它为高炉实现烧结矿分级入炉、采用小料批实现精细化操作创造了条件。
(2)通过优化设备设计,新两罐无料钟炉顶设备在防止炉料偏析、减轻设备磨损、方便生产检修维护等方面比老式并罐有很大改进。
(3)炉顶均压、排压系统设置氮气二次均压,有利于减轻含尘煤气流对料流调节阀密封圈的冲刷,从而延长密封圈的使用寿命。均排压管路上设置旋风除尘器有利于延长消音器的使用命,减轻管道磨损。而设置消音器则可降噪音污染。
(4)炉顶安装框架(内框架)采用自立式结构,内、外框架分开支撑的方式,有利于消除因炉壳上涨对炉顶设备产生的不利影响,也有利于减少直接作用在炉顶外框架和炉身框架上的荷载,降低钢结构投资。
3.2.1.9参考文献
[1]董光辉.鞍钢新1号高炉无料钟炉顶设计[J].炼铁。2003(3):6—9. [
2]喻道明.涟钢2200m3高炉串罐无料钟炉顶系统设计[J].炼铁,2003(6):12一16.
3.2.2武钢热轧厂
3.2.2.1武钢热轧带钢主要生产工艺流程
武钢热扎带厂主要设备有步进式加热炉4座,1700毫米,3/4连续式热轧机1套,包括大立辊轧机1架,粗轧机4架,精轧机7架,切头飞剪1台,层流冷却装置1套,地下卷取机3台,热轧钢卷精整加工线5条(即一、二、三号横切线,热平整线,纵切线)。武钢热轧带的主要生产工艺流程为原料板坯经加热、除鳞、粗轧、精轧、剪切、冷却卷取、入库、精整(板坯→加热炉→粗轧区→精轧区→卷取区→精整区)。具体流程为:将合格板坯由吊车运至辊道,由推钢机推入加热炉内加热。板坯在加热炉内被加热到约1150-1250℃,用取料机将加热好的板坯从加热炉内托出放到出炉辊道上。当板坯经过立辊和第一架轧机时,板坯的四面都受到轻微的挤压,氧化铁皮开始炸裂,然后经高压水装置清除钢坯表面的氧化铁皮,除鳞后的板坯,送入第二架粗轧机进行轧制。第二架粗轧机为可逆轧机可进行多次扎制,一般情况进行五或七次扎制即可。经过第二架粗轧机多次轧制后,轧件再进入三、四轧机进行扎制。从粗轧区域出来后轧件进入精轧机组进行轧制。精轧机组是热轧生产的核心部分,轧件在精轧机组中轧制七个道次后得到成品厚度。精轧机组间设有电动活套装置,使带材进行恒定的微张力轧制,保证带钢的轧制精度。带钢的精轧温度一般应控制在850—950°C之间。精轧后的带钢经过切头切尾等工序后经夹送辊送入卷取机卷成钢卷。在精轧后输出辊道上设有层流冷却装置,分别对带刚上下表面进行冷却,根据带刚的品种、尺寸、速度、和终轧温度调节层流冷却装置喷咀的组数和水量,将带刚的卷取温度控制在550~650°C之间。层流冷却主要是控制钢板的卷取温度,也就是淬火质量。钢 卷从卷取机卸下来后经过钢卷称称重后打印出生产报表和质量报表并入库,入库的钢卷再经精整作业线剪切、矫直、平整包装成品。整个过程由1台过程控制计算机和3台直接数字控制计算机组成分级系统。其设备特点是:轧制线全部采用大型计算机控制;自动化系统的设计与制造的内容为从步进式加热炉加热燃烧全部采用温度自动控制开始至带卷收集装置为止的全套控制设备以及与这些设备相关的自动测厚、测宽、测温、测压、高压水除鳞设施、层流冷却、压缩空气等控制设备及仪表等。包括加热炉区、粗轧区、精轧区和卷取区在内的整个车间的全套电控系统设计、设备设计和设备制造(含生产联系信号),以及与轧制工艺和控制相关的过程控制应用软件、基础自动化应用软件和人机界面,配有工业电视、彩色显示装置和跟踪轧制盘等。
3.2.2.2武钢热轧带钢温度测量系统
(1)加热炉的温度测量 武钢热轧带钢加热炉的温度测量采用铠装热电偶,也称套管热电偶或缆式热电偶,分为单芯和双芯两种。热电极周围一般用氧化镁粉填充,使电极间绝缘。整个热电偶直径为1—8mm,最小可达0.2mm,长度可达100米以上,套管外壁厚度一般为0.12—0.6 mm,热电极在0.2—0.8 mm之间。双芯铠装热电偶的热端结构型式有碰底型、不碰底型、露头型和帽型等几种;而单芯铠装热电偶外套作为一极,中心电极在顶端与套管焊在一起。铠装热电偶的反映速度快,有良好的防震和抗冲击性能,可根据需要制成不同长度,能从测温现场直接引到显示仪表上。
(2)轧线上的温度测量 轧线上的温度测量采用红外测温系统,共三套,第一套测量系统安装在第四个粗轧辊之后,简写为Rt4,测温范围900—1400℃;第二测量系统安装在精轧出口,简写为Ft7,测温范围850—1250℃;第三套测量系统安装在卷取机入口,简写为Ct测温范围400—800℃。Rt4的功能是监控加热炉的出炉温度,及设定精轧机组轧制温度的设定值;Ft7的功能是测量精轧机出口温度作用于终轧温度控制;Ct的功能是测量卷取机入口温度控制温度卷取。其中Ft7和Ct组成了钢板的淬火工艺控制。
3.2.3武钢冷轧薄板厂简介
武钢冷轧薄板厂是武钢“十五”发展规划关于“建设精品基地,提高产品档次,重点建设宽带钢生产线”计划之中的重点配套项目和效益工程。位于武钢三炼钢以南的新轧钢区域, 武钢冷轧薄板厂占地总面积28万m2,主建筑总面积26.5万m2。主厂房主要由原料磨辊跨、酸洗跨、轧机跨、轧后跨、热镀锌机组跨、连续退火机组跨、重卷包装机组跨等9跨组成,机组布置力求工艺流程顺畅,并留有一定的发展区域。
武钢冷轧薄板厂于20##年开始筹建,20##年9月26日签订第一个引进合同——酸轧联合机组,20##年6月与外方签订了所有生产机组的设备合同,进入全面实施阶段,20##年12月15日酸轧联机全面联动试车,实现一次通板成功。新建投产的二冷轧主要关键设备由德国(西马克、德马格、西门子、阿尔斯通等公司)引进,其关键设备精度等级世界一流,确保工艺参数的准确性和产品质量的稳定性,能够生产出高技术含量、高附加值的轿车、家电等行业所需的产品(轿车板板宽可达2080mm),其中轿车面板,可以填补国内市场的空白,其质量性能、规格和精度上均可100%满足国内急需的高档轿车用板的要求。主要生产机组包括酸洗-轧机联合机组、连续退火机组、镀锌机组3条、彩色涂层机组、重卷检查机组、重卷纵切机组1条、横切机组2条、自动化包装机组2条等13条主要生产线,各类专业设备1470台套。二分厂总投资80亿元,年设计能力达215万吨/年,其中冷轧产品90万吨/年、镀锌产品105万吨/年、彩涂产品20万吨/年。
这是从前联邦德国引进的现代化连续式冷扎薄(带)板厂,总设计1184台(套),总重3万吨,其中引进的设备2.2万吨,装机总量11.2万千瓦。成套设备中,生产工艺设备13条,辅助机组17条还有各种吊车45台。设计的各种板,带,卷100万吨,其规格和年产量见下表:
表2 冷轧板材规格产量一览表

武钢冷轧薄板厂在工艺设计的最大特点是冷连轧机能轧制冷轧中极薄板范畴的厚度0.18mm到通常最大厚度3.0mm的钢卷。为此在冷轧冷却润滑介质的应用上,对轧制成品厚度0.5mm以上的时,用乳化液:小于0.5mm时采用贵重的棕榈油水液。1981年12月12日国家验收,宣布正式投入生产,1985年收回全部投资。一分厂首次采用计算机控制技术,开创我国冷轧事业的先河,填补了我国不能用冷连轧方式生产冷轧薄板及镀锌板、镀锡板的空白。拥有连续式酸洗机组、1700毫米五机架串列式冷连轧机组、连续式电解脱脂机组、100座氮氢罩式退火炉、1700毫米单机架平整机组、 1420毫米双机平整兼二次冷轧机组、横切1#、2#、3#机组、纵剪机组、检查及重卷机组、连续热镀锌机组、连续电镀锡机组等13条机组,总投资9.10亿元,固定资产总值8.3亿元,设计年产量100万吨,主要生产冷轧薄板、连续热镀锌薄板、连续电镀锡薄板三大产品。
为拓宽品种,扩大产能,一分厂1984年从英国引进了具有八十年代水平的彩色涂层钢板生产线,1988年正式投产;1987年从德国引进了一条专轧镀锡原板的HC轧机作业线,1989年正式投产;1990年从德国引进了一条镀锡板的纵、横剪切线和二台翁格尔冷轧板飞剪,迄今为止,形成了冷轧薄板、连续热镀锌薄板、连续电镀锡薄板、彩色涂层钢板、无取向电工钢五大系列品种的生产规模,满足了用户的需求,产品形成了系列化、专业化。


图11 成品镀锡板 图12 冷轧过程
3.2.3.1生产工艺装备及其主要技术性能
(1)连续酸洗机组
基本任务:对热轧钢卷原料做冷轧前的准备,其主要的工艺特点是:带有拉矫破鳞全化学深槽酸洗法。
基本工艺流程如下:
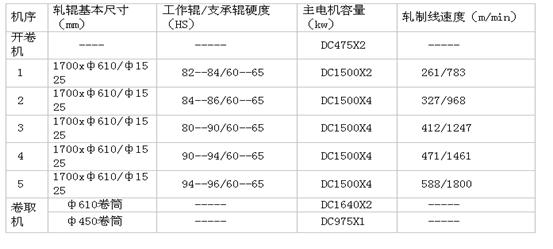
(2)五机架冷连轧机
简称五机架,串列式布置的四辊式冷轧机。
表3 轧机的主要技术特点
(3 )罩式退火炉机组
采用紧卷慢加热的单座堆垛式罩式炉,承担除镀锌产品以外的其它冷轧钢卷的再结晶退火,使成品达到合同的要求的性能。
(4) 单机架平整机组
它与双机架平整机组分工,承担0.4mm厚度以上非镀锡钢卷的平整任务。其作用在于:消除低碳钢在随后冷变形中的屈服平台,预防因时效二在冷加工时产生的滑移线;改善薄钢板的光整性,厚度均匀和平直度等。
(5) 精整机组
精整机组共有5条,按其功能分为,横切机组3条,纵切机组1条,纵切机组1条,重卷轧组1条。
(6) 连续热镀锌机组
镀锌板是一种耐锈蚀钢材,它是以钢板为基体,表面覆盖锌层,获得优势互补,具有附加功能的复合钢板或称表面技术钢板。
主要工艺单机如下:
①预搭接轮压焊机 ②连续退火炉 ③锌锅 ④气刀装置 ⑤合金化炉
⑥锌花控制 ⑦光整机 ⑧钝化和涂油装置
(7) 连续电解脱脂机组
用于要求退火后钢带表面质量很高的情况下。
(8) 双平整机组
双平整机组由2架呈串列紧凑布置的四辊式冷轧机组成,形成连轧方式。主要目的是用作经罩式炉退火后镀锡板原料卷和0.8mm后以下其它钢卷的平整,以及用作生产高硬度镀锡原版卷的二次冷轧。
(9) 电镀镀锡机组
①电镀锡主要生产工艺设备的基本性能:
a,焊接机 b,表面清洗装置 c,电镀锡装置 d,软熔处理装置
e,钝化处理 f,静电涂油装置 g,精整装置
②电镀锡板生产的基本工艺过程:
3.2.3.2冷轧机基本生产工艺流程

图9 冷轧厂基本生产工艺流程
3.2.3.3通过局部引进填平补齐和技术改造
(1)彩色涂层钢板生产系统
①卷板联合精整机组 ②彩色涂层机组
(2)HC高精度六辊可逆式冷轧机
(3)全氢(H2)强对流罩式退火炉
(4)其它引进的设备
①五机架冷连轧机用的 ②镀锡线引进了一条翁格乐纵作业线
四、实习小结
大三是我们大学生涯中非常重要的一个阶段,我们开始学习专业课程,了解自己的就业方向。为了让我们对自己所学专业有个更深入的认识,学校在开学前二周安排了去武钢的认识实习。
第一周我们观看了关于炼铁、轧制及热轧的相关视频,虽然视频很短,但是我们仍然通过视频大概了解了各种工艺的过程,这位第二周去武钢参观打下了很好的基础。
第二周周二我们就开始去武钢参观了,第一天参观的是武钢炼铁厂,在这里我们看到了8号高炉,。该高炉继续采用了烧结矿分级入炉、焦丁回收、无料钟炉顶、高温内燃式热风炉、多段铜冷却壁、联合密闭软水循环冷却系统、轴流旋风除尘器等多项新技术,并首次在国内新建大高炉上引进了PW新两罐无料钟炉顶设备,炉顶设计压力0.28MPa。第二天我们参观了武钢的轧制,第三天参观了武钢的热轧厂。
两周的实习很快过去了,尽管是认识实习,但是我们还是从中学到了不少的东西,感受颇多,不管是好的,还是坏的,心里总有自己的想法和体会,下面我就谈一下我个人的看法:众所周知,我们的专业是一个艰苦专业,比起其他的来说,肯定是要累的,而且还存在一定的危险性。即使在安全通道里,温度也可以达到四、五十度,给人就象在蒸笼里面,这几天实习,使我看到:冶金行业并不是人们想象的那样,现在科技这么发达,安全问题,环境问题等等一系列的都会解决,因此行业存在着很大的机遇。作为一名大学生,更应该多得到这方面的锻炼,培养吃苦耐劳的精神,否则如何在将来打拼自己的天下。
此次认识实习让我对本专业有了简单的认识,也让我们在真实的工作环境中体验到了未来工作的艰辛。作为材料成型及控制工程专业的学生,我们也应该认识到我国钢铁行业目前与国际其他发达国家同行业间仍有一定差距,我们应该在今后的学习过程中,更加努力的钻研与拼搏,为自己也为了我们的国家。
最后,在此感谢这两周以来带队老师以及课程讲解老师,感谢你们在实践中让我们学到了这么多的宝贵知识与经验。老师们辛苦了!