南通大学三坐标测量机招标公告
南通大学采取公开招标方式,购置三坐标测量机一台。现将有关事项公告如下:
一、产品名称数量,性能参数(详见附件)
三坐标测量机,数量1台。
二、投标人基本要求
1.投标人应具有独立法人资格,具备相应的经营资质和一定经营规模,拥有良好的信誉、经营业绩和售后服务。
2.所供设备须有明确的生产厂家、型号、规格、设备序列号、产品说明书、产地证书、质保书等。其技术参数须为原厂设计和产品说明书所规定。
3.设备制造商必须是专业的三坐标制造厂家,注册资金不低于500万元,并且具有10年以上专业三坐标测量机的制造时间,拥有独立的研发实力。
4.制造商国内同类型产品用户不低于20家。并提供同类产品使用3年以上用户名单及联系方式(需提供合同复印件)。
5.无论投标结果如何,投标人自行承担投标发生的所有费用。
三、投标书基本要求
1.投标书须提供公司简介、企业法人营业执照、法人代表人身份证复印件和委托代理人身份证复印件、法人授权委托书、税务登记证、与所供产品相关的经销或代理授权证书复印件等。
2.投标书分为技术标和商务标,技术标正本一份,副本三份;商务标正副本各一份。商务标单独封装。报价时请提供相关配件清单(包括配件名称、数量、规格、技术参数等)。
3.提供验收标准和验收方法。
4.提供相关服务承诺及优惠条件。
四、评标办法
评标以性价比为基本原则,开标前由招标工作组确定评标方法。
五、售后服务
1.自验收合格起,质保期一年或以上。
2.设备发生故障时,报修响应时间为8小时,48小时内到达现场。
3.若超过一周不能解决设备问题,厂家提供备用机。
六、交货及验收
1.招标购置的设备应为原包装新品交货,须经我校验证后方可投入安装。
2.合同签订后45天内交货,并于60天内安装调试验收并交付使用。。
3.供方负责设备的安装、调试和使用技术培训,保证设备正常运行后交付使用,并及时组织实物和技术验收。
七、付款方式
机床安装调试验收合格后两周内,支付合同总金额的95%。另5%作为质保金,安装调试验收合格一年后视质保和售后服务情况支付。中标人投标保证金在安装验收合格后退还。未中标人,开标两天内通知投标人,并办理投标保证金退还手续。
八、投标时间及地点
请投标人于20xx年8月8日17:00前,将密封好的标书及投标保证金人民币伍仟元(汇票、转账支票或汇款凭证复印件)送至南通大学实验室与设备管理处采购供应科,并缴纳评标费人民币300元整(现金)。联系地址:南通市啬园路9号,南通大学主校区逸夫教学楼7号楼407室,邮政编码:226019。
开户名:南通大学;开户行:建行南通分行;帐号:32001648636059123123。业务联系人:陈美玲,联系电话:0513-85012365,139xxxxxxxx传真:0513-85012138。技术咨询联系人:朱益民139xxxxxxxx。
九、不合格标书及违约处理
1、对不符合要求的投标书不予受理或作废标处理。
2、投标人须严格维护招投标工作的公正性、合法性、合理性,一经发现违规者,一律取消本次投标或中标资格,其投标保证金不予退还,并保留追究其法律责任的权利。
南通大学仪器设备招标工作组
20xx年7月22日
附件:三坐标测量机性能参数及相关要求
一、设备的基本要求:
1.采用桥移动式结构;
2.三轴均采用优质天然花岗岩材料,具有良好的刚性和稳定性;
3.三轴均采用高精度无摩擦的气浮导轨;
4.驱动系统采用进口高性能直流伺服电机、钢丝增强同步齿形带传动,确保传动更快捷、更精准、运动性能更佳;
5.三轴均采用世界著名公司生产的高分辨率金属光栅尺;在安装结构上应能消除温度变化引起的变形;
6.配置自动旋转测座,旋转步进刻度≤5度;
7.配备世界著名公司生产的全自动测头系统;
8.校正球,具备验收检定证书;
9.设备控制计算机配置(不得低于以下配置):CPU酷睿2.8GHz/2GB内存/320GB硬盘/512MB独立显卡/ DVD-CDRW光驱/17” TFT显示器/ 正版Windows 操作系统;
10.打印机:彩色A4激光打印机;
11.测量范围:≥500mm*700mm*500mm。
二、设备主要技术指标:
1.示值误差: MPE_E≤2.7+3.5L/1000um
2.探测误差: MPE_P≤3.0um
3.光栅分辨率: ≤0.1um
4.设备工作台承重:≥200KG;
5.设备的定位速度:≥400 mm/s。
三、测控与软件系统:
1.先进独立的控制系统,可实现连续运动轨迹插补技术和真正三维矢量功能 (飞行特性),通过减少停顿和拐角将各轴运动进行整合。在扫描预先定义的路径时,控制系统可以提供来自测座的反馈环从而减少测量的不确定度,并通过始终将测座更靠近零件的名义尺寸而减少检测的时间。
2.具有直观图形化用户界面,中、英文使用环境,完善的编程环境,用户定制菜单,快速启动;
3.测量系统应使用PTB认证的软件算法,全套定制检测报告工具,直观的探测与运行测量方法,先进的超级报告工具;完全符合DMIS标准及ISO22093/2003国际标准;
4.可实现对点、直线、平面、圆柱、圆锥、槽、球、椭圆、抛物面、阶梯柱、圆环、三阶平面、空间圆等基本几何元素的测量;用几何元素组合计算相交、对称、投影、距离、角度、中间元素,并计算和输出相关参数;可实现对相关元素的平行度、垂直度、倾斜度、同轴度、同心度、位置度、对称度等相关形位公差的计算、评定和输出;
5.测头应具有防碰撞保护功能,同时具有单点探测、点扫描功能;
6.支持三维CAD数模(IGES,STEP格式)导入和输出,且测量结果文件可以直接打印,并以EXCEL、PDF、TXT、HTML等文件格式存贮;
7.具有曲面、曲线扫描功能,基于三维模型的脱机编程;
8.具有正向和逆向功能;
9.测量机的定检软件和误差补偿软件不受测量机制造商垄断,用户可以自己完成二十一项精度补偿。
四、人员培训:
1.培训约定:培训时间及人数: 3人/10天;培训费由供方承担。
2.培训内容包括:
①三坐标测量机的基础知识,各部件的作用、性能、特点以及日常保养,达到正确检修、维护和排除一般故障的水平;
②测量软件的功能介绍、演示及模拟编程;操作员能独立进行操作软件;
③培训用户3件以上典型工件的检测,操作员能独立进行安全操作和正确测量;
3.培训做到包教包会,且培训结束合格后颁发《三坐标测量机操作合格证》。
五、附件及配件:
1.标准球支撑座以及装卸工具;
2.测量软件安装盘1套、中英文测量机软件手册各一套;仪器的说明书两套,其它配套的仪器资料及系统软件资料;
3.设备产品合格证和软件认证证书一套;
4.设备验收标准文件一套;
5.测量机配置清单一份。
六、验收:
1.验收方式:
需方安装设备,安装使用现场验收。
2.验收依据:
供方提供的验收标准文件,包括:
①合同中技术协议规定的技术规格;
②买卖双方通过的各种技术文件;
③相关中国标准或国际标准。
3.验收内容:
①设备的外观,结构及主要部件必须符合技术协议的要求;
②设备精度的验收;
③依照双方已确认的清单确认易损件/备件;
④随机资料;
⑤最终验收的条件具备时,对设备进行最终验收。
第二篇:三坐标测量实验
三坐标测量实验报告
实验一 快速综合检验
一、实验要求:
1.根据教具给定测量需求确定测量方案
2.对各几何要素尺寸,误差进行检测
3.给出AUTOCAD三维视图(包括尺寸及形位误差标注)
二、实验方案
零件的具体结构确定:
① 确定各几何元素所须输出的参数项目
测量课件的大致轮廓为方形,主要几何元素为平面,圆柱,圆柱孔和阶梯孔。因此可选择测量件的三个垂直面建立空间直角坐标系。需要测量的主要位置误差元素为同轴度。
② 测头标定
测量元素包括垂直方向的圆柱及水平方向的圆柱,因此需要标定垂直方向与水平面四个方向。
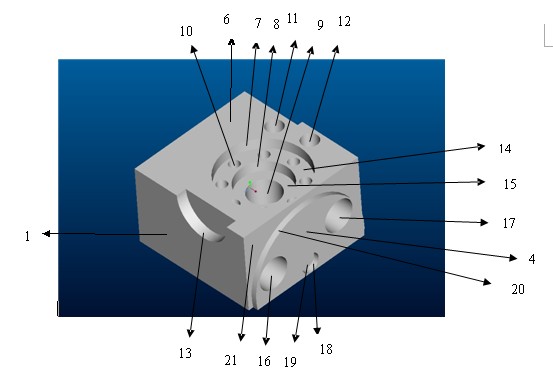
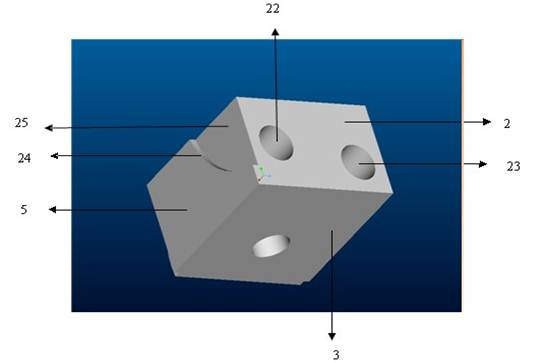
③ 根据零件确定测量基准
选定模型的1,2,3面(如下页pro/e模型图所标注的面)为坐标系的三个基准面建立直角坐标系,并以1,2,3面作为测量基准。
三、实验步骤
1.开机
首先打开空气压缩机储气罐排水阀排水,然后依次开启空压机、冷干机和测量机气源,检查气压是否在0.4~0.5Mpa范围之内,如果不在此范围内则可通过气源调节阀调节。再依次接通交流稳压电源、UPS电源、控制系统电源和计算机电源,启动 WTUTOR测量程序,屏幕出现SOI页面。依次单击“电源”、“初始化”键,机器完成通讯和坐标初始化。
2.测量预备操作
① 测头标定。在工作台上安装固定的基准球,标定测头。
② 取下标准球,将测量课件水平摆放在工作台上,根据测量方案选取的三个相互垂直的面建立空间直角坐标系。
3.测量操作
根据标定的几何元素进行直接测量、构造、元素间关系的计算、位置误差的检测、几何形状扫描等方法测出所需参数。保存好测量的数据,测得数据见下页数据处理与CAD图形构建。
4.几何元素的计算
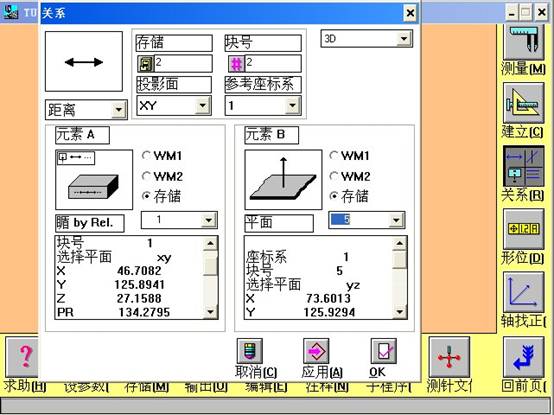
打开“程序区”,调入参考坐标系及测量数据,选择“关系”,计算构建三维数据模型所需要的几何元素间的位置关系,并计算形位误差。
5.关机
完成以上各步骤后,整个测量过程也就结束了。三坐标测量机的关机顺序与开机顺序相反。即首先 “初始化”使测头停止在安全位置,其次关闭WTUTOR测量程序,再依次关闭计算机电源、控制系统电源、UPS电源、交流稳压电源,最后关闭气源系统。
四、实验结果
1.根据测量数据构建proe三维数据模型如下图所示
2.画工程图
由pro/e模型绘制工程图,标注尺寸,公差以及形位误差。(工程图见附页)
实验二 轮廓反求(曲面)
一、实验要求:
1.根据教具通过三坐标机测量数据,并通过三维软件构建空间曲面;
2.与几何模型进行比较,分析拟合误差;
二、实验方案
1.空间坐标系的建立
由叶片一端的伸出轴建立空间坐标系的x轴,以轴上平面的法向为z轴,以伸出轴在叶片侧面的投影(空间圆)与伸出轴的交点为坐标系原点建立空间直角坐标系。
2.测头标定
测量件水平放置,只需进行垂直方向的标定。
3.测量方案
调用自动测量程序,给定步长为10mm,根据曲面高度差,给定适合的补偿参数,然后测量叶片面上选定的一定范围内的一系列纵横点坐标,再通过pro/e软件拟合成曲面。通过与数据模型进行比较,判断拟合的相似度。
三、实验步骤
1.开机
首先打开空气压缩机储气罐排水阀排水,然后依次开启空压机、冷干机和测量机气源,检查气压是否在0.4~0.5Mpa范围之内,如果不在此范围内则可通过气源调节阀调节。再依次接通交流稳压电源、UPS电源、控制系统电源和计算机电源,启动 WTUTOR测量程序,屏幕出现SOI页面。依次单击“电源”、“初始化”键,机器完成通讯和坐标初始化。
2.测量预备操作
③ 测头标定。在工作台上安装固定的基准球,在垂直方向标定测头。
④ 取下标准球,将测量课件水平放置在工作台标准块上,并保证工件有一定的稳定性,根据测量方案选取的三个相互垂直的面建立空间直角坐标系。
3.测量操作
调用自动测量程序,输入所需要的测量步长及其他参数,根据选定的测量路径测出所需参数,保存好测量的数据。
5.关机
完成以上各步骤后,整个测量过程也就结束了。三坐标测量机的关机顺序与开机顺序相反。即首先 “初始化”使测头停止在安全位置,其次关闭WTUTOR测量程序,再依次关闭计算机电源、控制系统电源、UPS电源、交流稳压电源,最后关闭气源系统。
四、实验结果
1.面轮廓测量数据
根据pro/e特征造型方法,拟合下列空间点
曲线1 N0001 X 0024427 Y 0017000 Z 0006764
N0002 X 0024424 Y 0007089 Z 0006695
N0003 X 0024423 Y -0002807 Z 0005952
N0004 X 0024428 Y -0012580 Z 0004534
N0005 X 0024431 Y -0022377 Z 0002636
N0006 X 0024428 Y -0032027 Z 000 278
N0007 X 0024423 Y -0041501 Z -0002673
N0008 X 0024421 Y -0042168 Z -0002901
曲线2 N0001 X 0110662 Y 0027710 Z 0007822
N0002 X 0110662 Y 0017732 Z 0008090
N0003 X 0110662 Y 0007776 Z 0007702
N0004 X 0110662 Y -0002153 Z 0006643
N0005 X 0110662 Y -0011970 Z 0004857
N0006 X 0110662 Y -0021670 Z 0002473
N0007 X 0110662 Y -0031185 Z -000 557
N0008 X 0110662 Y -0040484 Z -0004219
N0009 X 0110662 Y -0049447 Z -0008618
N0010 X 0110662 Y -0050529 Z -0009197
曲线3 N0001 X 0055676 Y -0046614 Z -0004812
N0002 X 0055676 Y -0037257 Z -0001386
N0003 X 0055676 Y -0027688 Z 0001415
N0004 X 0055676 Y -0017960 Z 0003655
N0005 X 0055676 Y -0008128 Z 0005453
N0006 X 0055676 Y 0001795 Z 0006592
N0007 X 0055676 Y 0011765 Z 0007069
N0008 X 0055676 Y 0021755 Z 0007040
N0009 X 0055676 Y 0031757 Z 0006496
N0010 X 0055676 Y 0036680 Z 0006052
2.利用测量结果拟合为曲面
拟合曲面见下图pro/e模型图

五、实验结果分析
根据拟合的结果看,利用三条曲线拟合成一个翼面已经大致接近原实物曲面。
但是由于pro/e软件通过曲线构造曲面只能扫描相互平行的曲线,因此,五组数据中只用到了其中平行的三条曲线,由于测量数据利用的不完全,曲面拟合的结果与实际模型尺寸有一定的误差。因此原测量方案的选定有一定的错误,应当选择测量相互平行的曲线。
所以原方案应改为测量五条平行的曲线来构造曲面,这样可以充分利用数据,也可提高拟合精度。或者采用UG或CATIA进行拟合,可以充分利用原测量方案的数据,也可提高拟合精度。
因为拟合曲面是通过por/e完成的,而给定叶片模型是CATIA数据文件,因此拟合结果无法相互比较,也就无法进行误差分析,只能通过观察曲面形状判断拟合的相似程度。
实验评价及建议
通过三坐标测量机知识的学习和实际操作,我已经能够初步了解三坐标测量技术基本知识和在工业中的应用以及对三坐标测量机的一些基本操作和使用。 做实验时,为了在规定的时间内快速高效率地完成实验,达到良好的实验效果,需要课前认真地预习,首先是根据实验题目复习所学习的相关理论知识,并根据实验教材的相关内容,弄清楚所要进行的实验的总体过程,弄懂实验的目的,基本原理,了解实验所采用的方法的关键与成功之处;正确操作步骤,特别是要注意那些可能对仪器造成损坏的事项.最好还要写预习报告,预习报告能够帮助我们顺利完成实验中的各项操作.在谢谢老师们一学期的悉心指导,这的确是一门让人受益良多的课程,希望这门课的教学质量能不断提高。但是由于实验课程时间较短,三坐标的一些编程知识没能够学习,当然这门实验也只是三坐标技术的入门,为将来在实际工作中打下基础。在操作过程中也有部分同学没有能够实际操作,建议老师能够适当安排,能够让每一位同学都能够自行操作,提高大家动手能力。
有关三坐标方面的论文资料
刊 名:工具技术
快速探测三坐标测量机特性参数优化研究
杨洪涛1 费业泰2
1.安徽理工大学,淮南,232001 2.合肥工业大学,合肥,230009
摘要:研究了影响快速探测坐标测量机动态测量精度的特性参数与测量精度之间的关系。通过实验分析了移动速度和测量位置对测量机定位误差的影响,以及测头DDC参数对测头等效作用直径的影响。研究结果表明:测量机的动态测量误差重复性好并可以修正;由于不同移动速度下,气浮导轨刚度和不同驱动电机加速度曲线引起的桥架附加振动不同,因此不同结构测量机存在不同最佳临界移动速度;测量机沿不同方向触测时,存在与移动速度有关的不同最佳测量空间;逼近距离对测头等效作用直径d的影响远远大于触测速度和移动速度对d的影响。
4关键词:三坐标测量机;快速探测;动态测量精度;特性参数
Research on Characteristic Parameter Optimization of Fast Probing CMM Yang Hongta01 Fei Yetai2
1.Anhui University of Science and Technology,HUainan,Anhui,232001
2.Hefei University of Technology,Hefei,230009
Abstract:The complex relationship between the natural parameters of the fast probing CMM andthe dynamic precision was investigated.The influences among the CMM positioning error and them easuring velocity and position and the influences between the probe DDC parameters and the equivalent action radius were analyzed through the experiments.From the experimental analysis it can be concluded that the dynamic measuring error of the fast probing CMM has good repeatability and can be corrected.There exists the optimum critical measuring velocity due to the different additive vibration of the CMM bridge which is caused by the air bearing stiffness change and the different driving acceleration while the CMM measuring velocity is different.The velocity of the CMM having different structures is different.There exists the optimum measuring space related to the measuring velocity while the CMM probes on the different directions.The approaching distance has made much more contribution to the equivalent action radius change than that from the probing and moving velocity of the probe.
Key words:CMM(coordinate measurement machine);fast probing;dynamic measurement accuracy;characteristic parameter
刊 名:机械设计
多关节柔性三坐标测量系统标定技术研究
王学影,刘书桂,张国雄,王斌
(天津大学精密测试技术及仪器国家重点实验室,天津300072)
摘要:为了克服传统的笛卡尔坐标测量系统的缺点,基于Denavit—Hartenberg方法建立多关节柔性三坐标测量系统的数学模型,提出了一种基于改进遗传算法标定技术,并通过采用改进多点交叉算子、自适应变异算子及两次最优保存策略,保证算法标定精度.在Faro Platinum 4ft平台上,通过反转法验证标定算法精确性,为进一步提高系统精度奠定了理论基础.
关键词:三坐标测量系统;多关节;遗传算法;标定
Calibration technology of articulated arm flexible CMM
WANG Xue—ying,LIU Shu—gui,ZHANG Guo-xiong,WANG Bin
(State Key Laboratory of Precision Measuring Technology and Instnnnents,Tianjin University,Tianjin 300072,China,)
Abstract:To overcome the defects of the traditional measuring machine using Cartesian coodinate system,the ideal mathematical models of the articulated and CMM were established by using Denavit Hartenberg analysis arithmetic.An improved genetic algorithm was presented for the parallel recombination simulated annealing.The algorithm employed a modified multi—pointed crossover operator,an adaptive mutation operator and a modified elitist strategy to ensure the accuracy of calibration.Experiments were carried out for a Faro platinum 4fiarticulated arm CMM,and the experimental results convincingly show the performance of the proposed method based on reversal process,which establishes an academic foundation for increasing the accuracy.
Key words:coordinate measuring machine(CMM);multi-joints;genetic algorithm;calibration