三坐标测量实验报告(1)
一、实验目的
1、了解并学会使用测量仪测量形位公差
2、学会结合电脑记录数据
二、实验器材
测量仪、电脑,被测工件
三、实验原理
测量仪原理:
将被测零件放入它允许的测量空间,精密地测出被零件表面的点在空间三个坐标位置的数值,将这些点的坐标数值经过计算机数据处理,拟合形成测量元素,如圆、球、圆柱、圆锥、曲面等,经过数学计算的方法得出其形状、位置公差及其它几何量数据。
四、实验内容及步骤
1、开启测量仪,并打开电脑
2、打开电脑上记录数据的软件,数据清零,点击开始
3、开始测量,操纵手柄以移动测量仪探头接触工件表面
4、操作完毕,再看电脑上的数据并记录
5、测量完毕,测量仪复位,关闭电脑及测量仪
五、实验数据
六、心得体会
通过几次实验,大致了解了测量仪的结构和使用,通过对平面、圆球、圆柱表面等的形位公差的测量,也不断提高了自己的专业技能,为以后更好的学习打下了良好的基础,对测量有了更多的了解。
第二篇:三坐标测量实验报告
三坐标测量实验报告
姓 名: XXX 学 号: XXXXXXX 指导老师: XXX 专 业: XXXX
20xx年11月
一、快速综合检测
利用直接测量法测量给定的被测件
一、实验目的:
1、了解三坐标测量机系统组成和功能;
2、熟悉WTUTOR测量软件;
3、掌握三坐标测量机测量几何参数的基本技能;
4、学会测量数据的处理和零件设计方法。
二、实验要求:
1、 根据被测件的特点以及所需测量的几何元素确定测量方案:包括所需的测头数及其标定、零件坐标系的建立等。
2、 测量各几何要素,以文件方式输出测量结果。
3、 根据测量数据,用AUTOCAD绘制零件图。
4、 整理实验过程,编写实验技术报告。
三、实验方案设计:
1、分析被测件的特点和需要测量的几何特征,确定零件装夹方案:被测件的外观形状是长方体, 需要测量的几何特征是位于该长方体上的通孔、阶梯圆柱孔、小孔、阶梯平面和一槽,由于该零件质量较大,故无需装夹,只需平放于测量工作台面上即可。
2、确定工件坐标系:选择零件上通孔所在的直线为Y轴,相对较平整的平面作为XZ平面,该平面与Y轴交点作为坐标原点,选择与Y轴平行的一个面的法线方向作为X轴。
3、根据被测几何元素,确定测头(1)A:0°,B:0°;(2)A:90°,B:90°;
(3)A:90°,B:180°;(4)A:90°,B:-90°;(5)A:90°,B:0°;
4、根据被测参数确定被测元素、关系计算、形位测量等。选择测头在适当的工件坐标系下进行测量,并将测量数据存储到指定文件中。
四、实验步骤:
1、启动机器:
由于三坐标测量系统是一个多机器的复杂系统,所以要注意各机器的开启顺序。首
先打开空气压缩机储气罐排水阀排水,然后依次开启空压机、冷干机和测量机气源,检查气压是否在0.4~0.5Mpa范围之内,如果不在此范围内则可通过气源调节阀调节。依次接通交流稳压电源、UPS电源、控制系统电源和计算机电源,启动WTUTOR测量程序,屏幕出现SOI页面。
2、测量准备
(1)设备初始化:启动与测量机的连接,相应的LED灯亮。然后点击【初始化】按钮,然后按下控盒上的【motor on】驱动,开始初始化测量机和测头。首先机床回零,确知从当前测头位置到机器行程终点过程中没有障碍物后,点击【Home】按钮,然后按下控盒上的
【start】键,自动执行机器回零,完成后,相应的LED灯变绿。再回复测头零点,点击PH9按钮执行回零,完成后,相应的LED灯变绿。最后点击【OK】钮结束初始化过程,关闭初始化窗口,初始化按钮的LED灯变绿。
(2)测头标定:点击【测针文件】图标,进行测头标定:本组采用手动法进行测头标定,根据被测件的特点,本组选择测头方向,并分别对其进行了标定。首先把安装标准球安装,然后单击测头管理窗口中的1号球图标即可对工作台上的标准球进行标定,确定完各参数后,屏幕就显示标准球参数测量窗口,然后进行采点,等方向的采点都进行完成后,标定过程就进行完毕了,这后就可进行测头校正。
(3)坐标轴标定:圆柱孔测量,测量大通孔,保存至6号文件。平面测量,测量平整平面,保存至7号文件。重复平面测量,测量与大通孔平行的平面,保存至8号文件。
(4)坐标轴标定:点击【轴找正】图标,本组定义零件上垂直于测量工作台面的一棱边为Z轴,再选择与该棱边相交的位于被测件底面的两棱定义为X、Y轴,三轴相交的点为工件原点,故零件参考系的建立采用自由过程的方法。操作过程:先对底面进行采点测量,然后对垂直于底面,并相互垂直的两平面进行采点测量,之后单击【Align】图标,进入零件管理窗口,进行第一轴找正,然后依次进行第二轴找正、设置坐标轴原点,以上就完成了零件参考坐标系的建立,最后存储零件参考系。
3、测量零件
作完上面的准备工作后即可按预定的测量方案对零件进行测量。打开【输出】窗口,设定输出方式和格式。方便将测量的数据直接保存到新建的文件夹中,查看元素数据时,可以直接用文本打开文档。如图1,可以直接建立元素要保存的文件夹。
用鼠标单击【测量】图标,进入实际的测量界面,测量界面中测量的元素界面如下图所示,根据测量的顺序,选择测量要素,也可在测量界面中,直接在下拉框中,选取相应的测
量元素,如图2所示:
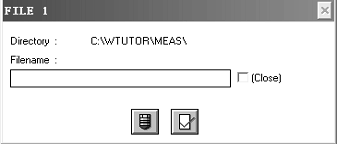
图1
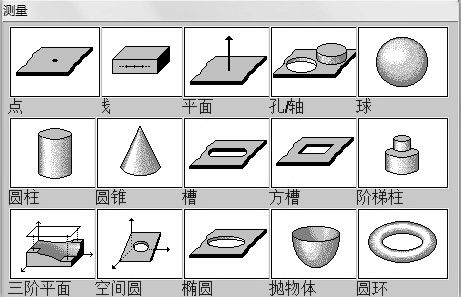
图2
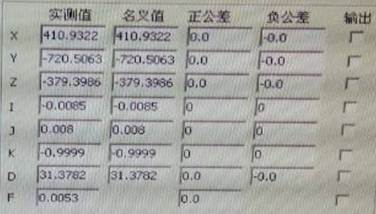
例如,在测圆孔时,点击圆的测量界面,选择合适的测头方向,均匀测点,记录测量结果。按该步骤将所有零件特征测量完全,并且按照一定的编号编排,则测量的元素将被保存,再将测量的元素结果“*MEM”文件、坐标系建立的信息“*REF”文件,输出到事先建立的文件夹中。
首先新建一个文件(NUAA18),将测量数据设置保存到此文件中,保存序号和块号从1开始,依次测量认为需要测量的数据。
4、关系计算
进行相应的关系计算:先单独测量用以计算关系的几何元素并储存,然后按下【自由过程】进行元素间的关系计算。
5、形位测量
点击【形位】图标,进入形位测量界面,选定要测量元素的形位关系如图3所示,采用
【自由选择】,进入测量界面进行相应的测量。
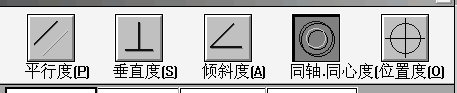
图3
6、关机
结束测量操作后,对测量输出格式进行设置,以满足用户的特殊需求。该设置也可以在测量操作开始时完成。按与开机相反的顺序关闭电源。即首先【初始化】,使测头停止在安全位置,其次关闭WTUTOR测量程序,再依次关闭计算机电源、控制系统电源、UPS电源、交流稳压电源,最后关闭气源系统。
五、实验结果
根据测量的数据(见附录),经过整理,得出零件特征的具体尺寸,用Proe作出三维图,新建绘图文件,生成零件的二维图(六视图),再导出二维视图,选用AutoCAD编辑之后得到二维视图如下:
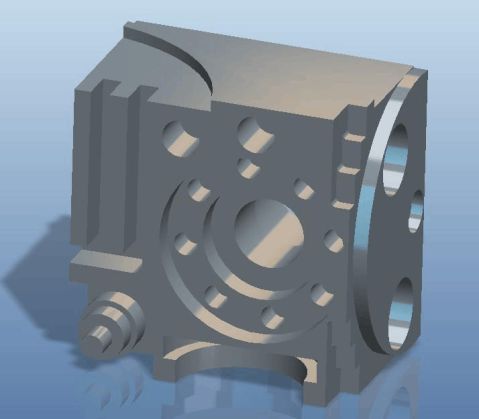
图4 被测零件三维图
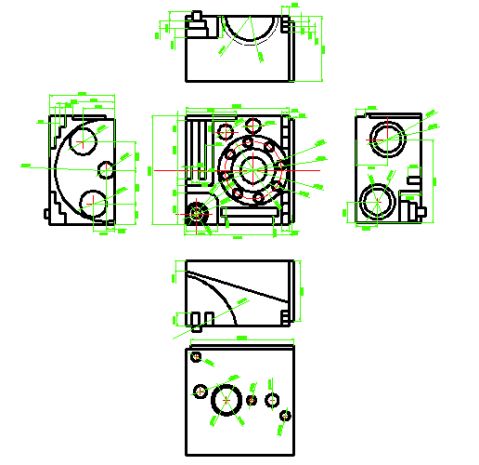
图5 被测零件二维图(六视图)
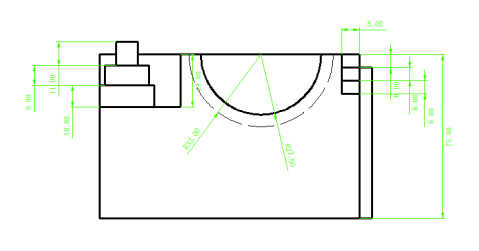
图6 被测零件仰视图
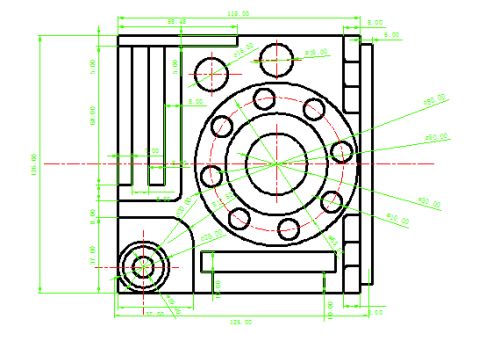
图7 被测零件正视图
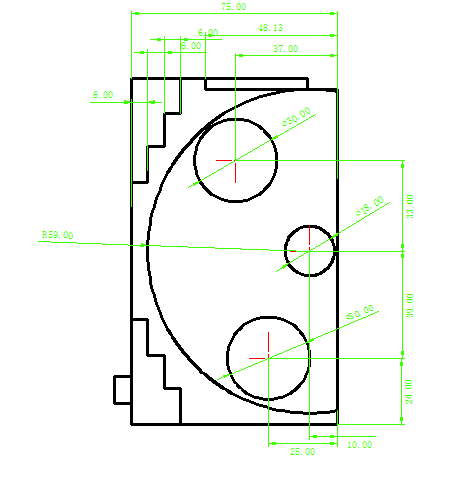
图8 被测零件右视图
六、 实验评价及建议:
通过本实验已经能够初步掌握了测量零件的步骤,在实验过程中已经初步掌握了三坐标测量机的使用方法,通过对零件的测量,已达到了理论与实践相结合的目的。此次测量,我们测量了复杂的各部分尺寸,测量任务繁重,同时由于所得出的结果数据较多,二维图画的不够完整详细。因此如何简化测量使得到所需要并且较精确的结果是需要思考的问题。通过此次实验,使我们对三坐标测量机的测量原理有了更深的理解和掌握,同时也一定程度上掌握了测量软件的使用。另外做实验时,为了在规定的时间内高效的完成实验,并达到预期的
结果,在课前进行了Tutor软件的学习。特别的感谢,吴老师和杨老师的悉心指导使我受益颇丰。
参考书目:
[1] 杨桂珍. 《三维测量技术实验指导书》.南京航空航天大学出版社,2002.
[2] 张国雄. 三坐标测量机.天津大学出版社,1999.8.
附录:实验数据及其处理
以下是部分原始测量数据和其尺寸关系计算处理后的结果。
原始测量数据:
Inspection
# 001 SPHERE Ref. Sys 0
X 0.0000
Y 0.0000
Z 0.0000
DM 0.0000
SPHRTY 0.0042
Inspection
# 002 SPHERE Ref. Sys 0
X 180.6016
Y 317.7907
Z -176.2621
DM 0.0000
SPHRTY 0.0056
Inspection
# 003 SPHERE Ref. Sys 0
X 0.0000
Y 0.0000
Z 0.0000
DM 0.0000
SPHRTY 0.0180
Inspection
# 003 SPHERE Ref. Sys 0
X 0.0000
Y 0.0000
Z 0.0000
DM 0.0000
SPHRTY 0.0042
Inspection
# 004 SPHERE Ref. Sys 0 X 0.0000
Y 0.0000
Z 0.0000
DM 0.0000 SPHRTY 0.0023
Inspection
# 005 SPHERE Ref. Sys 0 X 0.0000
Y 0.0000
Z 0.0000
DM 0.0000 SPHRTY 0.0015
Inspection
# 006 CYLINDER Ref. Sys X 378.6038
Y 325.0886
Z -203.3537
CX -0.004213
CY 0.999951
CZ 0.009003
DM 32.0313 CYLINTY 2.3736
Inspection
# 007 PLANE Ref. Sys CX 0.002561
CY 0.999996
CZ 0.001542
FLATNESS 0.0021
Inspection
# 008 PLANE Ref. Sys CX 0.999997
CY -0.002444
CZ 0.000119
FLATNESS 0.0049
Inspection
# 009 CIRCLE Ref. Sys X 420.7689
Y 316.4168 0 0 0 0
DM 29.9842 ROUNDNSS 0.0047
Inspection
# 010 CIRCLE Ref. Sys 0 X 422.1849 Y 328.5088 DM 29.9282 ROUNDNSS 0.0082
尺寸关系计算: REL DIST3D
# 19 LINE Ref. Sys DS 45.9772 Ang Min 0.000000
REL DIST3D
# 20 LINE Ref. Sys DS 45.9772 Ang Min 0.000000
REL DIST3D
# 21 LINE Ref. Sys DS 45.9772 Ang Min 0.000000
REL DIST3D
# 22 LINE Ref. Sys DS 125.9000 Ang Min 0.000000
REL DIST3D
# 23 LINE Ref. Sys DS 8.0092 Ang Min 0.000000
REL DIST3D
# 24 LINE Ref. Sys DS 8.4723 Ang Min 0.000000
REL DIST3D
# 25 LINE Ref. Sys DS 8.0187
Ang Min 0.000000 0
REL DIST3D
# 26 LINE Ref. Sys DS 8.0143 Ang Min 0.000000 0
REL DIST3D
# 27 LINE Ref. Sys DS 73.0178 Ang Min 0.000000 0
REL DIST3D
# 28 LINE Ref. Sys DS 7.9614 Ang Min 0.000000 0
REL DIST3D
# 29 LINE Ref. Sys DS 14.0902 Ang Min 0.000000 0
REL DIST3D
# 30 LINE Ref. Sys DS 13.0619 Ang Min 0.000000 0
REL DIST3D
# 31 LINE Ref. Sys DS 38.0325 Ang Min 0.000000
0 0 0 0 0 0 0