钢筋焊接工艺评定
(C 14、C 16、C 18、C 20 、C 22 )
××建设集团有限公司
20xx年8月
钢筋焊接工艺评定报告
1、目的
为确保××××北一区经济适用房、限价房项目施工二标工程钢筋现场接头的施工质量满足设计国家规范要求,对其焊接接头进行工艺评定试验,判定焊接工艺的可行性和接头的质量效果,从而确定操作工艺规程,特进行工艺评定。
2、适用范围
本工艺评定适用于××××北一区经济适用房、限价房项目施工二标工程施工现场发生同规格、同型号的钢筋对接头的焊接。
3、依据性文件
3.1 JGJ18-2003《钢筋焊接及验收规程》
3.2 GB 50204-2002 《混凝土结构工程施工质量验收规范》
4、焊接工艺
4.1 焊接工具及材料
4.1.1 焊接工具
电弧焊机BX3-630型、焊接夹具、控制箱、铁锤、毛刷
4.1.2 焊接材料
待接钢筋( C14、C16、C18、C 20 、C 22)各6段(每段30cm)、焊剂(HJ431)
4.2 工艺
4.2.1 待接钢筋的预处理
接头预拼目测接头是否平直,使用焊接夹紧调直,使用毛刷清理接头截面,保持接头的清洁。
电渣压力焊接过程包括四个阶段:引弧过程、电弧过程、电渣过程和顶压过程。
4.2.2 钢筋的焊接
焊接开始时,首先在上、下两钢筋端面之间引燃电弧,使电弧周围焊剂熔化形成空穴;随之焊接电弧在两钢筋之间燃烧,电弧热将两钢筋端部熔化,熔化的金属形成熔池,熔融的焊剂形成熔渣(渣池),覆盖于熔池之上,此时,随着电弧的燃烧,上、下两钢筋羰部逐渐熔化,将上钢筋不断下送,又保持电弧的稳定,继续电弧过程;随电弧过程的延续,两钢筋端部熔化量增加,熔池和渣池加深,待达到一定深度时,加快上钢筋的下送速度,使其端部直接与渣池接触,这时,电弧熄灭而变电弧过程为电渣过程;待电渣过程产生的电阻热使上、下两钢筋的端面部达到全截面均匀加热的时候,迅速将上钢筋向下顶压,挤出全部熔渣和液态金属,随即切断焊接电源,完成了焊接工作。
4.3 接头的质量检查
钢筋电渣压力焊接头应逐个进行外观检查,应符合下列要求:
1.焊包较均匀,突出部分最少高出钢筋表面4mm
2.电极与钢筋接触处,无明显的烧伤缺陷。
3.接头处的弯折角不大于4°
4.接头处的轴线偏移应不超过0.1倍钢筋直径,同时不大于2mm.
5、文件提供
—-—电渣压力焊施工工艺 —-—焊接工艺试验指导书 —-—工艺评定结果
—-—钢筋材质合格证明书 —-—钢筋连接试验报告
建设集团有限公司
20xx年8月 ××
第二篇:焊接工艺评定报告 推荐表格
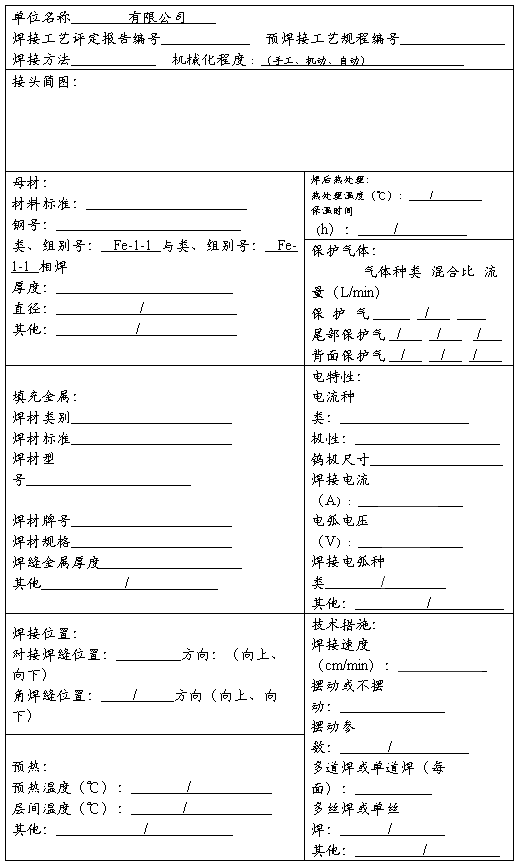
焊接工艺评定报告
PQR**
有限公司
20##年*月
焊接工艺评定报告