工艺评审报告
NO:Q/AJS9738-001-2011
第二篇:20xx年产品工艺部管理评审报告
2013管理评审汇报材料
一 过程业绩和产品符合性
1, 产品符合性及产品监视和测量控制
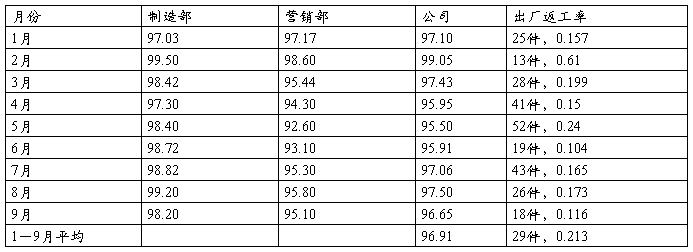
20##年一次交检合格率(﹪);出厂返工率(%)
2 产品开发项目实施情况:
① 双司机室机车改进
结合首台样车试制及试验情况,根据戚机公司整改方案,对20##年批量生产的50台机车进行了提升质量和工艺优化改进;在走廊地板装配(QSJ41-72-03-000),密封框装配(QSJ41-72-60-000),接线盒装配(QSJ39-82-70-300),侧密封板(QSJ39-20-00-003/006)等零部件上试改和验证实施,在时间紧,质量要求高的情况下,有效配合戚机公司完成了量产和改进任务。
② 澳大利亚PN机车项目:按澳大利亚SDA2型机车用户及设计图纸要求,组织前期生产技术准备工作,完成工艺评定和车间现场整改,并通过PN审核;编制PN机车走廊地板,辅助室,导向装置WPS文件以及定位焊,顺序焊工艺文件,设计制作所需工装;组织WPS工艺规程参数验证,操作者工件试焊验证工作;编制走廊地板,辅助室ITP检验规程,并根据改图要求,更改文件,完成首台试制及评审,配合戚机公司完善设计改进后的产品生产,在试生产过程严格执行作业规范,提升焊接质量和制备能力,完成了全部5台机车零部件生产和交付.
③ 电力机车配套项目开发:因戚机公司年内试制2台,主要配件在外部采购,我公司目前尚无新项目,后面拟加强联系,积极争取在戚机公司扩大电力机车生产中实施配套开发.
④矿机项目 :根据市场要求在设计开发3Y2460圆振筛的基础上,设计3Y2470圆振筛,4YA2470圆振筛,并完成配件生产准备及制作;改进完善相关设备3Y2460振动筛,喂料机,输送带等性能和生产制作工艺,降低成本,并积极做好矿机PC1280锤式破碎机售后配件损坏制作技术服务,提高质量和竞争能力.
⑤南京风电项目:编制南京风电的73个项目的行程分工,确认委外和公司内部制作项目,完成南京风电产品的记录表的编制工作,做好项目制作工艺技术交底和现场技术服务工作;并组织实施;与客户联系处理产品质量问题;完成南京风电首批5台份订单交付.基于又获29台份的订单,编制材料定尺清单,完成材料采购的技术协议书,减少材料的废料工作;并做好29台份产品制作的现场技术服务工作;逐步形成工艺能力,拓展项目完成风电走线架产品,机舱运输基座产品的报价工作,巩固和争取新的项目和机会。
3,工艺改进项目实施情况
①澳大利亚机车焊接工艺学习推广
公司承接的澳大利亚出口机车焊接要求高,组织相关工艺,检查人员和焊工参加培训,针对不同的材料,焊缝进行焊接参数试验评定,焊工经过培训,取得澳方认可的操作合格证,并在导向装置,辅助室钢结构,走廊地板等零部件生产中推广实施,取得良好效果。
②变向阀工艺改进
根据用户反映的变向阀使用过程卡滞问题,经过分析,找到尼龙阀芯尺寸和表面粗糙度较难控制问题,在工艺上进行试验改进,增加了抛光工艺,完善了工艺文件和泵气检查记录表,获得成功,提高了产品质量可靠性和用户满意度。
③导向装置专用检测装置
导向装置1:10锥度专用检查卡尺;导向筒同轴度测量装置设计制作后多次改进,经检测及现场使用符合设计和产品检测要求,确保产品关键性能尺寸的控制,提高了产品检查和检测效率.
④双司机室接线盒改进
因戚机公司设计和制造误差,双司机室机车接线盒组装时干涉处多,为保证生产进度和产品质量,做到密切跟踪总组装动态,紧密联系安排,边生产边改图整改,在保证进度的同时,完成了5种接线盒改进,满足了主机厂进度要求.
⑤车辆产品检修工艺改进
为提高车辆产品检修能力,设计制作了MT-3/2缓冲器检修专用线,完善了压机总体布局,设计制作了专用走道部分,完成了制作安装调试,更新了浸漆箱底盘及拉杆浸漆箱底,完成一台MT-3缓冲器专用压机安装调试并组织试生产和ST缓冲器场地调整;改善了生产作业环境,提高了检修能力。
二 产品工艺部质量目标实施情况
1配合机车,车辆,柴油机等产品开发,拓宽主机产品零部件试制,试修项目: 年内完成大功率调机(4400KW)试制改进项目, 澳大利亚SDA2机车试制,双司机室机车批量生产等项目开发;加强产品制作的自检,互检,加强产品过程质量控制,加强工序巡检,做好抽检及首末件检查:,产品过程质量控制检查总体适应客户需要,但在工序巡检方面还存在差距;1-9月产品一次交验合格率为96.91%,1-9月产品出厂返工率实际完成0.21%。
2强化市场产品开发,年内争取开发2-3项被市场认可的产品,形成新的增长点;积极应用新工艺,新技术,努力推广应用2-3项新工艺,新技术,提高效率,降低成本,合理调整生产场地。已实现计划中的目标,具体情况在前面的产品开发项目和工艺改进项目中已体现。
3贯彻质量手册,持续改进质量体系,实施情况:20##年 内审和质量管理体系的管理评审工作已按计划进行;公司及各部门质量目标实施情况的检查已结合内审和日常工作进行;质量文件的发放,收缴,管理情况每季组织检查;特别对作废,切换图纸列出收缴清单,督促回收;计量器具的管理工作已在内审和外检时检查,监督整改;工艺纪律的检查结合日常产品过程质量控制和质量问题处理常态化进行,考核工作尚需进一步加强。
4加强供方管理,监督和促进主要供应商质量保证能力不断提高;提高服务质量,顾客反馈的质量问题处理不超过24小时,顾客满意度稳定达到89%,20##年对定点委外,临时委外工序协作单位加强了入厂检查质量控制,并将发现问题及时反馈,督促改进,使质量趋于稳定可控;在改进的时效性方面还需要改进。对顾客反馈的质量问题的处理,由分管工艺师在24小时内跟踪处理,确保满足顾客要求,满意度稳定达到90%以上。
5强化员工培训,提高员工素质,现场操作工技能培训通过率达到100%,特殊工种技能培训合格率达100%。
在提高员工素质,开展技能培训方面,结合工作对照质量管理体系文件中的有关内容,在具体工作中组织工艺技术人员先行学习消化,然后以工艺文件,指导书等形式贯彻落实,如组织开展特殊工艺焊接,涂装等的培训考核,针对澳大利亚PN机车要求,组织工艺人员,电焊工参加戚机公司的培训,考核,取证,达到如期目标。
三 预防和纠正措施实施制定落实情况
20##年戚机公司对我公司进行了多次针对澳大利亚机车焊接特殊工序的质量体系检查,一次产品(变向阀)质量审核, ,根据检查,审核整改要求,重新编制了焊接,涂装工艺文件,改进了变向阀等产品的工艺,提升了质量体系的有效性。根据内审提出的不符合项有关质量记录台账的规范问题,已落实到检查组整改。
四 存在问题:
1少数工艺人员深入生产现场处理问题有时缺少耐心,不能很快抓住关键,处理技术质量问题有反复,影响时效。
2少数检查人员在产品质量检查中巡检不够,检查记录有时不按规范做。
五 改进建议
加强对工艺技术人员和检查人员的培训教育,提升其业务能力,改进业绩考核激励手段,进一步发挥员工的主动性和工作积极性。
产品工艺部
2013.10.20
2013产品工艺部质量目标实现情况总结
一 过程业绩和产品符合性
1, 产品符合性及产品监视和测量控制
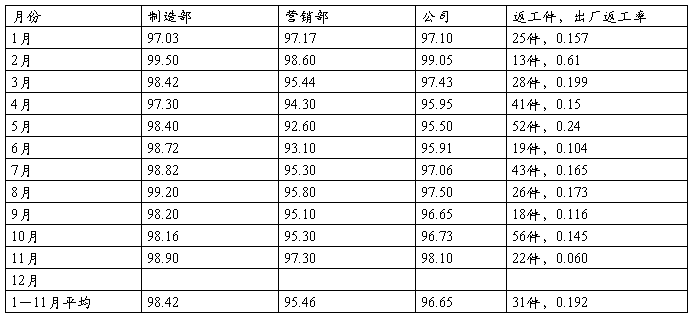
20##年一次交检合格率(﹪);出厂返工率(%)
3 产品开发项目实施情况:
④ 双司机室机车改进
结合首台样车试制及试验情况,根据戚机公司整改方案,对20##年批量生产的50台机车进行了提升质量和工艺优化改进;在走廊地板装配(QSJ41-72-03-000),密封框装配(QSJ41-72-60-000),接线盒装配(QSJ39-82-70-300),侧密封板(QSJ39-20-00-003/006)等零部件上试改和验证实施,在时间紧,质量要求高的情况下,有效配合戚机公司完成了量产和改进任务。
⑤ 澳大利亚PN机车项目:按澳大利亚SDA2型机车用户及设计图纸要求,组织前期生产技术准备工作,完成工艺评定和车间现场整改,并通过PN审核;编制PN机车走廊地板,辅助室,导向装置WPS文件以及定位焊,顺序焊工艺文件,设计制作所需工装;组织WPS工艺规程参数验证,操作者工件试焊验证工作;编制走廊地板,辅助室ITP检验规程,并根据改图要求,更改文件,完成首台试制及评审,配合戚机公司完善设计改进后的产品生产,在试生产过程严格执行作业规范,提升焊接质量和制备能力,完成了全部5台机车零部件生产和交付.
⑥ 电力机车配套项目开发:因戚机公司年内试制2台,主要配件在外部采购,我公司目前尚无新项目,后面拟加强联系,积极争取在戚机公司扩大电力机车生产中实施配套开发.
④矿机项目 :根据市场要求在设计开发3Y2460圆振筛的基础上,设计3Y2470圆振筛,4YA2470圆振筛,并完成配件生产准备及制作;改进完善相关设备3Y2460振动筛,喂料机,输送带等性能和生产制作工艺,降低成本,并积极做好矿机PC1280锤式破碎机售后配件损坏制作技术服务,提高质量和竞争能力.
⑤南京风电项目:编制南京风电的73个项目的行程分工,确认委外和公司内部制作项目,完成南京风电产品的记录表的编制工作,做好项目制作工艺技术交底和现场技术服务工作;并组织实施;与客户联系处理产品质量问题;完成南京风电首批5台份订单交付.基于又获29台份的订单,编制材料定尺清单,完成材料采购的技术协议书,减少材料的废料工作;并做好29台份产品制作的现场技术服务工作;逐步形成工艺能力,拓展项目完成风电走线架产品,机舱运输基座产品的报价工作,巩固和争取新的项目和机会。
3,工艺改进项目实施情况
①澳大利亚机车焊接工艺学习推广
公司承接的澳大利亚出口机车焊接要求高,组织相关工艺,检查人员和焊工参加培训,针对不同的材料,焊缝进行焊接参数试验评定,焊工经过培训,取得澳方认可的操作合格证,并在导向装置,辅助室钢结构,走廊地板等零部件生产中推广实施,取得良好效果。
②变向阀工艺改进
根据用户反映的变向阀使用过程卡滞问题,经过分析,找到尼龙阀芯尺寸和表面粗糙度较难控制问题,在工艺上进行试验改进,增加了抛光工艺,完善了工艺文件和泵气检查记录表,获得成功,提高了产品质量可靠性和用户满意度。
③导向装置专用检测装置
导向装置1:10锥度专用检查卡尺;导向筒同轴度测量装置设计制作后多次改进,经检测及现场使用符合设计和产品检测要求,确保产品关键性能尺寸的控制,提高了产品检查和检测效率.
④双司机室接线盒改进
因戚机公司设计和制造误差,双司机室机车接线盒组装时干涉处多,为保证生产进度和产品质量,做到密切跟踪总组装动态,紧密联系安排,边生产边改图整改,在保证进度的同时,完成了5种接线盒改进,满足了主机厂进度要求.
⑤车辆产品检修工艺改进
为提高车辆产品检修能力,设计制作了MT-3/2缓冲器检修专用线,完善了压机总体布局,设计制作了专用走道部分,完成了制作安装调试,更新了浸漆箱底盘及拉杆浸漆箱底,完成一台MT-3缓冲器专用压机安装调试并组织试生产和ST缓冲器场地调整;改善了生产作业环境,提高了检修能力。
二 产品工艺部质量目标实施情况
1配合机车,车辆,柴油机等产品开发,拓宽主机产品零部件试制,试修项目: 年内完成大功率调机(4400KW)试制改进项目, 澳大利亚SDA2机车试制,双司机室机车批量生产等项目开发;加强产品制作的自检,互检,加强产品过程质量控制,加强工序巡检,做好抽检及首末件检查:,产品过程质量控制检查总体适应客户需要,但在工序巡检方面还存在差距;20##年产品一次交验合格率目标值为不低于96%,实际完成1-11月产品一次交验合格率为96.65%,20##年产品出厂返工率目标值为不大于0.3%,实际完成1-11月产品出厂返工率实际完成0.19%。
2强化市场产品开发,年内争取开发2-3项被市场认可的产品,形成新的增长点;积极应用新工艺,新技术,努力推广应用2-3项新工艺,新技术,提高效率,降低成本,合理调整生产场地。已实现计划中的目标,具体情况在前面的产品开发项目和工艺改进项目中已体现。
3贯彻质量手册,持续改进质量体系,实施情况:20##年 内审和质量管理体系的管理评审工作已按计划进行;公司及各部门质量目标实施情况的检查已结合内审和日常工作进行;质量文件的发放,收缴,管理情况每季组织检查;特别对作废,切换图纸列出收缴清单,督促回收;计量器具的管理工作已在内审和外检时检查,监督整改;工艺纪律的检查结合日常产品过程质量控制和质量问题处理常态化进行,考核工作尚需进一步加强。
4加强供方管理,监督和促进主要供应商质量保证能力不断提高;提高服务质量,顾客反馈的质量问题处理不超过24小时,顾客满意度稳定达到89%,20##年对定点委外,临时委外工序协作单位加强了入厂检查质量控制,并将发现问题及时反馈,督促改进,使质量趋于稳定可控;在改进的时效性方面还需要改进。对顾客反馈的质量问题的处理,由分管工艺师在24小时内跟踪处理,确保满足顾客要求,满意度稳定达到90%以上。
5强化员工培训,提高员工素质,现场操作工技能培训通过率达到100%,特殊工种技能培训合格率达100%。
在提高员工素质,开展技能培训方面,结合工作对照质量管理体系文件中的有关内容,在具体工作中组织工艺技术人员先行学习消化,然后以工艺文件,指导书等形式贯彻落实,如组织开展特殊工艺焊接,涂装等的培训考核,针对澳大利亚PN机车要求,组织工艺人员,电焊工参加戚机公司的培训,考核,取证,达到如期目标。
三 预防和纠正措施实施制定落实情况
20##年戚机公司对我公司进行了多次针对澳大利亚机车焊接特殊工序的质量体系检查,一次产品(变向阀)质量审核, ,根据检查,审核整改要求,重新编制了焊接,涂装工艺文件,改进了变向阀等产品的工艺,提升了质量体系的有效性。根据内审提出的不符合项有关质量记录台账的规范问题,已落实到检查组整改。
四 存在问题:
1少数工艺人员深入生产现场处理问题有时缺少耐心,不能很快抓住关键,处理技术质量问题有反复,影响时效。
2少数检查人员在产品质量检查中巡检不够,检查记录有时不按规范做。
五 改进建议
加强对工艺技术人员和检查人员的培训教育,提升其业务能力,改进业绩考核激励手段,进一步发挥员工的主动性和工作积极性。
产品工艺部
2013.12.30