河北化工医药职业技术学院
顶岗实习报告
实习地点:石家庄顾邦塑料制品有限公司
系 别: 机电工程系
专业年级: 机电一体化1001 班
学生姓名: 朱鹏博
学 号: 37号
岗位指导教师: 李春珍
校内指导老师: 耿惊涛
实习时间: 2012.11.6-2013.06.1
前言
实习是对一个应届大学毕业生来说非常重要的经历,实习是我们离开学校接触社会的一个平台,最真实地感受社会的一个窗口。
通过在石家庄顾邦塑料制品有限公司实习,加深了对BOPP、PVC压延以及PE挤出吹塑薄膜工艺过程的了解。参观期间,在工厂经理和工人师傅的帮助和指导下,我们对于一些平常理论的东西,有了感性的认识,平时不大懂的知识,在实地参观的过程中以及参观过后查阅相关书籍了解相关工艺,我感觉受益匪浅,我相信对以后我们的学习和工作有很大的帮助。
第一部分
第一章 实习单位介绍
1.1石家庄顾邦塑料制品有限公司
石家庄顾邦塑料制品有限公司是集科研、生产、销售于一体的综合性公司。公司专业生产改性PC及PC/ABS合金环保材料。主要适用于充电器、电源供应器、电源开关等要求耐高温、防火、高抗冲、良好韧性等产品领域。产品均通过美国SGS认证,达到欧盟环保ROHS标准,积极配合客户产品进入美国及欧盟市场。主要经营PVC膜、功能薄膜、高档包装膜、玩具充气膜、农膜、农业大棚膜、保护、建筑膜、盐膜、土工布、高档地板革贴膜、 pvc色膜。
第二章 BOPP生产工艺
2.1工艺原理
塑料薄膜双向拉伸技术的基本原理为:高聚物原料通过挤出机被加热熔融挤出成厚片后,在玻璃化温度以上、熔点以下的适当温度范围内(高弹态下),通过纵拉机与横拉机时在外力作用下,先后沿纵向和横向进行一定倍数的拉伸,从而使分子链或结晶面在平行于薄膜平面的方向上进行取向而有序排列,然后在拉紧状态下进行热定型,使取向的大分子结构固定,最后经冷却及后续处理便可制得薄膜。
2.2原材料
2.2.1聚丙烯均聚物(粒料)
影响均聚聚丙烯性能的主要因素:
1)熔融指数(2-4g/min);
2)等规度(等规结构分子在均聚物中的百分数。95-97%);
3)结晶度(聚合物中结晶部份的质量占总质量的百分比),结晶度对BOPP产品性能的影响:BOPP在室温条件下也会产生二次结晶,这是导致BOPP存放一段时间后雾度增加,产品变脆的原因。A,产品结晶度高时,弹性模量、拉伸强度及硬度均增高;B产品结晶度低时,光学性能差;
4)添加剂;
5)分子量(8500);分子量分布。
2.2.2添加剂母料
BOPP常使用的添加母料:抗粘连母料、抗静电母料、滑爽母料。
1)抗粘连剂母料
减少膜跟膜的接触面,使膜表面具有一定的粗糙度,使膜跟膜之间保存一定的空气层,降低COF。抗粘连剂种类、粒径(2-4微米)及分布、用量及添加方法会对薄膜性能产生很大的影响。同时薄膜表面的平表度有一定程度的损坏。常添加量200-1500PPM。具体视实际情况定。
2)抗静电母料
抗静电剂是一种双极性物质,它能迁移到薄膜表面,吸收空气中的水分,形成导电层,使薄膜具有控制带电的能力。(常用半衰期或衰减率表示)。在BOPP中有效浓度一般为3000PPM左右。主要成份有硬酯酸甘油、油酸酰胺、乙基胺类。
3)滑爽剂
滑爽剂作用是使薄膜的表面滑爽和具有较低的COF。在加入滑爽剂的同时必须加入AB剂,否则会出现粘连现象。在不同BOPP产品中,滑爽剂的添加量不同,光膜产品添加量为7500-1500PPM;共挤产品表层添加量为1000-1500PPM,芯层为1000-2000PPM。
2.3工艺流程
2.3.1工艺流程简介
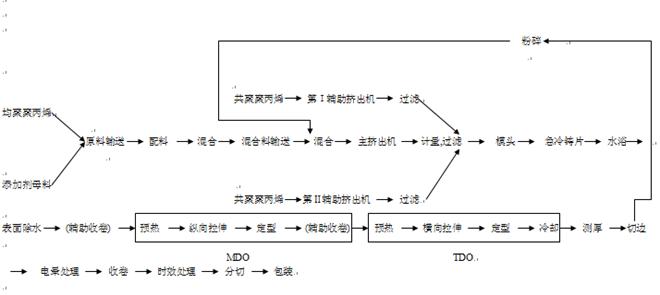
均聚聚丙烯和添加剂母料混合后输送到挤出机,挤出机挤出过程就是对主、辅料进行熔融,混炼及计量,在挤出之前还要对熔体进行过滤以防止杂物一起流出,在经过后面的拉伸中产生破膜。熔体从模头挤出后进入铸片单元,通过气刀在激冷辊上进行贴附。激冷辊内外是流动的冷冻水对片材进行急冷而达到分子结晶、取向之目的,铸片的过程是生产优质薄膜十分关键的一步。冷却下来的薄片通过除水气刀对其表面进行除水后进入纵拉机(MDO)。纵拉机主要由表面光洁的辊筒组成,后面的速度较前面的线速度大,预热到一定温度的薄片经过纵拉机后,其纵向进行了约五倍的拉仲,然后进入横拉机(TDO),横拉机薄膜夹持器夹住薄片边部通过一定形状的轨道使其在横向变宽而进行了横向拉伸,拉伸比一般为7-10,在横拉机内进行了预热、拉伸、热定型。从横拉出来的薄膜再经过牵引装置进行冷却、测厚及电晕处理。
2.3.2工艺流程图
2.3.3加工工艺参数
其生产线由供料系统、挤出系统、流涎系统、纵向拉伸系统、横向拉伸系统、牵引和卷取系统,以及工艺控制系统等组成。
1、挤出系统
因单螺杆挤出机随挤出量增大,料温会逐渐升高,造成树脂降解及成型性下降,难得优质产品。因此,可采用了两台挤出机串联起来作为主挤出机,另外三台挤出机作为辅助挤出机。
串联的两台主挤出机将单螺杆的原料输送,熔融塑化,混炼及计量各种功能分离,即第一台挤出机送料,熔融塑化。第二台挤出机则起混炼,计量作用。
2、流涎系统
双向拉伸膜的流涎一般有两种形式:
1)骤冷辊
2)骤冷辊与冷水槽结合
采用后者,可达到很好的骤冷效果。
流涎系统重要作用:
将出T型机头片基均匀骤冷到规定温度,一般是从240℃-260℃冷却到60℃-70℃
骤冷时,不产生瑕疵、皱纹等,尽可能缩短T型机头和骤冷辊的间隙,以防止片基的缩颈现象。
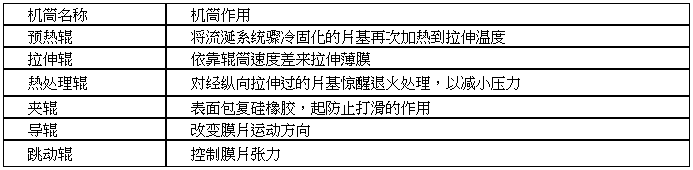
3、纵向拉伸系统
系统包括预热辊、拉伸辊、热处理辊、夹辊、导辊和跳动辊等。作用如下:
纵向拉伸是在拉伸辊之间的“拉伸间隙”中进行的。不同品种薄膜采用不同的拉伸比。
拉伸比过大则纵向拉伸过度,横向拉伸时候易破。大小则纵向厚度公差过大,强度下降。所以生产中我们要选择合适的拉伸化。
4、横向拉伸系统
横向拉伸装置的夹子经过纵向拉伸薄膜的两侧,从薄膜上、下面吹入热风,沿着夹子轨道前进扩展,从而横向拉伸薄膜。
横向拉伸由拉幅机和烘道组成。因此,横向拉伸系统也包括预热段、拉伸段、热定型段、冷却段等。预热段链条轨道平行,即薄膜在预热段不拉伸而只是输送;在拉伸段,轨道不断加宽,已达到横拉的目的。在横拉过程中要注意控制温度;若温度太低,薄膜将会断裂,若温度过高,薄膜厚度公差大,变得不透明,最终破膜。
5、电晕处理
所谓电晕处理即薄膜在电晕处理台通过极电与薄膜间电弧作用使表面润湿张力得以提高,一般有单面电晕、双面电晕、单内电晕等。
电晕处理是使薄膜表面张力增加便于薄膜的印刷和收卷,在牵引机内还要进行静电消除过程,从牵引出来后薄膜进入收卷机。收卷成大卷膜卷,再通过起吊设备将膜卷放入时效处理架,一般时效处理架要保持温度25--30℃,湿度50%-70%,经过三天的时效处理后进行分切,使其变为满足客户要求的规格产品。分切完后还要对产品进行检验及包装。薄膜贮存环境也有一定的要求,温度不宜高于35℃。
2.4产品应用
BOPP薄膜是包装领域的重要产品,具有质轻、透明、无毒、防潮、透气性低、力学强度高等优点,被广泛用于食品、医药、日用轻工、香烟等产品的包装,并大量用作复合膜的基材,有“包装皇后”的美称。


2.5生产中应注意的问题
1、挤出系统
在满足挤出量的同时,还必须保证挤出的熔体挤出量均匀,温度稳定、塑化均匀。具有低温混炼和排除气泡的能力。切忌通过提高螺杆转速来追求产量,否则会造成厚片表面粗糙,影响产品的光学性能。
2、铸片系统
冷却温度对产品的性能(光学性能及拉伸性能)影响较大。
3、MDO
两种工艺法,由于塑料热膨胀系数的不同,各预热辊之间的线速度要有递增(5%-7%),以消除膨胀引起的松驰及有利于排出空气,使受热均匀。
1)拉伸比对薄膜的影响较大,在一定温度下,拉伸比越大,薄膜分子取向愈大,产品的强度愈大。反之,拉伸比愈小,除了影响产品的机械性能外,还会出现薄膜厚度公差波动增大。
2)MDO温度对薄膜性能的影响,低温拉伸有利有提高产品的机械性能、减少结晶度。预热温度过高会导致结晶聚合物形成球晶,薄膜透明度下降,甚至出现白雾状。拉伸温度过高,链段易解取向,会引起表层材料粘辊。拉伸过程是一个放热过程,故拉伸辊的温度应比预热辊低。
4、TDO
1)拉伸温度对薄膜的影响,
其影响薄膜的机械性能、成膜性、厚度均匀性、光学性能。由于拉伸过程拉伸粘度随之增大,要实现连续拉伸,拉伸温度要有一定的递增量。拉伸温度取决于原材料及产品的厚度,也与其拉伸比、拉伸速率等。
2)拉伸比对产品性能的影响
其拉伸比一般为7-9倍,拉伸比大,拉伸强度及横向收缩率也大,但成膜率会降低。通常较厚的薄膜和纵拉强度的薄膜,拉伸比要小些。
3)热定型温度
视不同的产品来设定,热定型温度是加速聚合物的二次结晶,消除内应力,提高结晶度,减少收缩率,与收缩膜的工艺要求刚好相反。
4)冷却段
其目的是防止薄膜在较高的温度下加速蠕变而影响产品的性能,但可能会出现低分子冷凝现象。防止低分子物污染的方法是:及时更新冷却空气,加强循环风的过滤。
5、收卷
收卷参数 与产品的品种及配方设计有关。
6、时效处理
目的是消除内应力,加速结晶及添加剂的迁出。
第二章 吹塑生产工艺
2.1工艺原理
将物料加热熔融成粘流态,借助螺杆的挤压作用,推动粘流态的物料,使其通过口模而成为截面与口模形状相仿的连续体的一种成型方法。
挤出吹塑:由挤出机通过模头向上挤出,在密闭条件下经过充气吹胀,然后由人字板牵引,经过切边系统分切、最后卷绕得到膜制品。
2.2原材料
聚乙烯(PE)
2.3工艺流程
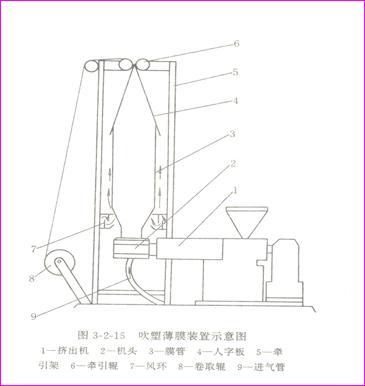
熔体从机头环形缝隙挤出,成圆筒状膜管,从机头通入压缩空气将膜管横向吹胀,然后进入牵伸辊得到纵向牵伸,并经冷却风环吹出的空气冷却定型,充分冷却后的膜管被人字板压叠成双折薄膜,通过牵引辊以恒定的线速度进入卷取装置,卷取到一定量时,进行切割,成为膜卷。
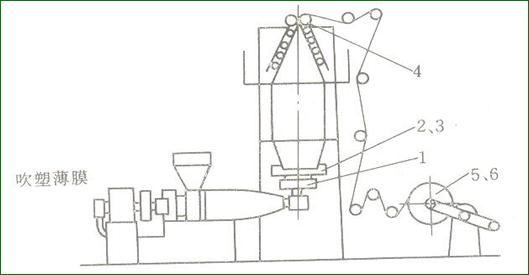
1-机头;2-定型;3-冷却;4-牵引;5-切割;6-卷曲(或堆放)
2.4产品应用
公司主要产品:
PE复合基材膜、PE液体奶膜、PE热收缩膜、LLDPE拉伸缠绕膜和PE塑料袋。
1. PE复合基材膜:
规格:宽度(MM)100-2000;厚度0.015-0.2
具有透明度好、复合性能好、热封强度高等特点;可与BOPP、CPP、PET、PA等复合。适用于奶粉、方便面、种子、农药等各种产品的包装。可制袋,可做卷材。


2.PE液体奶膜:
规格:宽度(MM)240-360;厚度0.07-0.09
具有抗压力好、热封强度高等特点,广泛使用于高速生产的液体灌装的奶制品。
3. PE热收缩膜:
规格:宽度(MM)100-5000;厚度0.02-0.25
经加热收缩,可使产品得到密闭的、美观的包装。广泛使用于建材、饮料、化工原料、水泥等产品的集合包装。


4. LLDPE拉伸缠绕膜:
规格:宽度(MM)200-600;厚度0.015-0.03
具有拉力强、抗冲击力强、缠绕性能好等特点。广泛使用于化工原料、电子、水泥、建材等产品的托盘包装。

5. 制袋、印刷:
具有印刷美观、焊口牢固、承重能力强等特点。广泛使用于超市、食品的包装。
6. 其它产品:
我公司还生产抗静电膜、阻燃膜、抗介质膜、PE保护基材膜、荧光防伪膜等。


2.5生产中注意的问题
1. 型坯温度和挤出速度
挤出型坯时,熔体温度应均匀,并适宜地偏低以提高熔体强度,从而减小因型坯自重所引起的垂伸,并有利于缩短制品的冷却时间,提高生产效率。
型坯温度过高,挤出速度慢,型坯易产生下垂,引起型坯纵向厚度不均,延长冷却时间,甚至丧失熔体热强度,型坯难以成型。
型坯温度过低,离模膨胀突出,会出现型坯长度收缩、壁厚增大现象,降低型坯的表面质量,出现流痕,同时增加型坯的不均匀性。
一型坯温度控制在塑料的Tg~Tf之间。
2. 吹气压力和鼓气速度
厚壁小容积制品可采用较低的吹气压力,由于型坯厚度大,降温慢,熔体粘度不会很快增大以致妨碍吹胀;对于薄壁大容积制品,需要采用较高的吹气压力来保证制品的完整。
鼓气速率大,可缩短型坯的吹胀时间,使制品厚度均匀,表面质量好。
但是鼓气速率过大将会在空气进口处产生局部真空,造成这部分型坯内陷,甚至将型坯从口模处拉断,以致无法吹胀。
3. 模具温度
模具温度应保持均匀分布,以保证制品的均匀冷却。
模温过低,型坯冷却快,形变困难,在夹口处塑料的延伸性降低,不易吹胀,造成制品该部分加厚;
模温过高,冷却时间延长,生产周期增加,当冷却不够时,制品脱模后易变形,收缩率大。
一般模具温度控制在20~50℃之间。小型厚壁制品模温低些,大型薄壁制品模温高些。
4. 冷却时间
增加冷却时间,可防止塑料因弹性回复作用而引起的形变,制品外型规整,但延长生产周期。
冷却时间太短,制品会产生应力而出现空隙。
第三部分
实习心得:
通过实地参观石家庄顾邦塑料制品有限公司,加深了对BOPP、PVC压延以及PE挤出吹塑薄膜工艺过程的了解。参观期间,在工厂经理和工人师傅的帮助和指导下,我们对于一些平常理论的东西,有了感性的认识,平时不大懂的知识,在实地参观的过程中以及参观过后查阅相关书籍了解相关工艺,我感觉受益匪浅,我相信对以后我们的学习和工作有很大的帮助。
第二篇:建筑顶岗实习报告
附件3:
唐山工业职业技术学院
顶岗实习报告
姓 名: 胡小虎
班 级: 08建筑15
专 业: 建筑工程技术
指导教师: 陈海霞
实习单位:滦县泰安公路工程养护有限公司
二○一一 年 五 月
顶岗实习简介
顶岗实习总结
毕业生顶岗实习报告写作要求
一、基本要求
1.每位学生在实习结束后都要撰写一份实习报告。
2.实习报告写作应注意主题明确、结构合理、语言流畅。
3.实习报告内容必须真实,不得抄袭、雷同。
4.按下面要求排版,篇幅适当,字数不少于3000字。
5.实习报告要有电子文档。
6.于5月底前将实习报告、实习记录交到辅导员处。(纸板、电子文档)
二、内容要求
顶岗实习报告正文内容由综述、主体和总结三部分组成
综述:综述是报告主体部分的开端,是全篇的引子。有企业规模的简介、企业产品及生产工艺流程情况;实习岗位环境描述,生产人员设备、产品及生产情况等描述。
主体:主要是实习过程介绍(做了些什么事)、实习体会、自己顶岗的生产任务及完成情况,自己学会哪些技能,在顶岗实习中应用了哪些知识,对学校开设课程的建议,学生实训成果的展示和表述,是整个顶岗实习实训过程的再现,本部分占顶岗实习实训报告的大部分篇幅。
总结:总结是实习过程的总体结论,主要回答“得到了什么”。通过实习自己从思想上、业务上、企业管理上总结一下自己有哪些收获,结合自己的工作经历还存在哪些不足,今后的努力方
三、打印格式
1.封皮:按标准样稿
2.正文:
(1)实习报告题目自拟,用宋体,三号字,加粗,居中;
(2)一级标题用小三号字,宋体,加粗;
(3)二级标题用四号字,宋体;
(4)正文用小四号字,宋体;
(5)各段落首行缩进2字符。
3.实习报告正文插入页码,下面右侧。
4.正文1.5倍行间距。
5.页边距为默认页边距,左侧装订,装订线:0.8厘米。
6.正文后加注完成时间,用小四号字,宋体。
7.实习报告用A4纸打印。
四、装订顺序(塑料封皮)
1.实习报告封皮
2.正文
3.实习手册