生产现场管理整改报告
一、现场“5S”改善方案及措施
1. 物料摆放
① 从货仓到生产现场,不同机种的物料按机种归类分别存放,并在外包装箱上标识。 ② 生产每个机种之前将前一个机种的物料进行清理,(包括未成型物料、不良品、已加工物料)保证前一个机种的物料彻底清完后再生产另一个机种。
③ 对于二极管等小体积的物料经成型并经检验合格后按原包装的数量放回原包装盒。 ④ 对于电容等体积稍大的元件经加工后用静电胶箱装好,并在外箱上贴上相对应的标识。标识内容包括:机种、料号、插件位置、数量。
⑤ 插件拉生产过程中各种物料放置于静电胶盆中,保证拉台上没有散乱元件,不良品分类存放。 ⑥ 生产过程中堆机用静电隔板单层摆放,超过三层高度时摆放于静电胶箱内,并贴上标识注明机种、状态、数量。
⑦ 剪脚工位将PCB板放置于玻璃罩内再进行作业,后焊拉整条产线定时清扫台面的脚渣。 ⑧ 各工位操作过程中进行单拼板作业,保证不出现多拼板重叠一起作业。
二、仪器设备的保养与点检
① 正在使用的各种设备注明其使用状态及保证其清洁度。
② 对于波峰焊及烙铁每天进行点检有效地控制其异常状态。
③ 加强防静电测试。
三、有效文件的应用及审核
① 对每个生产机种的SOP要求与生产当中实际状况进行核对,不相符之处及时进行分析及更正。 ② 对每工位按照SOP要求进行培训,并严格遵照作业指导书作业。
四、重点工位的培训
① QC工位经过专业人员的培训合格后方能上岗作业 ,培训内容包括电子元件知识、BOM单核对、
PCBA的检验标准及规范。
② 测试工位经过专业人员的培训合格后方能上岗作业,培训内容包括负载仪的使用、各机种的
测试参数要求、测试状态的确认。
五、修理工位的整理
① 修理工位设置在专用的修理区域,负责修理与产线生产机种不同的机种。
② 在线修理负责修理产线所生产的机种功能不良品。
③
修理工位物料按机种分类存放,不良品注明不良状态。
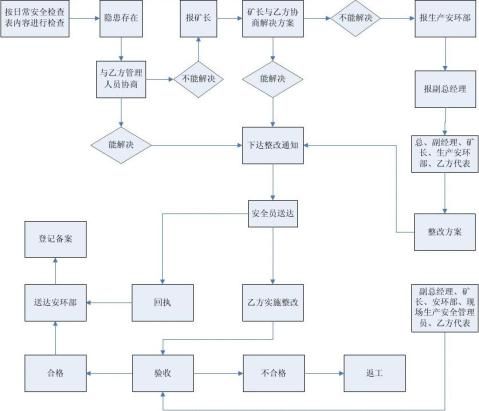
第二篇:现场安全员、生产管理员安全隐患汇报和整改流程