一 、见习目的
见习是每一个合格的大学生进入社会生产前必须拥有的一段经历。深入工厂生活,虚心向工人和工程技术人员学习钢铁冷轧工艺,让我们在实践中掌握轧钢工艺流程,了解钢铁冷轧的基本设备及操作,并且进一步接触社会了解社会,培养学生的群众观点和树立为祖国钢铁工业的现代化发奋图强、刻苦学习的思想,打开视野,增长见识,为以后进一步走向社会打下坚实基础。
二、公司介绍
唐山春兴冷轧薄板有限公司是河北春兴集团下属企业,春兴集团在河北百强企业中排名第46位,年销售额达百亿元。固定资产40亿元。涉及行业:炼铁、炼钢、轧钢、焦化、地产、矿山、机械制造、运输等多种行业。现有职工5000多人。年利税十数亿元,年钢产量200万吨。
唐山春兴冷轧薄板项目,由河北春兴实业集团有限公司在唐山市路南区投资兴建,占地约500亩, 工程计划总投资12亿,年产不锈钢薄板100万吨,此项目是全国钢铁行业重点发展项目,得到省、市、区各级领导的高度重视,并被省政府定为重点项目。
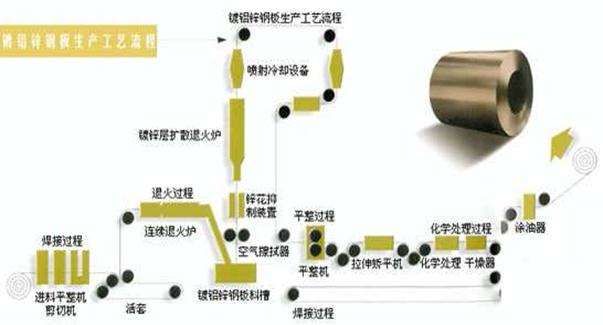
项目工程包括60万吨的酸洗生产线,50万吨的冷轧生产线,25万吨的镀锌生产线,30万吨的连续退火生产线,20万吨的彩图生产线及相关的工附设备设施包括(11万变电站、蒸气炉、污水处理站、酸再生、空压站等)主要产品包括:酸洗板、冷板、镀锌板、镀铝锌硅板、退火板、彩图板,广范用于家电、汽车、包装装饰、工业建筑等领域,企业可安排就业人员近千人,实现工业产值数十亿元
三、见习安全要求
进入生产现场必须加戴安全帽,穿必要的防护服;只能在规定安全区域内活动;未得现场工程师傅的允许不能随意操作现场的开关按钮或其他一些相关的生产设备;不得在生产现场嬉戏打闹。生产现场的安全规章制度是用血的教训写成的。进入现场就必须遵守相关的规定。近年来,随着国家在安全生产上的大量投入,安全设施不断改善,以及安全生产自主管理和自律意识逐步增强可见安全生产对于一个企业的重要性,这也是响应了国家“以人为本”的口号。
四、技术总结
1、冷轧机组的配置:
 冷轧生产的工序包括开卷、轧制、脱脂(酸洗)、退火(热处理)、卷取、镀锌等工艺
冷轧生产的工序包括开卷、轧制、脱脂(酸洗)、退火(热处理)、卷取、镀锌等工艺
1.1原料在连续酸洗工艺中,首先进行开卷、矫直、切头切尾、带钢头尾焊接、拉矫破鳞(氧化铁皮)、酸洗、水洗、烘干、切分(14T/卷)、卷取,然后发送连轧机组。(下图为酸洗工艺流程图)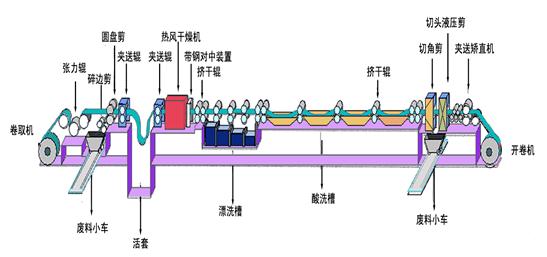
1.2酸洗合格后的产品在主轧工艺中,首先进行开卷、矫直、带钢切头、张力辊(张力分段)、四机架轧制、张力辊(张力分段)、卷取,然后发送退火炉。
1.3轧制合格后的半成品在退火工艺中,首先进行装炉、冲保护气体(N2和H2)、加热、保温(规定保温时间,消除内应力)、冷却、卸炉,然后发送平整机组。
1.4退火合格后的产品在平整工艺中,首先进行开卷、矫直、张力辊(张力分段)、单机架轧制、张力辊(张力分段)、切头切尾、卷取,然后发送重卷机组。
1.5平整合格后的产品工艺中,首先进行开卷、矫直、切边、切头切尾、卷取,然后发送成品库。
2、设备装备
2.1连续式酸洗
开卷机组、闪光焊机、入口带钢活套、拉矫机、酸洗槽、水洗槽、热风干燥器、出口带钢活套、月牙剪、园盘剪、出口张力辊、夹送辊、卷取机组、CPC纠偏装置、四辊对中装置、挤干辊、传动液压系统 、伺服液压系统 、电气传动及控制装置 、电气传动电源柜、自动化控制仪表、三级计算机控制。
2.2四连轧冷轧机组
开卷机组(钢卷小车、对中测量装置、开卷机、活动导板、夹送辊、矫直机组及导板)、测厚议、对中装置、六辊轧机、剪切机、张力卷取机、传动液压系统、弯辊伺服液压系统 、厚控伺服液压系统 (液压AGC)、电气传动及自动化控制装置
2.3光亮退火炉
加热罩及燃烧系统、冷却罩、内罩、炉座、炉台自动夹紧装置(自带液压系统)、电气控制系统、氨分解系统
2.4平整机组
开卷机组(钢卷小车、对中测量装置、开卷机、转向夹送辊、矫直机组、对中装置)、张力辊 (S辊张力分段)、平整机、张力辊 (S辊张力分段)、剪切剪、卷取机组、传动液压系统、伺服液压系统、电气控制系统、电气传动系统。
2.5重卷机组(略)
五、见习收获与体会
进入车间,各种机器发出巨大轰鸣声,偌大的车间里零零散散的能看到不多的员工,全都是机械化、自动化的生产线。巨大地起重机,把钢材吊到开卷机上伴随着机器的转动钢板进入到一个很长的封闭的轨道中,里面是酸液用以除去钢板表面的杂质氧化物等。钢材酸洗完毕,然后转入隔壁的车间进行冷轧。一排机械高速运转,发出隆隆轰鸣,经酸洗后的钢板经过一系列复杂的传动装置运到冷轧机,经过扎制,然后就是钢板的卷曲。卷曲后的钢板再经传动装置运到相邻的生产线。然后开卷,运到车间中间的高炉中加热,之后的工序就是镀锌了,也是在封闭的传送轨道上进行。最终出来的就是成品了。领班的师傅说,这些钢板主要是销售给一些企业进行深加工的,如门窗等一些生活用品。参观完冷轧薄板的生产过程,对于轧制工艺,我有了更深刻,更明确的认识,将学过的知识联系认识,有了更加清晰的认知,感谢能有这一次认知实习,这将让我的学习得到更好的进步,对于今后的工作也将有莫大的帮助。
一、见习目的
见习是每一个合格的大学生进入社会生产前必须拥有的一段经历。深入工厂生活,虚心向工人和工程技术人员学习线材制备流程,让我们在实践中掌握线材生产基本知识,了解钢铁线材制备的基本设备及操作,并且进一步接触社会了解社会,培养学生的群众观点和树立为祖国钢铁工业的现代化发奋图强、刻苦学习的思想,打开视野,增长见识,为以后进一步走向社会打下坚实基础。
二、企业概况:
河北银水实业集团有限公司是落实唐山市钢铁工业结构调整实施方案的典范之作;是具有规模优势、布局合理、工艺先进、装备精良、主导产品竞争力强的现代化钢铁企业;是唐山市钢铁行业即将崛起的一颗最为璀璨的新星。公司位于中国经济发展引擎之一的环渤海经济圈核心地带—唐山市市区东北侧。公司占地1300亩,职工3500余名,拥有集烧结、焦化、炼铁、炼钢、连铸、连轧及相应配套公辅设施于一体的现代化技术装备,主要设备中一半以上达到国内先进水平,主要高炉、转炉和轧机基本实现了现代化、大型化,高炉煤粉喷吹、转炉铁水预处理和炉外精炼、连铸坯热装热送、螺纹钢筋负公差轧制等先进技术等到应用。整个公司铁、钢、轧系统配套完善、合理,区域布局紧凑。
公司主要产品为:钢坯、棒材、线材、带钢及副产品。公司定位于唐钢集团最大的建材生产基地,并力争进入国内最有竞争力的建筑材生产企业行列。公司坚持科技创新、管理创新和机制创新,紧紧围绕品种、质量、节能、环境和效益,大力发展循环经济,提高企业核心竞争力,以最新的理念、最低的成本、最高的效率、最适用的设备、创造出最佳的经济效益,实现公司持续、健康、高速发展。
三、见习安全
进入生产现场必须加戴安全帽,穿必要的防护服;只能在规定安全区域内活动;未得现场工程师傅的允许不能随意操作现场的开关按钮或其他一些相关的生产设备;不得在生产现场嬉戏打闹。生产现场的安全规章制度是用血的教训写成的。进入现场就必须遵守相关的规定。近年来,随着国家在安全生产上的大量投入,安全设施不断改善,以及安全生产自主管理和自律意识逐步增强可见安全生产对于一个企业的重要性,这也是响应了国家“以人为本”的口号。
四、技术总结
1、高线是指用“高速无扭轧机”轧制的盘条,生产节奏快。轧制速度在80-160米/秒,每根重量(盘)在1.8-2.5吨,尺寸公差精度高(可达到0.02mm),包装通常比较紧匝、漂亮。在轧制过程中可通过调整工艺参数(特别是在冷却线上)来保证产品的不同要求。
2、高线车间生产工艺流程:
钢坯--夹坯钳上料--送料辊道运送(废坯挑出)--推钢机推钢—蓄热式高炉煤气加热炉加热—出钢机出钢—粗轧机组轧制—1#飞剪切头—中间辊道运送—中轧机组轧制—立活套—预精轧机组轧制—2#飞剪切头(碎断)—平活套—精轧机组轧制—三段式穿水冷控制冷却—夹送辊夹送—吐丝机布线圈—散卷冷却、运输—双芯棒集卷—吊车卸卷—半自动高线打包机打包—行车C形钩吊运—检查—标签—卸卷—入库
线材轧制工艺及设备示意图

1~5-第1~5架轧机(粗轧机组);6~11-第6~11架轧机(一中轧机组);12~13-第12~13架轧机(二中轧机组);14~19-第14~19架轧机(预精轧机组);20~29-第20~29架轧机(精轧机组);30-斯太尔摩冷却线
3、主要的轧制工序有:
(1)坯料:线材的坯料以连铸小方坯为主,其边长一般为120~150mm,长度一般在6~12米左右。在实际生产中,采用目测、电磁感应探伤和超声波探伤等方式检验连铸小方坯的质量;
(2)加热:一般采用步进式加热炉加热。加热的要求是氧化脱碳少、钢坯不发生扭曲、不产生过热过烧等。现代化的高速线材轧机坯料大且长,这就要求加热温度均匀、温度波动范围小。
(3)轧制:线材的断面比较单一,因此轧机专业化程度较高。由于坯料到成品,总延伸较大,因此轧机架数较多,一般为21~28架,分为粗、中、精轧机组。目前高速线材轧机成品出口速度已达100m/s以上。
(4)精整:由于现代线材轧制速度较高,轧制中温降较小甚至是升温轧制,因此线材精轧后的温度很高,为保证产品质量,要进行散卷控制冷却。根据产品用途有珠光体控制冷却和马氏体控制冷却。
五、见习心得
线材用途十分广泛,除直接用作建筑钢筋外,还可加工成各类专用钢丝,如弹簧用钢丝、焊丝、镀锌丝、通讯线、钢帘线、钢绞线等;还可加工成其他金属制品,如铆钉、螺钉、铁钉等。根据资料统计,一般国家线材产量占钢材总产量的5-15%。我国目前处在经济发展时期,城市建设和解决居民居住条件仍需要大量线材。此外,国内对金属制品需求量增加,国际贸易出口量也不断扩大,我国线材产量占钢材总产量的比例达到15%左右。
盘条在使用前需要用钢筋调直机调直下料,同时也在机器中去除氧化锈皮,也在反复的弯曲拉伸中,强度有一定的提高。
没有调直机的小型工地,使用卷扬机拉直盘条,如果是直接拉是不可取的,容易产生太大的塑性变形,应该一端用滑轮重锤,以控制拉力。
通过这次专业见习,我对线材生产的工艺流程,工作对象,特殊的工程环境,自动化设备等一些轧钢类相关知识有了一个初步的认识和理解,为后续的专业学习奠定了一定的基础,也使我对生产实际有了进一步的认知,增强了我的行业责任感。
一、见习目的
见习是每一个合格的大学生进入社会生产前必须拥有的一段经历。深入工厂生活,虚心向工人和工程技术人员学习钢铁热轧工艺,让我们在实践中掌握轧钢热轧工艺流程,了解钢铁热轧的基本设备及操作,并且进一步接触社会了解社会,培养学生的群众观点和树立为祖国钢铁工业的现代化发奋图强、刻苦学习的思想,打开视野,增长见识,为以后进一步走向社会打下坚实基础。
二、企业简况
唐山国丰钢铁有限公司成立于1993年,是由香港中旅(集团)有限公司与丰南区丰南镇经济发展总公司共同投资兴办的一家集制氧、烧结、炼铁、炼钢、轧钢为一体的大型钢铁联合企业, 公司位于渤海明珠-唐山市丰南区,境内京哈、京秦铁路,津秦、京沈、唐津高速公司纵横交错,西距天津港68公里,东距京唐港70公里,南距曹妃甸港口50公里,具有得天独厚的区位优势。 公司始终坚持“精品立企、诚信兴业”的经营理念,通过了ISO9001-2000质量体系认证。主导产品为热轧卷板、热轧带钢、热轧带肋钢筋,规格齐全、质量可靠,产品畅销全国20多个省市,出口十几个国家和地区,深受用户喜爱,并多次被评为“全国冶金博览会名牌产品”、“中国质量检验协会质量信得过建材产品”、“河北省优质产品”和“河北省用户满意产品”。
三、见习安全要求
进入生产现场必须加戴安全帽,穿必要的防护服;只能在规定安全区域内活动;未得现场工程师傅的允许不能随意操作现场的开关按钮或其他一些相关的生产设备;不得在生产现场嬉戏打闹。生产现场的安全规章制度是用血的教训写成的。进入现场就必须遵守相关的规定。近年来,随着国家在安全生产上的大量投入,安全设施不断改善,以及安全生产自主管理和自律意识逐步增强可见安全生产对于一个企业的重要性,这也是响应了国家“以人为本”的口号。
四、技术总结
 从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行轧制以后,才能成为合格的产品。
从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行轧制以后,才能成为合格的产品。
从炼钢厂送过来的连铸坯,首先是进入加热炉,然后经过初轧机反复轧制之后,进入精轧机。轧钢属于金属压力加工,说简单点,轧钢板就像压面条,经过擀面杖的多次挤压与推进,面就越擀越薄。在热轧生产线上,轧坯加热变软,被辊道送入轧机,最后轧成用户要求的尺寸。
轧钢是连续的不间断的作业,钢带在辊道上运行速度快,设备自动化程度高,效率也高。从平炉出来的钢锭也可以成为钢板,但首先要经过加热和初轧开坯才能送到热轧线上进行轧制,工序改用连铸坯就简单多了,一般连铸坯的厚度为150~250mm,先经过除磷到初轧,经辊道进入精轧轧机,精轧机由7架4辊式轧机组成,机前装有测速辊和飞剪,切除板面头部。精轧机的速度可以达到23m/s。
1、主轧线工艺流程简述
板坯由炼钢连铸车间的连铸机出坯辊道直接送到热轧车间板坯库,直接热装的钢坯送至加热炉的装炉辊道装炉加热,不能直接热装的钢坯由吊车吊入保温坑,保温后由吊车吊运至上料台架,然后经加热炉装炉辊道装炉加热,并留有直接轧制的可能。
连铸板坯由连铸车间通过板坯上料辊道或板坯卸料辊道运入板坯库,当板坯到达入口点前,有关该板坯的技术数据已由连铸车间的计算机系统送到了热轧厂的计算机系统,并在监视器上显示板坯有关数据,以便工作人员进行无缺陷合格板坯的核对和接收。另外,通过过跨台车运来的人工检查清理后的板坯也需核对和验收,并输入计算机。进入板坯库的板坯,由板坯库计算机管理系统根据轧制计划确定其流向。
常规板坯装炉轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到板坯库中指定的垛位。轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从垛位上吊出,吊到板坯上料台架上上料,板坯经称量辊道称重、核对,然后送往加热炉装炉辊道,板坯经测长、定位后,由装钢机装入加热炉进行加热。
碳钢保温坑热装轧制:板坯进入板坯库后,按照板坯库控制系统的统一指令,由板坯夹钳吊车将板坯堆放到保温坑中指定的垛位。轧制时,根据轧制计划,由板坯夹钳吊车逐块将板坯从保温坑取出,吊到板坯上料台架上上料,板坯经称量辊道称重、核对,然后送往加热炉装炉辊道,板坯经测长、定位后,由装钢机装入加热炉进行加热。
直接热装轧制: 当连铸和热轧的生产计划相匹配时,合格的高温连铸板坯通过加热炉上料辊道运到称量辊道,经称重、核对,进入加热炉的装炉辊道,板坯在指定的加热炉前测长、定位后,由装钢机装入加热炉进行加热。其中一部分通过卸料辊道运输的直接热装板坯需通过吊车吊运一次放到上料辊道后直接送至加热炉区。如果炼钢厂可以实现直接热装板坯由上料辊道运送,则可减少部分吊车吊运作业。
板坯经加热炉的上料辊道送到加热炉后由托入机装到加热炉内,加热到设定温度后,按轧制节奏要求由出钢机托出,放在加热炉出炉辊道上。 加热好的板坯出炉后通过输送辊道输送,经过高压水除鳞装置除鳞后,将板坯送入定宽压力机根据需要进行侧压定宽。定宽压力机一次最大减宽量为350 mm。然后由辊道运送进入第一架二辊可逆粗轧机轧制及第二架四辊可逆粗轧机进轧制,根据工艺要求将板坯轧制成厚度约为30-60mm的中间坯。在各粗轧机前的立辊轧机可对中间坯的宽度进行控制。
在R2与飞剪之间设有中间废坯推出装置,用于将中间废坯推到中间辊道的操作侧台架上。 中间坯由带保温罩的中间辊道输送到切头飞剪处切头、切尾,保温罩有利于减少中间坯的热量损失和带坯头尾温差。
飞剪前设有边部加热器,边部加热器可减少中间坯边部与中间部位的温度差,提高带钢性能的均匀性,提高轧件板型质量。 切头飞剪配有中间坯头尾形状检测仪及剪切优化控制系统,以实现优化剪切,减少切头切尾损失。
切头后的带坯经精轧前高压水除鳞装置清除二次氧化铁皮,由精轧前立辊导向进入精轧机组。中间坯经过F1~F7四辊精轧机组,轧制成1.2~25.4 mm的成品带钢。
精轧机组的穿带速度、加速度、最大轧制速度、各机架压下量、工作辊窜辊行程、各机架弯辊力等均由计算机控制系统按轧制带钢的品种和规格进行计算和设定实现板形的闭环控制。为了有效的控制带钢质量,在F7精轧机出口处设有凸度、平直度、厚度、宽度、温度等轧线检测仪表,在卷取机入口设有带钢表面质量、宽度、温度等轧线检测仪表。
精轧机轧出的带钢在输出辊道上由带钢层流冷却系统采用相应的冷却制度,将热轧带钢由终轧温度冷却到规定的卷取温度。带钢的冷却方式,冷却水量都由计算机根据不同钢种、规格、终轧温度、卷取温度进行计算设定和控制。
当卷取机咬入带钢之前即穿带时,输出辊道、夹送辊、助卷辊和卷筒的速度均超前于末机架轧制速度;当带钢被卷取机咬入以后,输出辊道、夹送辊、卷取机随精轧机同步进行升速轧制;当带钢尾部离开末机架后,输出辊道、夹送辊要减速即滞后于卷取机卷取速度直到热轧钢卷尾部。
卷取完成后,由卸卷小车把钢卷托出至打捆机打捆。再由钢卷运输系统将钢卷继续向后运送,经打捆、称重、标记后,分别运送到热轧钢卷成品库、冷轧原料库和精整原料库。需要检查的钢卷则送到检查线,打开钢卷进行检查和取样后,再送回到钢卷运输系统,经打捆、称重、标记后分别送往热轧钢卷成品库、冷轧原料库和精整原料库。
2、平整机工艺过程简述
热轧卷放置在入口步进梁的入口鞍座上,步进梁将钢卷步运送到上卷小车上。 上卷小车将钢卷运送到钢卷准备站以便于拆除捆带,切掉带钢头部,同时进行宽度和径向定位,然后将钢卷运送到开卷机开卷。 带钢开卷后依次进入六辊矫直机、平整机、卷取机等从而完成设定的平整分卷工艺制度。
平整机采用衡压力控制技术,由计算机系统根据品种和规格设定平整压力,通过液压缸进行控制。平整机设计平整厚度最大为6.5mm,厚度超过6.5mm的产品只分卷不平整。分卷采用液压固定剪,设置在平整机出口。
平整分卷后的成品卷由卸卷小车卸卷,送到固定鞍座上,再由1#、2#步进梁将钢卷向后运输至成品库,在输送过程中完成称重和打捆作业。最后钢卷由吊车运到指定位置堆放。
五、见习心得
这次见习使我受益匪浅,让我看到了自己对于实际生产时可能遇到的不足和长处,了解了实际生产流程,为后期理论学习奠定了一定的实际基础。虽然时间短,我能学的有限,但起码我对于轧钢这个行业还是有了初步的了解和认识。这对于我今后的学习和工作将产生积极的影响。通过这次见习增强了我毕业就业的信心和勇气。现在,我意识到必须要做的就是多吸取知识,提高自身的综合素质,不断丰富自己的工作经验。同时,注重专业知识的学习。这样才能使自己有扎实的文化基础,迎接以后就业中各种严峻的挑战