《数控车工艺员培训》
实习报告
学 号: 201210602003
姓 名: 董 华 碧
班 级: 12级工业设计
组 员: 董华碧 贾雨烨
实习时间:2015.11.16-2015.11.20
二〇##年十一月二十日
(内容)
一、实习目的
1、掌握数控加工工艺,能够正确选择刀具、量具、夹具;
2、掌握数控编程的方法和技巧;
3、比较熟练地调试程序,能够进行二维模拟和三维仿真;
4、能够正确操作机床进行数控加工。
二、实习内容
1、掌握数控机床操作方法;
2、掌握数控机床工件坐标系的建立方法;
3、掌握数控机床刀具补偿的设定方法;
4、掌握数控机床程序的调试;
5、掌握数控机床的加工方法。
三、实习步骤
根据零件图纸要求编制数控加工程序

图1 图纸
(一)、编制初步程序
1、进入软件界面,在横排F1.....F5处右键单击->单击F3->new新建,命名为自己的学号(201210602003)->点击右下角OK;
2、在出现的页面中双击橙色文件(新建的文件)->单击右上角new,新建主程序MPF(单击左方图标或空格切换)->再单击上方命名自己的名字(DHB)->单击OK;
3、进行编程
G54
TRANS Z80
T1 D1
G96 S70 M04 F0.1
G00 X27 Z0
G01 X-1 Z0 F0.1
G00 X27 Z1
4、点击横排F5(3Dview)->右上角view->弹出框中选择3/4view->,单击OK;
5、点击竖排F5->F3->单击OK->调整更改数据:第一排——TRANS值
第二排——毛坯厚
第三排——毛坯总长
第四排——夹具厚度+TRANS
夹具厚度虚拟,故取0,单击OK;

图2 工件坐标系设定
6、点击F6(Tool)->OK->横排F5(3Dview)->F6(Reset)->F1(Edit)
(二)、数控车床常用循环
1、轮廓车削循环
a、进入方法:F4(support)->F2(Turning车削)
【 F1(New contour新轮廓)
F4(Deep hole drilling深孔钻削)
F5(Thread螺纹)
F6(User应用循环)
F7(Recompile修改)】
->F2(Groove槽)-> F4(Stock removal轮廓车削)
【F3(Undercut过渡槽)
F4(Stock removal轮廓车削)】
b、各指令含义:
NPP 子程序,命名a
MID 切削深度,即一次切削厚度,一般不大于2mm;
FALZ 轴向余量,推荐值0.1mm
FALX 径向余量,其值为半径值,实际加工量为直径,推荐值0.5mm;
FAL 轮廓余量;
FF1 粗车进给速度,推荐值0.1mm;
FF2 粗车切入速度,推荐值0.05mm
FF3 精车进给速度;
VARI

DT 停留时间;
DAM 切削距离;
VRT 退刀距离。
单击OK->单击close->单击右上角New新建子程序SPF(单击左方图标或空格切换)->再单击上方命名上一个NPP名字(a)->单击OK;
编程:
GO3 X8 Z-4 CR=4
G01 X8 Z-10
G01 X12 Z-26
G01 X14 Z-26
G01 X16 Z-27
G01 X16 Z-59.5
G02 X21 Z-62 CR=2.5
G01 X22 Z-62
G01 X24 Z-63
G01 X24 Z-71
G01 X26 Z-71
M17
回到主程序MPF,编程:
TCP
T3 D1
G96 S90 M4 F0.07
->F4(横)
查看子程序:
关闭主程序MPF,点击F3(横排)->双击TCP
回到主程序MPF,编程:
T5 D1
G96 S55 M4 F0.1
2、切槽循环
a、进入方法:F4(support)->F2(Turning车削)->F2(Groove槽)
b、各指令含义:
SPD 起始点直径值,16;
SPL 起始点Z坐标,-46;
WIDG 槽底宽度,4;
DIAG 槽单边深度,2;
STA1 槽倾斜角度,0;
ANG1 槽的开始边角度,0;
ANG2 槽的终止边角度,0;
RCO1 槽起始边顶部倒角或倒圆,倒角值为负,倒圆值为正,-1;
RCO2 槽终止边顶部倒角或倒圆;
RCI1 槽起始边底部倒角或倒圆;
RCI2 槽终止边底部倒角或倒圆;
FAL1 底部余量,0.1mm;
FAL2 侧面余量,0.1mm;
IDEP 一次切入深度,2mm;
DTB 刀具切削到底部的停留时间;
VARI 共八种;
VRT 退刀距离。
单击OK,进行3D仿真
回到主程序MPF,编程:
T7 D1
G97 S450 M3
3、螺纹车削循环
a、进入方法:F4(support)->F5(Thread螺纹)->F3(Thread Cutting过渡槽)
b、各指令含义:
PIT 导程,1.5;
MPIT 标准螺纹公称直径;
SPL 起始点Z坐标,-26;
FPL 结束点Z坐标,-46;
DM1 起始点直径,16;
DM2 结束点直径,16;
APP 引入长度,2;
ROP 退刀长度,2;
TDEP 螺纹单边深度,0.92;
FAL 余量,综合加工0.1;
IANG 切入角度,30;
NSP 螺纹起始点角度,0;
NRC 粗车次数,4;
NID 精车次数,1;
VARI 切入距离规律,1;
NUMT 螺纹头数,1;
VRT 退刀距离,0。
单击OK,进行3D仿真
回到主程序MPF,编程:
T5 D1
G96 S55 M4 F0.1
G00 X25 Z-70
G01 X2
G00 X25
TCP
M30
进行3D仿真
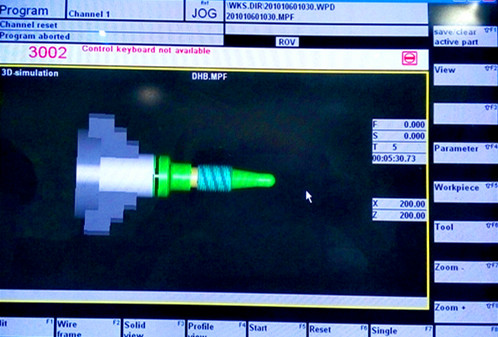
图3 最终仿真效果
第二篇:数控实习报告范文
数控实习报告范文
数控机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志,数控车床和数控铣床是数字程序控制车铣床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床,也是是一种通过数字信息,控制机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床的应用也越来越广泛,是一个企业综合实力的体现。
时光如流水,两周的时间转眼即逝,这次暑期实习给我的体会是:
1.通过这次实习我们了解了现代数控机床的生产方式和工艺过程。熟悉了一些材料的成形方法和主要机械加工方法及其所用主要设备的工作原理和典型结构、工夹量具的使用以及安全操作技术。了解了数控机床方面的知识和新工艺、新技术、新设备在机床生产上的应用。
2.在数控机床的生产装配以及调试上,具有初步的独立操作技能。
3.在了解、熟悉和掌握一定的数控机床的基础知识和操作技能过程中,培养、提高和加强了我的动手能力、创新意识和创新能力。
4.这次实习,让我们明白做事要认真小心细致,不得有半点马虎。同时也培养了我们坚强不屈的本质,不到最后一秒决不放弃的毅力!
5.培养和锻炼了劳动观点、质量和经济观念,强化遵守劳动纪律、遵守安全技术规则和爱护国家财产的自觉性,提高了我们的整体综合素质。
一、实习意义和目的:通过实习,使学生在学完数控技术等相关理论课程的同时,熟练操作数控机床,熟练数控机床的日常维护及常见的故障的判断和处理,进一步掌握数控程序的编程的方法,以便能够系统、完整的掌握数控技术,更快更好的适应机械专业的发展和需要。
二、实习内容与要求:1、 通过数控加工工艺规程的设计,使学生熟练掌握数控加工工艺要求及加工工艺的设计。
2、通过斯沃数控仿真软件,熟练数控机床的操作界面、刀具定义、编程坐标系的设定和对刀,能熟练编制车削和铣削的加工程序。
3、通过对数控车床的操作,提高一般轴类零件工艺分析及程序编制的能力,掌握数控车床的操作过程及常用测量工具的使用。
4、通过对数控铣削加工中心的操作,提高一般铣削类零件的工艺分析及程序编制能力,掌握加工中心的操作过程及常用测量工具的使用。
5、通过对数控车、铣试验台的实习,使学生掌握和了解数控原理知识,包括控制器原理,伺服驱动原理、反馈原理等;学会数控系统的维护及常见的故障排除。
三、实习设备、器件及工具:斯沃数控仿真软件、CAK3675数控车床5台,永进数控铣削加工中心一台,德西数控车,数控铣削试验台一台、游标卡尺等量具,装夹工具,直径50mm的PVC棒料,铝锭。
四、实习内容
1、数控车削实习
程序及零件图见后、附图。
加工工艺分析:
1)技术要求。
如图所示,通过调用子程序进行循环加工,毛皮棒料:Φ50×200 材料:08F低碳钢
每次背吃刀深度为2mm。
2)加工工艺的确定。
①装夹定位的确定:三爪卡盘夹紧定位,工件前端,面距卡爪端面距离40mm。 ②加工工艺路线的确定。
第一个程序:
工艺路线:锻→热处理→车右端面→粗车循环车外圆→精车循环车外圆
第二个程序:
工艺路线:锻→热处理→车右端面→粗车循环车外圆→精车循环车外圆→车退刀槽→切削循环车外螺纹
第三个程序:
工艺路线:锻→热处理→车右端面
→钻孔→粗车循环镗孔→精车循环镗孔
③加工刀具的确定:
第一个程序:
外圆端面车刀。(1和2程序 外圆刀具主角55,刀具材质为高速钢)。
第二个程序:外圆刀、割刀、螺纹刀。
第三个程序:钻刀、镗刀。
④切削用量:主轴转速600r/min,进给速度250mm/min。
2、数控机床电器实习
认识数控车、数控铣机床的结构、工件原理。
机床常见故障的诊断和排除。
在西门子数控操作系统上进行简单的编程和加工。
3、数控车床加工将程序输入数控车床进行实际加工。使我们熟练掌握了数控车床的操作。
实习报告总结:实习,就是把所学的理论知识,运用到客观实际中去,使自己所学的理论知识有用武之地。只学不实习,所学的就等于零,理论应该与实习相结合.另一方面,实习可为以后找工作打基础.通过这段时间的实习,学到一些在学校里学不到的东西。因为环境的不同,接触的人与事不同,从中所学的东西自然就不一样了。要学会从实习中学习,从学习中实习.而且在中国的经济飞速发展,又加入了世贸,国内外经济日趋变化,每天都不断有新的东西涌现,在拥有了越来越多的机会的同时,也有了更多的挑战,中国的经济越和外面接轨,对于人才的要求就会越来越高,我们不只要学好学校里所学到的知识,还要不断从生活中,实习中学其他知识,不断地从各方面武装自已,才能在竞争中突出自已,表现自已。为期一个月的实习结束了,短短的一个月让我对数控系统有了更全面的认识,对数控有了更深的了解,经过这次实习,我们熟练的掌握了数控程序的编程和数控加工的操作,收获颇多。
例如:① 通过这次实习我们了解了现代机械制造工业的生产方式和工艺过程。熟悉工程材料主要成形方法和主要机械加工方法及其所用主要设备的工作原理和典型结构、工夹量具的使用以及安全操作技术。了解机械制造工艺知识和新工艺、新技术、新设备在机械制造中的应用。
② 在工程材料主要成形加工方法和主要机械加工方法上,具有初步的独立操作技能。
③ 在了解、熟悉和掌握一定的工程基础知识和操作技能过程中,培养、提高和加强了我们的工程实习能力、创新意识和创新能力。
④ 这次实习,让我们明白做事要认真小心细致,不得有半点马虎。同时也培养了我们坚强不屈的本质,不到最后一秒决不放弃的毅力!
⑤培养和锻炼了劳动观点、质量和经济观念,强化遵守劳动纪律、遵守安全技术规则和爱护国家财产的自觉性,提高了我们的整体综合素质。
⑥ 在整个实习过程中,老师对我们的纪律要求非常严格,制订了学生实习守则,同时加强清理机床场地、遵守各工种的安全操作规程等要求,对学生的综合工程素质培养起到了较好的促进作用。
在实习过程中,老师耐心地给我们讲解数控软件上面每个指令的使用,在老师的指导下,我们很快就上手了,踏入了数控这个门槛,还适当地给我们布置些作业,我们也积极认真地对待,认真完成每一次老师布置下来的任务。在完成任务之余,我们还发挥自己的想象空间,自己尝试着车一些自己想要有图案零件,效果还不错。课本上学的知识都是最基本的知识,不管现实情况怎样变化,抓住了最基本的就可以以不变应万变。如今有不少学生实习时都觉得课堂上学的知识用不上,出现挫折感,可我觉得,要是没有书本知识作铺垫,又哪应付瞬息万变的社会呢?经过这次实习,虽然时间很短,可我学到的却是我一个学期在学校难以了解的。就比如何与同事们相处,相信人际关系是现今不少大学生刚踏出社会遇到的一大难题,于是在实习时我便有意观察前辈们是如何和同事以及上级相处的,而自己也尽量虚心求教。要搞好人际关系并不仅仅限于本部门 (发布时间:20xx-05-07)