《精密与特种加工技术》
实验指导书
福建工程学院机电及自动化工程系
2009 年 8 月
实验一 校内电火花加工设备的认识实验
—、实验要点
1、了解本学院机械及自动化工程系先进制造中心所拥有的各种电火花加工设备的组成及各部分的作用:
2、熟悉本中心各类电火花加工设备的主要技术规格:
3、观察各类电火花加工设备的工作过程,了解其工作原理;
4、熟悉各类电火花加工设备的主要功能,加工对象和工艺范围
二、实验目的
1、正确描述电火花加工设备的组成及各部分的作用
2、指出各类电火花加工设备的主要技术规格及用途。
三、实验设备
1、 SF系列电火花成形机床
2、 DK7740快走丝电火花线切割机床
3、 SCX-2快走丝电火花线切割机床
4、 ROBOFIL290P慢走丝电火花线切割机床
四、实验步骤与方法(以下指定的设备为本实验指导书所指定的,但每小组所指定的认识设备将根据上述所提供的实验设备而有所不同)
(一)、FOBOFIL290P电火花线切割机床的组成
1、FOBOFIL290P电火花线切割机床机床主要由机床本体、脉冲电源、数控系统、外围设备等四大部分组成。
机床本体是电火花线切割加工设备的主要组成部分之一,它包括床身、上、下机头、运丝机构、水箱、工作台、收丝柜等。
电火花线切割机床是利用火花放电对金属的电腐蚀作用来实现切割加工的。因而在加工过程中,必须在电极丝与工件之间施加具有一定能量的脉冲电压,以产生脉冲式的火花放电。所用的高频脉冲电源性能好坏,将直接影响加工稳定性、加工表面质量及切割速度。
FOBOFIL290P采用是晶体管电源由4块UPR和2块UPA组成。最大加工电流在20~30A之间。为适应各种加工要求需要,脉冲宽度、脉冲峰值电流以及脉冲间隔时间都可能调。
FOBOFIL290P的数控系统采用的是CHARMILLES TECHNOLOGY公司自己的数控系统。它由五大部分组成即CONTROL控制模块、POSITION控制模块、ERODE控制模块、WIRE CHANGE控制模块、DIELECTRIC控制模块组成。
外围设备有稳压电源、冷却系统等
2、简单说明操作面板及其它功能(现场说明)
3、开机模拟运行一个循环,说明其动作过程及工作原理(现场操作)
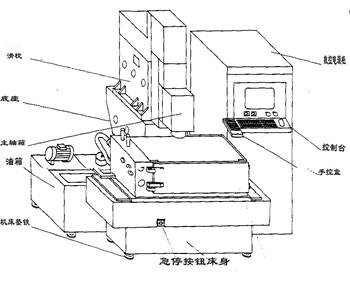
(二)、SF系列电火花成形机床
1、机床的组成及各部分用途
1)、数控系统;系统主板、系统电源、轴板、I\O接口板、储存板、;通讯接口、外部继电器电路。
2)伺服系统;伺服电源、主运动驱动电路及定位控制、x、Y、Z轴进给运动驱动电路反馈装置,主运动电机,X、Y、Z轴交流伺服电机.
3)机床本体:主轴及传动、立柱及平衡机构、床身、床鞍、工作台等.
4)润滑系统:
5)冷却系统:
2、简单说明操作面板及其它功能(现场说明)
3、开机模拟运行一个循环,说明其动作过程及工作原理(现场操作)
(三)、DK7740快走丝电火花线切割机床
1、机床的组成及各部分用途
1)、数控系统;系统主板、系统电源、轴板、I\O接口板、储存板、;通讯接口、外部继电器电路。
2)伺服系统;伺服电源、主运动驱动电路及定位控制、x、Y、Z轴进给运动驱动电路反馈装置,主运动电机,X、Y、Z轴交流伺服电机.
3)机床本体:主轴及传动、立柱及平衡机构、床身、床鞍、工作台等
4)润滑系统:
5)冷却系统:
2、简单说明操作面板及其它功能(现场说明)
3、开机模拟运行一个循环,说明其动作过程及工作原理(现场操作)
五、实验报告
1、绘制电火花加工设备外形图,说明其组成。
2、指出各类电火花加工设备的主要技术规格及用途。
实验二 电火花成形加工实验
一、实验目的
1、掌握SF系列电火花成形机床主要部件的结构及作用;
2、了解电火花成形机床的组成、工作原理及操作方法;
3、了解轴向放电间隙的控制方法;
4、了解电规准变化对加工质量及加工速度的影响;
5、了解不同电极材料的电火花加工工艺性。
二、实验设备及工具
SF型电火花成形机床一台.
工具电极(紫铜电极、钢电极)各一根
加工试件一块
游标卡尺和电火花配套工具一套
三、实验内容及步骤
首先由教师介绍电火花加工机床的主要构成,机床和控制柜上各旋钮及按键的功用。工件的装距离均为5mm(以工具电极端面刚与工件表面接触开始,)。观察它们的加工状况。
1、仔细观察SF系列电火花成形机床,掌握SF系列电火花成形机床的部件结构特点用用途。打开机床控制柜及数控系统:系统主板,轴控制板、功放电路、主运动控制线路、伺服电机控制电路、冷却系统电路,润滑系统电路等。
2、将试件和工具电极分别安装在工作台和主轴头(或平动头)上,按要求找正它们之间的位置关系。
3、起动介质循环系统,使介质液面高于加工面,达到规定高度(按机床说明书规定),然后开启脉冲电源,根据加工条件选择电规准,并调整好相应旋钮的档位,生成加工程序。用手动缓慢下移工具电极,使之进入加工区,待发现有火花出现时转入电极进给的自动控制,按下加工按钮,加工即可开始。
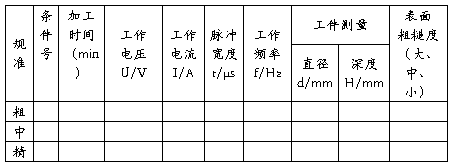
5、用一根钢电极,在粗、中、精三种不同电规准的加工条件下,分别在同一块试件上的三处进行电火花加工,主轴垂直进给距离为2mm,待加工完后,分别观察粗,中、精加工试件表面粗精度并测量其尺寸,记入表1中。
6、关闭机床,清理实验现场,整理实验记录,填写实验报告。
四、实验报告
表1 同一电极材料在不同电规准条件下的电火花加工性能测试记录
实验三 快走丝电火花线切割加工实验
一、实验目的
1、了解DK7740、SCX-2快走丝电火花线切割机床的结构、工作原理及操作方法;
2、掌握DK7740、SCX-2快走丝电火花线切割机床编程的基本方法;并在线切割机床上验证所编零件切割加工程序是否正确;
3、了解工件的装夹过程及找正方法;
4、了解DK7740、SCX-2快走丝电火花线切割加工工件的工艺性。
二、实验设备、工具及毛坯
DK7740、SCX-2快走丝电火花线切割机床
活扳手、游标卡尺各一杷
加工试件一块
三、实验内容及步骤
首先由教师介绍数控线切割机床的主要部件的结构及作用,机床各按键和旋扭的功用,工件的装夹方法以及加工的操作过程。然后在教师的指导下,学生按下列步骤进行实验,
1、了解DK7740、SCX-2快走丝电火花线切割机床,掌握DK7740、SCX-2快走丝电火花线切割机床的部件结构特点用用途。
1)SCX-2快走丝电火花线切割机床外观图及其各部分的名称
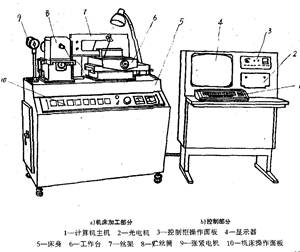
SCX-2数控电火花线切割机床分为两部分,一部分为机床加工部分,由工作台与伺服机构、走丝机构、冷却液循环系统、脉冲电源以及机床电器等组成;另一部分为数控操作部分.由计算机主机及其外部设备、机床的电源、数控驱动电路等组成。其脉冲电源、冷却液循环系统及机床电器部分安装在床身内部。机床加工部分操作面板如图1所示。
2)DK7740快走丝电火花线切割机床的特点:
DK7740快走丝电火花线切割机床外观图及其各部分的名称

工作台采用进口直线滚动导轨副、精密滚珠丝杠副可实现高灵敏性的传动精度。 大工作台面、封闭式防溅水槽。导轮采用静压轴承,延长使用期三倍,红宝石导丝装置,提高加工精度。 集中供油润滑系统,延长机床使用寿命。 锥度机构:精密平移式小锥度机构、摇摆式四连杆大锥度机构,四轴联动、上、下异型面。 高性能、大功率脉冲电源,实现大厚度加工,并可快速切割各类模具及有色金属、硬质合金、导电陶瓷、超硬材料。数控装置采用高品质PC机、彩显,双CPU结构,编程、控制分时完成,加工轨迹实时跟踪诊断,放电波形多方式显示。国际标准ISO代码与3B代码兼容及通讯。
线切割加工程序的编制
1)采用本机自带的编程软件完成相关的程序:由于该机床有自带的编程软件,只要求使用者具有一定的CAD知识和线切割工艺基础,可完成相关的程序的编制。具体的使用方法见相关软件的使用说明书。
2)手工编程:由使用者自己编写3B、4B或国际标准ISO代码(G代码)程序后,通过软盘或网络输入到该机床的数控系统内。(具体程序的编制在此不多作解释)
2、接通电源、给控制柜和机床供电;把工件放到机床工作台上,找正加工位置,并将其夹紧;装好电极丝(钼丝)。
3、将预先编好的工件线切割加工程序输入到机床的控制器中。(由于本先进实验室中有二台不同的线切割机床,故在实际实验中其输入方法有所不同,由现场教师现场示范)
4、根据加工工件的材料、结构特点及技术要求,预选一组电规准(工作电压、脉冲电流、脉冲宽度、脉冲频率等),并调好相应旋钮的位置。
5、起动走丝电动机,接通脉冲电源,找正钼丝起切点的位置,然后记下滑板进给(X、Y方向)手柄上刻度的初始值。
6、开动切削液泵,按下执行键,开始切割加工。加工时,要注意观察各项电参数是否正常,并通过相应的调整旋钮进行调节,使加工过程趋于稳定,但要防止调节量过大,以防造成断丝。
对于切割中途需要换丝或装丝时(当断丝或改变起切点位置时)不要用手动进给方式移动工作台,而应采用程序控制的机动快速进给来完成,以保持切割程序运行的连续性。
7、切割完毕,按操作要求关闭机床。
8、检测工件。
9、整理实验现场,
四、实骀报告
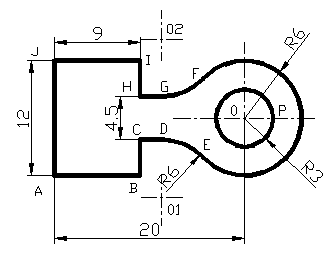
1、工件图
2、加工条件记录
工件材料: 钼丝直径:
单边放电间隙:
电规准:
工作电压: 工作电流:
脉冲宽度: 脉冲频率:
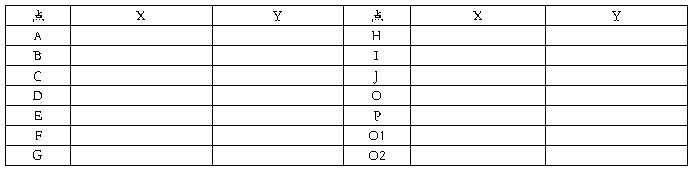
3、分析计算结点坐标
A、 计算补偿量,确定钼丝中心运动轨迹;
△R=
B、确定计算坐标系,并标注于零件图上
C、计算结点、圆心坐标值(按图中提供的英文字母顺序标注),并将各结点及圆心坐标值填入表1中
表1 结点、圆心计算坐标值
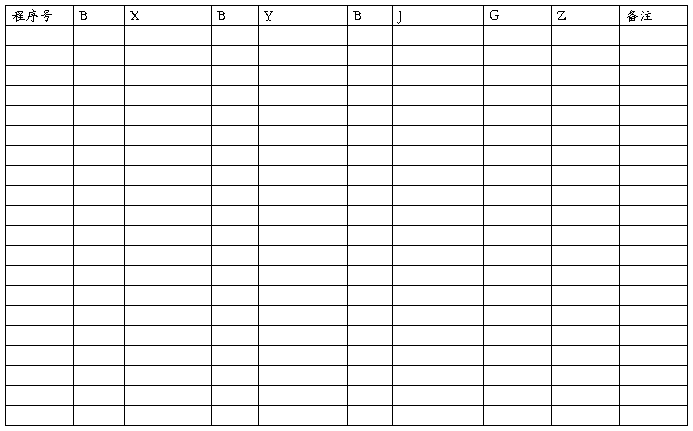
4、编写线切割加工程序,并填入表2
表2 线切割程序单
第二篇:精密加工与特种加工实验指导书149
精密加工与特种加工
实验指导书
李菊丽 伍文进 阮成光 编
徐州工程学院机电学院
机械制造及其自动化教研室
2014.9
实验一 数控电火花线切割加工
一、实验目的
1.理解电火花线切割加工的原理、特点及应用;
2.熟悉电火花线切割机床的结构组成及操作步骤,了解加工质量的控制方法;
3.掌握数控电火花线切割的编程方法。
二、实验设备及实验材料
1. 实验设备:电火花线切割机床DK7732
2.实验材料:45钢板,厚度2 mm,硬度HB230
三、实验内容
1.设计平面图形,编制线切割加工的3B程序;
2.进行机床调整操作,调试加工程序;
3.在线切割机床上加工工件,观察分析加工参数的改变对生产率、工件表面粗糙度和尺寸精度的影响。
四、实验步骤
1.实验课前设计好平面图形并编制加工程序,填好程序单;
2.熟悉机床设备,安装好工件,输入并调试程序,或在HL编程系统中绘图生成程序并进行模拟检查;
3. 选择加工参数:
空载电压U=100~120V
脉冲宽度ti 、脉冲间隔t0 、加工电流等选择见下表;
4. 测算切割速度vw (mm2/min)
vw =切割厚度×切割路程 / 切割时间
5.观察工件表面粗糙度。
五、电火花线切割机床加工规准的选择
表1 脉冲宽度ti的选择

表2 脉冲间隔比t0/ti的选择

表3 加工电流调节投入的功放管数n

六、电火花线切割机床DK7732的主要技术参数
1.机床整体参数
a.机床尺寸(长×宽×高) 1500×1050×1650mm
b.机床重量 1800kg
2.工作台
a.横向移动量(X向) 320mm
b.纵向移动量(Y向) 400mm
c.手轮每转工作台移动 4mm
d.手轮每格示数 0.01mm
e.脉冲当量 0.001mm
f.工作台承重 330kg
3.线架
a.横向移动量(X向) ±35mm
b.纵向移动量(Y向) ±35mm
c.最大切割锥度 30°
d.最大加工工件厚度 500mm
4.贮丝筒
a.贮丝筒滑板最大移动量 160mm
b.电极丝直径 0.13-0.18mm
c.电极丝运行速度 10m/s
d. 最大贮丝长度 230—320m
5.脉冲电源
a.脉冲宽度ti有8μs、16μs、32μs、64μs四种,可单独或叠加使用,最大脉冲宽度为120μs;
b.脉冲间隔比t0/ti有1、2、4、8四档,可单独或叠加设置,形成1~15倍的脉冲间隔;
c.高频加工电压有五档,以便选择相适应的加工电压;
d.功放管由6只开关分路控制,可单独或叠加设置,能灵活调节输出脉冲的峰值电流,保证在各种不同的工艺条件下选择所需要的平均加工电流。
6.工艺性能
a.适应切割500mm以下厚度各种金属材料;
b.最大切割效率>80mm2/min;
c.加工表面粗糙度Ra≤2.5μm。
7.HL线切割控制编程系统
它是采用数控技术,集编程、模拟、控制为一体的线切割控制编程系统。
七、HL控制系统使用说明
1. 开机前按设备润滑要求对机床有关部位注油润滑;
2. 恰当选择加工参数,按规定操作顺序操作,防止造成断丝等故障;
3. 正式加工工件之前,应确认工件位置安装正确,防止碰撞丝架和因超程撞坏丝杆,螺母等传动部件;
4. 加工前安放好防护罩,防止切割过程中工件爆裂伤人;
5. 禁止用湿手按开关或接触电器部分,防止工作液等导电物进入电器部分;
6. 停机时,应先停高频脉冲电源,后停工作液,让电极丝运行一段时间,并等贮丝筒反向后再停走丝,工作结束后,关掉总电源,擦净工作台及夹具,并润滑机床。
八、实验要求
实验课前要求学生认真阅读实验指导书,了解实验的目的要求和内容、实验所用的设备,设计好平面图形,编制加工程序,填好程序单;实验中要求学生积极动手,按步骤进行实验,记录实验情况及数据,实验后要求学生整理实验数据并完成实验报告。
九、实验报告提纲
1.实验目的
2.实验设备及实验材料
电火花线切割机床型号、结构组成,电极丝种类、直径,工作液名称,控制系统主要功能;实验材料牌号、硬度、厚度等。
3.实验原理
4.设计平面图形,标注尺寸,编制线切割加工的3B程序,列出程序单;
5.实验步骤
6.加工参数的选择
7.实验结果及分析
(1)分析电火花线切割加工的特点及应用;
(2)分析加工参数对切割效率的影响;
(3)分析影响加工精度和表面粗糙度的主要因素;
(4)分析加工过程中可能断丝的原因。
实验二 激光雕刻加工
一、实验目的
1.理解激光雕刻机的工作原理、结构组成及加工特点;
2.熟悉激光雕刻机的操作步骤及雕刻参数的设置;
3.了解激光雕刻效率和加工质量的控制方法。
二、实验设备及实验材料
1. 实验设备:速达SL1290激光雕刻机
2.实验材料:亚克力板,厚度3 mm;竹制品;木板;玻璃板等
三、实验内容
1. 熟悉激光雕刻机的结构组成、加工原理及特点;
2. 设计平面图形并标注尺寸(图形尺寸不大于300mm*300mm);
3. 选择合适的雕刻参数,分别在亚克力板、竹制品、木板、玻璃板等非金属材料上进行雕刻或切割加工;
四、实验步骤
1.将雕刻机系统连接好。
2.打开电脑,在电脑上编辑雕刻内容。
3.插上雕刻机电源,打开开关,此时液晶显示屏显示工作状态, 激光头回复到机械原点。
4.检查水泵是否工作正常,水管中是否有水流动,水管是否漏水,气泵是否正常运转。
5.确定激光头方位,使激光头处于雕刻起始位置,按定位键将其确认为雕刻原点。
6.在雕刻软件中设置速度、功率等雕刻或切割参数。
7.插上风机电源,打开风机,检查风机是否工作正常。
8.发送雕刻数据给雕刻机。
9.雕刻机自动开始并完成雕刻工作。
10.雕刻完毕,关掉电源,关掉风机。
11.清洁工作台面。
五、雕刻参数的设置
根据不同的加工材料,选择激光功率、雕刻深度、雕刻速度等参数。
推荐值:切割亚克力板,厚度3mm,功率90%,速度800;
雕刻亚克力板,功率20%,速度2000;
雕刻木板图案,切割功率7%,速度1000。
六、SL1290激光雕刻机的主要技术参数
1.雕刻面积
a.横向宽度 (X向) 1200mm
b.纵向长度 (Y向) 900mm
2.激光功率:100W
3.雕刻速度:1500mm/s
4.切割速度:200mm/s
5.最大切割厚度:亚克力板6mm
6.分辨率:<0.025mm
7.电源:AC220V± 10%,50HZ
8.定位精度:0.1mm
8.总功率:<1250W
9.工作温度:0-45℃
10.最小成型文字:中文雕刻1.5mm、切割3mm;英文雕刻0.8mm、切割2mm
11.指令格式:HPGL(支持Coreldraw,AutoCAD等流行软件直接输出)
12. 适用材料:亚克力、皮革、布料、木制品、水晶、纸张、瓷砖、塑料、橡胶、竹制品等。
七、实验要求
实验课前要求学生认真阅读实验指导书,了解实验的目的、要求和内容、实验所用的设备等;利用CorelDRAW软件设计出需要雕刻的图案;实验中要求学生分组操作设备,雕刻出设计的作品;实验后要求学生完成实验报告。
八、实验报告提纲
1.实验目的
2.实验设备及实验材料
激光雕刻机型号、结构组成,控制系统主要功能;实验材料、厚度等。
3.实验原理
4.设计平面图形并标注尺寸
5.实验步骤
6.雕刻参数的选择
7.实验结果及分析
(1)分析激光雕刻机的工作原理、结构组成及加工特点;
(2)分析雕刻参数对加工效率的影响;
(3)分析影响加工质量的主要因素。