西南科技大学
学生实验报告
实验课程名称 特种加工
开课实验室
学 院 专业 班级
学生姓名 学号
开课时间 2014 至 2015 学年第 1 学期

制造科学与工程学院制
《线切割加工平台认知与操作实验》实验报告
开课实验室: 2014 年 11 月15日
第二篇:数控铣床加工实验报告
实验一 数控铣床加工实验
(一) 实验目的
1、了解数控铣床组成及其工作原理。
2、了解零件数控加工的手工编程和自动编程方法。
3、掌握用数控铣床加工零件的工艺过程。
(二)实验内容及安排
1)实验前仔细阅读本实验指示书的内容。
2)教师讲解数控铣床的组成及其工作原理,演示数控铣床操作过程。
3)学生进行程序传输和机床操作,完成零件加工。
(三)实验设备
1)数控铣床。
2)由10台计算机组成的局域网。
3)与机床通讯用计算机5台。
(四)数控铣床的组成
数控铣床的基本组成见图1,它由床身、立柱、主轴箱、工作台、滑鞍、滚珠丝
杠、伺服电机、伺服装置、数控系统等组成。
床身用于支撑和连接机床各部件。主轴箱用于安装主轴。主轴下端的锥孔用于安装铣刀。当主轴箱内的主轴电机驱动主轴旋转时,铣刀能够切削工件。主轴箱还可沿立柱上的导轨在Z向移动,使刀具上升或下降。工作台用于安装工件或夹具。工作台可沿滑鞍上的导轨在X向移动,滑鞍可沿床身上的导轨在Y向移动,从而实现工件在X和Y向的移动。无论是X、Y向,还是Z向的移动都是靠伺服电机驱动滚珠丝杠来实现。伺服装置用于驱动伺服电机。控制器用于输入零件加工程序和控制机床工作状态。控制电源用于向伺服装置和控制器供电。
(五)数控铣床加工说明
1.机床手动操作及手轮操作
(1)手动:选择手动功能键(FANUC系统为功能旋钮“手动”档)(见附图),
然后按动方向按键+X +Y +Z –X –Y –Z,使机床刀具相对于工作台向坐标轴某一
个方向运动。
(2)手轮:选择手轮(单步)功能键(FANUC系统为功能旋钮“手轮”档)(见
附图),然后选择运动方向,KND系统为X Y Z方向按键,FANUC系统为方向旋钮。
2.回零操作
(1)零前准备:用手轮方式将工作台,尤其是刀轴移动至中间部位。(Z向行
程较小,只有100mm,多加注意)
(2)零操作:选择回零按键,(FANUC系统为功能旋钮指向回零)。点动+X+Y+Z
按键(FANUC系统为按住+X +Y +Z按键),等待系统自动回零。
3.程序传输
FANUC系统:
①功能旋钮指向“编辑”功能,点击“PROG”按键;
②依次选择屏幕下方“操作”、“READ”、“EXEC”软键,等待程序输入;
③计算机传输系统启动,设置好参数,加载所需程序,点击“传输”即可。
4.G54设置
(1)手轮对刀方法,找到并计算出工件上所需坐标点位置;
(2)设置G54:
FANUC系统:
a.功能旋钮指向“编辑”功能,点击“OFFSET”按键;
b.选择屏幕下方“坐标”软键,用箭头键将光标位置放置在G54处;
c.输入相应坐标值即可。
5.程序加工
选择循环启动键。
注意:加工时不要离开机床!启动前找到急停按钮的位置!
(六)数控铣实习任务书
20 ~20 学年 第 学期 第 周
班级 姓名
实习设备—机床: 夹具: 刀具: 毛坯:
实习目的:通过在数控中心实训,学生能熟练掌握数控机床的面板操作、零件程序的编写和零件加工工艺的分析,熟悉操作要领,熟练操作过程,为学生以后的工作打好基础。
数控铣任务书:
1、学会数控机床的操作(手动操作机床、程序的输入、调试程序、对刀、自动运行程序);
2、学会零件加工的工艺分析;
3、把所学的理论知识应用到实际当中去;
4、结合以上任务加工如图所示零件。
附零件图(注射模镶块)
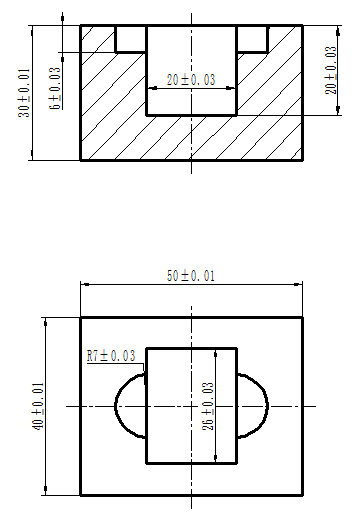
要求:加工内腔,周边留0.6mm电加工余量。
报告要求:1、本工序工序图
2、工艺方法选择
3、本工序加工工艺过程
4、本工序数控加工程序单