��ͨ����רҵ����ͼ��������乤�̷���
�����������ʶʵϰ����
ʵϰĿ����ͨ����ζԸ���������ʶʵϰ��ʹ���ǶԸ�����ҵ�����Ĺ������̡�������ϵ���������֡�������ҵ�ij�����ɺ���ͼ���á���·��·��վ�������������������·���������䡢��е�����估װж�豸�ȣ��бȽ�ȫ��ĸ�����ʶ��������ͼ���רҵ���漰�ķ�Χ����Ҫ�����������˽⣬�Ա�Ϊ�Ժ�γ̵�ѧϰ���»�����
ʵϰ������20##��8��21��-20##��8��27��
ʵϰ�ص����人���������ţ�����˾
ʵϰ�������ģ�
���������ʶʵϰ�Ӱ��¶�ʮ���ſ�ʼ���Ⱥ�ι���ͷ�����䲿����¯�������ս᳧�����ֳ��������������ֳ�����ι�����ֲ���ݡ�
1. ��ָſ�
��������й������Ժ��˽��ĵ�һ���ش�����������ҵ����1955�꿪ʼ������1958��9��13�ս���Ͷ��������50����ķ�չ�����ӵ�дӿ�ɽ�ɾ�������������������ʩ��һ�����Ƚ��ĸ������������豸�����ҹ���Ҫ�����ʰ���������أ��������Ƭ������������ܹ��̽ṹ�ֵ���Ҫ�������ء���������֡����֡�����ʵʩ�������������ѳ�Ϊ������ģ��5000��ֵ��ش�����ҵ���š�
������й�������ҵ������3λ�������������ҵ������16λ��
2. ��ȫ����
��ֵ������ں��ǡ��������ȣ���ȫ��һ��������ÿ��һ������ָ�����ǵĹ���ʦ��ǿ���ĵ�һ���¾��ǰ�ȫ���⡣Ҫ�����DZ�����ð�ȫñ�����ù�������һ���ж���ָ�ӣ������ද���ٶ��֡�
ͬʱ��ѧУҲ�����ǵİ�ȫ��������������ܸߵ�Ҫ��Ҫ�����DZ�������ʵϰ���ɣ�����ʵϰ��λ���йع����ƶȣ�������ṫ�ºͽ�ͨ���������ҲƲ���ע��������ȫ�������ֳ��Ĺ�����Ա��ά��ѧУ���������ʿ��������ˡ���Ѱ�����¡���ܶ�Ź������ʵϰʱ�������뿪ʵϰ�ص㣬�����ɽ��ˮ�ȣ�ʵϰ�������谴ʱ��У��
3. ��ҵ��
��ֹ�ҵ������ֵ�һ���ֹ�˾������ֵ������������������������רҵ�ۿڡ��е������ԭ�ϵĽ��ա����桢�к͡����ȡ����ͺֲ�ˮ���ⷢ�����Ρ������ԭ�ϡ������Ľ����ڸۿںʹ���ԭ�ϳ�������֡�һ�����������������У����ǡ���ͷ�������ǡ���β���� ��Ͻ��ҵ�ۡ����ݸۡ����߸۵ȡ�
ȫ��ӵ��9����ͷ�������ϳ������а���ˮ���ϳ���½���ϳ��ͻ����ϳ���
1����ͷ
��ֹ�ҵ����9����ͷ������1��7����ͷ����ԭ�����ͣ�8��9����ͷ����ֲ��ⷢ����ͷж��װ������ʽץ��ж�ϻ���ʽж�ϻ����֡�
2��ˮ���ϳ�
ԭ�Ͼ���ˮ�˱��˵���ͷ����ж�غѷ���ˮ���ϳ���һ��ӹ�������ԭ�϶��Dz�����ּ��Ĵ������ˣ��ڽ���������ͷ��תΪǧ�ּ��������͵���ֹ�ҵ�ۡ�
ԭ�Ͼ�ˮ�˴��͵���������Ϊ��
 ����
����


 �ؿ�Ĵ��� ����˾�ۿ� ��ж
�ؿ�Ĵ��� ����˾�ۿ� ��ж
����
3��½���ϳ��ͻ����ϳ�
½���ϳ���Ҫ�ѷž���·�����ԭ�ϣ�ԭ�ϵ�����ɶ�ȡ�ϻ��Ѵ棬��Ƥ�������䡣
�����ϳ��Ƕ����Բ�ͬ���صIJ�ͬƷζ�Ŀ�ʯ���л�ϣ�ʹ�Ŀ�ʯ�ĺ������ﵽ����Ҫ��ԭ���ɶ��ϳ���Ƥ�����䵽�����ϳ���ͨ�����ϲۺ�Բ�̻��ϻ���Ͼ��ȡ�
ԭ�ϻ��ȵ���������Ϊ��
 ˮ���ϳ�
ˮ���ϳ�


 ��ȡ�ϻ� Ƥ������ ���ϲ�
��ȡ�ϻ� Ƥ������ ���ϲ�
½���ϳ�


 Ƥ������� ���ȶ�ȡ�� Ƥ������ �ս᳧
Ƥ������� ���ȶ�ȡ�� Ƥ������ �ս᳧
4. �ս᳧
�ս᳧��1959��8��29��Ͷ��������4̨75ƽ���ס������Ⱥ�Ը������˽�������������䣬������һ��Ϊ�������䡣�˽���1�ա�4�ա�5�յ���Ч�ս����Ϊ450ƽ���ף�2�յ���Ч�ս����Ϊ280ƽ���ף�3�յ���Ч�ս����Ϊ360ƽ���ס�
�ս���ǽ��ۿ�ȼ�Ϻ��ۼ���һ��������ϣ���������ȼ��ȼ�ղ���������ʹԭ�Ͼֲ�����Һ������ò����������壬ʹɢ�Ͽ�����ɿ�״�ս��
����Ϻõ�ԭ�Ͼ������������ȵ������ս���ϣ�Ȼ����ú���������������е�𡣵��֮�������ɳ���������ճ������ս������ս��̨���ϴӵ��ʼ��̨�����е���βʱ���ս����ճ��ˡ�
�ս��Ҫ�������顢ɸ�ֲ��ܱ�������¯�������ս�����в����Ļҳ���ɸ�ֺ�ʣ��Ļҳ����������սᡣ�ս������β��Ҫ�������������������
5. ������
��ֽ�����������ұ��̿������ú����רҵ���ҡ���Ҫ������̿������ú������н��ˮͿ���ֱ������͵Ȼ�����Ʒ��
�����������̰�����ú�������ͻ�ѧ���յȲ��֡���������������ͼ(6��1)��ʾ��
 ��ѧ���ա�������Ʒ
��ѧ���ա�������Ʒ

 ��ú����ú������ ��úú��
��ú����ú������ ��úú��
 ұ��
ұ��

 ɸ��¥ С�齹
ɸ��¥ С�齹
�۽�
ͼ6��1 ������������
��¯��������������Ҫ�豸�����������ɸ�խ�����ε�̼���Ҽ�̼���������ȼ���Һ������²�����������ɡ����3�Ž�¯��140��̼���ҡ��ƽ���λ�ڽ�¯���࣬����װú���ƽú�ͽ����õĽ�̿��̼���ҵĻ����Ƶ�Ϩ�����ϡ�������λ�ڽ��࣬��������¯�ţ������ܽ�̿ͬʱ���䵼��Ϩ������
Ϩ����Ϊ��Ϩ����ˮϨ����λ�ڽ�¯���ˣ�����á������������������У���Ҫ�Ը�Ϩ��Ϊ����
�����ĸ���Ʒ�϶࣬��¯ú������ֵ�ϸߣ���һ�ֱȽ������ȼ�ϣ���Ҫ������ȼ�ϡ�����Ʒ��Ҫͨ���ܵ����䣬���丱��Ʒ�Ĺܵ�λ�ڽ�¯�Ļ��ಿ�֡�
6. ������
�˴�ʵϰ��Ҫ�ι�����ֵ�8�Ÿ�¯��8�Ÿ�¯����Ч�ݻ�Ϊ3800�����ף��Ǽ����5��6��7�Ÿ�¯֮���½�����һ���ִ�������¯��8�Ÿ�¯��20##��8��1�յ��Ͷ�����ղ�����10000�����ҡ�
8�Ÿ�¯������4�������ڣ���8��СʱΪһ���㣬һ��������Σ�һ��Ϊ900��1000�֡���ˮ�ɳ����ڷų�������ˮ���������ֳ����֡���ˮ���������ˮ��Ϊ320�֡���ˮֱ�������������������ͼ7��2����
��¯��һ����ֱ��Բ��¯�ӣ���һ�����������������豸�����������γߴ粻ͬ��������֣���¯����¯����¯����¯����¯�ס���¯��������¯����¯�����롣
¯�������ϲ���ԲͲ���֡��������ǵ���¯�����ϣ�����ú���ֲ������٣�����¯����������
¯������¯�����������������Բ̨��ú����¯�ϵ��Ƚ����Ϳ�ʯ�ı���ԭ�������ڴ���ɡ�
¯������¯��������С�ĵ�Բ̨������ԭ�ϱ���ԭ��Һ�壬����¯�����������С��
¯������ֱ������ԲͲ�Σ����������ǻ����ɡ�
¯�ף���¯�������ֱͲ���֣���¯���ϲ����з�ڣ���ڵ������г����ڣ��������dz����ڡ�
��¯�����豸��������ϵͳ���ͷ�ϵͳ��ú������ϵͳ����������ϵͳ���紵ϵͳ�ȡ���¯������ͨ��б�ž�������ϳ�������¯����ͼ8��2�����ͷ�ϵͳ�����ķ�����ȷ�¯���ȷ��ܹܡ�Χ�ܵȡ�
��¯ұ������Ҫ��Ʒ������������ұ���������пɵõ���¯ú����¯������¯���ȸ���Ʒ����9��1����

��9��1 ��¯����Ʒ
7. ���ֲ�
��������ĸ����ֳ�����Ҫ���������Ͱ��������������ͳ������ͳ������Ͳġ��ֹ졢���ĺ��߲ġ��������������Ͱ�������������������к�塣
��������ת¯���ֵ���������Ϊ��

 ������װ�� ���� �����ͳ���
������װ�� ���� �����ͳ���
�����ܳ����ֳ�ת¯�����¯�����������¯�׳����ߺ����˳��ķ�����Ϊ�˱����������������ţ�����������˳���
��Һ�¶ȴﵽ���־���涨ʱ�Ϳɳ��֣���ˮ�ɸ�ˮ�������������ˮ���ܿ磬��ˮ�����м����ˮ����ע��ᾧ������ˮ�ڽᾧ����Ѹ����ȴ���̳�һ�����ǡ����������û�е�����ã������ӽᾧ���¿����������ﵽ������ȴ�й���ʱ����ˮװ���������ˮʹ�������̡�
8. ���ֳ�
�����������Ҫ�豸�м���¯�����������������������������������������м�����Բ�̡��������������̨����ȴװ�õȡ�
��������������ĸ�����Ʒ��Ҫ����������������֡������ع���к�塣
 ���ֵ��������̿ɱ���Ϊ���ֶ� �ֶ�Ԥ�� ����
���ֵ��������̿ɱ���Ϊ���ֶ� �ֶ�Ԥ�� ����



 �������� ���� ��Ʒ�������������
�������� ���� ��Ʒ�������������
�ֲ�
�ֶ������ڳ����º�Ӳ�����ӹ���һ�㽫����ȵ�1150~1200���϶ȵ��¶Ƚ������ơ��ֵĸֲIJ����������ɣ����ڸ����¸ֱ�������ܶ�������Ƥ��ʹ�����ı���ֲڣ��ߴ粨����
���������ֳ������Ҫ�豸�������������������綯��������װ�õ��豸��
1����������
�������������ֻ�����Ҫ��ɲ��֣������ɻ�������������С���������װ�á�����װ�á���ȫװ�á�ƽ��װ�õȲ�����ɡ�
2���綯��
�綯�����϶�����ת����ԭ������һ����������ת��������ٵ����������ý����磻��Ҫ���١���ת������������ֱ���綯����
3������װ��
����װ����Ҫ���������ᡢ�м����ס����ֻ��ܡ������������ֵȲ��֡�
�ֶ�������·���䣬�˸����ڳ�������ͷ���ľ���¯�䡣���ֳ����ڲ�������Ҫ��������������������ͻ��������Լ�������е���䷽ʽ��ɡ������������ĸ������ع������������ֿ⣬������ߴ硢���ࡢ�ֺŶѳɶ⡣�����زֿ����ƶ���װ����ͨ����ʽ�������еġ�
9. �ĵ����
ͨ���̶��������ʶʵϰ�����˽��˽��������ѧרҵ���漰����һЩ������Ϊ�ҽ����ľ�ҵָ���˷���ҲΪ�ҽ������Ŭ��ѧϰרҵ֪ʶ�춨���������������ġ�
��Ȼֻ�ж̶�����ʱ�䣬��������Լ����͵�����˸��������˵�Ӱ������ô���棬��ô�������˹������棬������ʵ��̤ʵ��Ϊ���л�����ĸ�����ҵ���������Լ��ĸ�λ���������ڽ����Ĺ�����Ҫ���͡�̤ʵ��
10. ���㽨��
���������ʶʵϰʹ��ѧ���ö࣬ͬʱ��ʵϰ�ڼ�Ҳ���ĺ���죬����ѧϰ����˫���գ��������м��㽨����Ҫ�������ϣ�������Ժ��ʵϰ�����ĸ���
1������ʵϰ��������Ҫ̫�̫࣬���Ӱ����ʵϰ�ڼ������Ч����
2��������ÿ���ڽ���ǰ������ʦ����Ĺ���ָ��ʦ����֯��ҿ�һ�ζ�ý����ʾ��Ƶ��������������ͬѧ�Ǹ��õ���ʶ���˽⡣
3�����һ�㣬�Ǹ�ʵϰ��ͬѧ�ǵĽ��飬��Щͬѧ��һ������ǽһ���ѽ���Ĺ���ʦ����Χ������������һ�������������������������ɵվ���ڵȡ������Ժ�ͬѧ���Ծ����ų�һ��������ʦ���Ľ��⡣
�ڶ�ƪ�����ʵϰ���淶�ġ�������
��ʶʵϰ����
1��ʵϰĿ��
����ʵϰ�Dz��ϳ�������ƹ���רҵ��Ҫ�Ľ�ѧ���ڣ���רҵ�ν�ѧ��һ����ɲ��֣�ʱ�䰲����ѧ��ѧ������μ�����רҵ��֮��Ŀ�������¼��㣺
���� ����ѧ�ġ����ϳ������ۡ���������ѧ��������е��ƻ�������רҵ������֪ʶ������ʵϰʵ�����ϣ���һ�����������֪ʶ�����⡣
���� �˽����֡����졢���������������̣�ԭ�ϼ���Ʒ�������豸����Ҫ��������ָ�꣬��ò��ϳ����ա��豸����֪ʶ��Ϊ��һ������ѧϰרҵ֪ʶ��û�����
���� ����ѧ�������о����Ѽ��������ϣ���������ͽ�������������
���� ѧϰ���̼�����Ա����ʦ���ڳ���ʵ���л��۵ķḻ֪ʶ��ѧϰ����Ϊ�������Ļ�����ľ����ʵ�����ǵĹ������硣
����ʵϰҪ��
Ϊ��˳�����ָ����涨��ѧϰ���ݣ�ѧ��Ӧ��������
���� ��������ֳɵ��飬��ʵ�������ֳ�������ϣ���ȡ������֧�֣������̼�����Ա����ʦ��ѧϰ��
���� ��ʱ�������ʵϰ���棬ʵϰ�ɼ���ָ����ʦѧ��ʵϰ̬�ȣ�ʵϰ��������������
���� ������ȡ������ȫ���棬���ؽ�ͨ�������Ͷ����ɣ��Ϸ���ȫ�¹ʵķ�����
����ʵϰ����
3��1 ��ֹɷ�����˾������
3.1.1.1������������
��ֹɷ�����˾���������������ִ�������¯�����ҹ���������Ҫ��������֮һ�� ������1958��9��13�ս���Ͷ��������47��Ľ��衢����ͷ�չ����������ģ�ﵽ1000��֡�
���������о���������װ�����Ƚ��ļ������ƣ�1958��9��13��������һ¯��ˮ�������ۼ���������16648��֡�
40��������������������ѧ�����ͼ������������ϼӴ���Ͷ�롣��������1991��10����Ÿ�¯����Ͷ��Ϊ��־�����������ԿƼ�����Ϊ����������ٷ�չʱ�ڣ�����֡����ʡ��ͺġ��߲������١����¡��ĸ�¯�����������룬����������������ֲ����������֮·��������¯������ˮ�ܱ�ѭ����INBA¯������ϵͳ����¯ר��ϵͳ��һ���������Ƚ����������չ㷺Ӧ���ڸ�¯����֮�С�20##��7��16�գ����Ÿ�¯Ͷ����ʹ����������ü���ָ���������죬���ȡ�ú�ȡ����¡������ܺġ���¯����ϵ����ȫԱ�Ͷ������ʾ��ӹ���ͬ��ҵǰé��
3.1.1��2ԭ����
����ʯ����̿��ʯ��ʯ������
1��������ʯ����̿��ʯ��ʯ��һ�����������¯�ϣ���¯�����Ͽڷ�������¯�ڣ�ͬʱ��Ԥ�ȹ��Ŀ�����¯���ײ��Ľ���ڹ���¯�ڡ�
2����Ϊ�ȵ���������������¯���������䣬������¯���ܹ���ֽӴ���ʹ��Ӧ����˳�����У�ͬʱ����ʹ¯����Ԥ�ȣ�ʹ���ܵ��Գ�����á��ڽ���ڸ�������̿���ȿ���ȼ�����ɶ�����̼�����ų��������ȡ�
3��������̼���������������ȵĽ�̿��Ӧ������һ����̼��
4��һ����̼��������������¯������װ�벢���½�������ʯ�Ӵ�����¯���в����������������ﱻһ����̼��ԭ������
5����ұ�������У���������ʯ����̡��衢����Ԫ��Ҳ�ᱻ̼��һ����̼�����ǵĻ������л�ԭ������������̼���̡��衢�����ڸ������ۺ��������Ϊ�������������۵㣨1100-1200���϶ȣ��ȴ������۵㣨1535���϶ȣ��͵öࡣ
6������ʯ����������������⣬���������ۻ�����ʯ������������dz�ȥ���ͻ�Ӱ��������ұ���������ʯ��ʯ����Ϊ�ܼ���������ȥ��ʯ�ġ���Ϊʯ��ʯ�ڸ����·ֽ���������ƣ��ܸ���ʯ��Ķ���������Ӧ�������۵�ϵ͵Ĺ���ƣ��ӿ�ʯ��������
3.1 ��ֹɷ�����˾���ͳ�
3.2.1 ��ִ��ͳ����
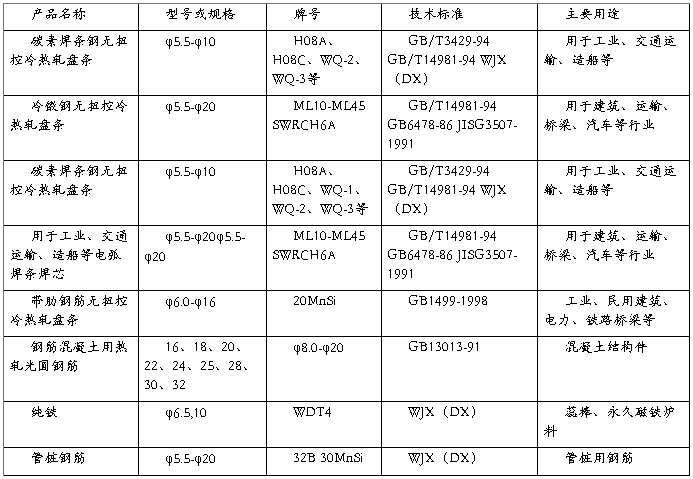
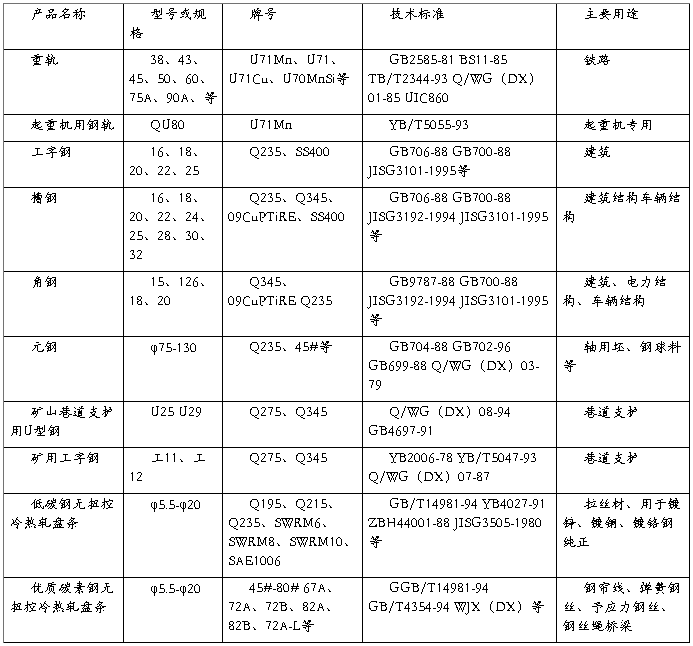
��ֹɷ�����˾�������ֳ�����ʮ����ҹ�������ơ�����ͽ���ĵ�һ���������ֳ�������Ҫ��Ʒ�п��ù��ָ֡����ָ֡��۸֡��Ǹ֡�U�֡���֡����֡��ع졢���֡�Բ�ֵȣ��㷺����ú��֧�ܡ���ͨ���䡢��е���졢ʯ�ͻ����������豸���촬����������ȸ���ҵ����Ʒ����ȫ����ʡ���С�������(����̨��)�������ڶ����Ǻͷ��ޡ�
�ó��������ѶԼ���¯��860������760�������Ⱦ������ֱ�������ֳ����ṹ�����˸��¸��졣
����1996��Ͷ�������߲������ߣ��������߷�ΪA��B�����ߡ�����Ҫ�豸�У�һ������˫�Ų��ϲ���ʽ����¯����Ԥ������ʼ���ߣ�������30��������˫�߹���44������������˹̫��Ħ�����ߡ���ȫ���Զ�������ϵͳ��������������ϵͳ��϶��ɵĶ�����������ƹ���ϵͳ���磬���ܱ�֤��ȷ���ƴ�ԭ��Ͷ�뵽��Ʒ����������ȫ�����⣬ͬʱ���������������������ĸ��ֱ�����ʵ��������ϣ����ҿ��ƣ����������������߲�������ʹ�õĸ�������Ϊ200X200mm������Ϊ6m��Ϊ�����״������������������������Ƶ�̼�֡���̼�֡���̼�֡��ͺϽ�֡����ɸ֡�������и֡������֡�����ֵȲ�ͬ���֣�����ֱ��Ϊ5.5mm-20mm�Ĺ����߲ĺ�ֱ��Ϊ6��0mm-16mm�����Ƹ��߲ģ���Ʒ����1.800�֡�
�����߲������ߣ��������������70��֣����и��١��߲������ʡ��߹��ܼ�ȫ�Զ������ص㣬�����ռ�������Ҫ�豸�ֱ�ӵ¹�SMS��˾������GE��˾�����SUND��˾�������������ٶ���߿ɴ�120m��s��
3.2.2��Ҫ�IJ�Ʒ
����������.2.��.�������߲�Ʒ
��.1.��.�����ֲ�Ʒ
��.3������峧
3.3.1������峧��飺
�ֹɷ�����˾���峧���ҹ��������к���������ң���1966��Ͷ����������Ϊ�ҹ��к��ľ�Ʒ���أ��ǹ���ͬ��ҵƷ����ࡢ�������ȫ�ij��ң��Ⱥ�Ϊ�ҹ�����Ԯ����Ŀ����̹����·�Լ�������·�ӽ����š��������Ĺ������ó������š����ߺ��������š��Ͼ��������š��人��ɳ�������š�������ٹ�·��ɽ�������š����쳤�ٳ������š����������������š�������Ŀ����Ͽ���̡��ҹ���һ����������ɴ����ҹ���һ��������·����ר�ߡ������������·����ר�߹��̡�����20##����˻������̡������Ҵ��Ժ�������������ġ������йش�������ġ����������������������ʻ����������̡�����ͼ����Լ�����ʯ��ս�Դ������̡����ൺ�Ƶ�ʯ����ת����ش��ṩ�˴��������ʸֲġ��������̨��ַ���������ø�Ҳ����Ͷ��������
��Ҫ��Ʒ�У��촬�ýṹ�ְ塢�����øְ塢��¯�øְ塢ѹ�������øְ塢����̼�ؽṹ�ְ塢��̼ͨ�ؽṹ�ְ塢�ͺϽ��ǿ�Ƚṹ�ְ塢���̻�е�øְ塢�ͻ��ͺ�߲㽨���øְ塢������;�ְ�ȡ�
3.3.2������峧��Ʒ����ҪƷ�ֹ��
��ƷƷ�֣�
�촬�塢�����塢��¯�塢ѹ�������塢��̼ͨ�ؽṹ�ְ塢����̼�ؽṹ�ְ塢�ͺϽ�̼�ؽṹ�ְ塢�����øְ塣
��Ʒ���
ԭ�ϣ�������
ԭ�ϳߴ磨��*��*��������ȣ�210 230 250
���ȣ�1050 1300 1550
3.3.3���峧����Ҫ�豸��
����ʽ���Ӽ���¯����
2800����һ��
11����ֱ��һ����7����ֱ��һ��
Բ�̼�2̨�����2̨
����ʽ�ȴ���¯һ��
3.3.4�����������̣�
��1��ԭ������
�����������ߴ磺���210mm��230mm��250mm��
��������������������1050mm��1300mm��1550mm��
��������������������1500~2500mm;
�� �����������������������������ɰ����������е�ӹ���
��2�����ȣ� �������㹩������ʽ����¯���˽��˳���ȼ�ջ��ú�����Ƹ�ʽ��4��
��Ҫ�������ܣ�
¯��ߴ磺��Ч����6.15m����Ч����30.275m����Ч¯�����187�O;
�����ߴ����4
�����ߴ��
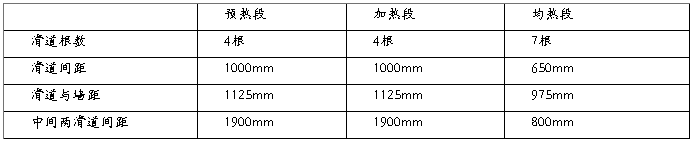
¯����;�����Ȱ�����
¯�Ӳ����ƶȣ�������ҵ��
����װ¯�¶ȣ���װ����װ��
���������¶ȣ�1150~1250�棻
¯����������¶ȣ�1350�棻
¯�ӹ��Ƽ���������108t/h;
¯��ǿ�ȣ�650kg/�O.h;
���ú���ķ���ֵ��6691~9200kj/�O
�Ⱥıȣ�2300~2509kj/kg
¯��ǰú��ѹ����9800~19600pa
���ú����������3000m3/h
����Ԥ���¶ȣ�400~550��;
������������ʽ��������������
�����������28�O/s
�̴����������490~588pa
������������¶ȣ�500~550��
¯����ȴ��ʽ��1�ź�2��¯ˮ�䣬ѹ��0.2~0.4pa
3��¯������ȴ������ѹ��0.6~0.9pa
�Ƹֻ����������120*2t������г�2700mm�������ɹ����ٶ�78mm/s;
����ȱ�ݼ����ֹ���ֵĹ��գ�Ӧ��������¶ȹ������ڸ��³�ʱ��ͣ���������������ϣ�Ӧ�跨����¯���¶Ȳ����ٽ���¯�ڿ��������ֵ���̼���ܿ�����̼���¶ȷ�Χ������¯���������գ�ʹ�����ٶȴ�͡�
��3�����ۣ�
��ѹˮǿ�ҳ�����ó�ȥ���������һ��������Ƥ���ھ���ǰ���ø�ѹˮȥ������������Ƥ�Ĺ��̡�
���峧�ĸ�ѹˮ���۹���3�����ֱ�λ�ڳ�¯����������������������Ĺ��������������ѹˮ��ѹ��Ϊ15~20MPa������ѹ��16~18MPa ��������̼��Ϊ120MPa���Ͻ��Ϊ17~20MPa��ˮ��Ƕ�17~20°����������600mm��
��4��������
��Ҫ��������չ��������ij�Ʒ�Ŀ��Ⱥͽ��д������������Լ��Ըְ���ߴ������豸�д������������������ȡ�
�����������豸�������ܣ�
�ϲ� ��1000~900mm���²���950~850mm
�������ȣ�600mm�� �����߶ȣ�200mm
�������� 3t������ 60CrNi
���俪�ڶ� ���2800mm����С650mm
�����������N=800kw��n=50~100~150~300r/min
�������ٶȣ�1.21~3.0m/s
�������ѹ����3000kN
ƽ��Һѹ����ѹ����8MPa
��ѹ�����ٶȣ�20~200mm/s�� ����ѹ�� 50mm�� ��ѹ��� N=180~270kw
n=500~750~1000r/min
�����������豸�������ܣ�
����ֱ����Max 1160mm�� Min 1070mm���������� 2800mm��
����ֱ��690mm����������855mm��
�������� 34t�� ���� 60SiMnMo��
����������������ڶ� 500mm��
������� 900~950mm���Թ���1100mmΪ��
�����������������ѹ�� 2000t
����������N=2400×2kw��n=20~30~60r/min��
����ƽ��Һѹ����ѹ�� 8MPa��
��תװ�õĻ�ת��һ�������ѹ��˿������1.867mm��
�������ת30°��ѹ��˿����ת14°
�綯ѹ�µ����̨��N=58/80×2kw��n=570~720r/min��
ѹ��˿�������ٶ� 50.8mm/s�� �½��ٶ� 2804mm/s
ѹ����˿���ľ� 3540mm�������������3°50��~4°53��
���������������ľ� 7955mm��
�Ʒ����ڿ��ȣ��� 1260mm �� ��1200mm
���������������˹�����0.5mm��������ȴˮѹ��0.3MPa
���������¶ȡ�950�棻�������ѹ������25mm�� �������ѹ���ʣ�30%
��������Ӧ�ӳ�Ʒ��ƫ��5mm���ͻع���������������±���

��ǰ�ι���ת�٣� 168~302~520r/min�����ٶ�1~3m/s������ֱ��330~450mm��
�������ȣ�3600mm
������ࣺ420mm
���������Ʒ�����ȫ������������������������ȫ����������������������
��5������
��Ҫ�����ְ����ɳ�Ʒ�ߴ磬�������������п��ơ�
��Ҫ�豸��3000mm�Ĺ�����ʽ����������������������װ�ã����ܣ�����װ�õȹ���������ϵ�С�
��ԭ2800mm�Ĺ�������Ҫ������
������������750~800mm�� �������ȣ�2800mm
����ֱ������400mm�� �������ȣ�1000mm��
���أ�14.8t�� ���ʣ���ī�������
�������ڶȣ�210~265mm�� ����265mm�� С������210mm
�������N=4800kw�� n=±0~60~120r/min��������������բ���� 17600A
����������2000~8000A�� ���������������2000t
�綯ѹ�µ綯����N=4800kw��n=570~720r/min
�������Ĺ������ľࣺ36189mm�� �������Ʒ����ڿ��ȣ�1600mm���ഫ��1580mm
�Ĺ�����ҧ���ٶȡ�60r/min�� ������ȴˮѹ��0.3MPa�������¶ȡ�800��
��6����ȴ
���²���ˮ��ȴ�������ȴ�ٶȹ�����������¶��½�������ư������ �����ʵ�������ȴˮ��������ȴ��
��7����ֱ
����ʽ ��ֱ����
��ֱ��Χ�� ����ֱ�¶ȣ� ����ֱ�ٶȣ� ��
ѹ���ٶȣ� �� ��ֱ�����Ĺ�������� ��
��ֱ�������������ܳ���
��ֱ��������� �� ��ѹ�µ���� ��
��ʽ ��ֱ����
��ֱ��Χ�� ����ֱ�¶ȣ� ����ֱ�ٶȣ� ��
ѹ���ٶȣ� �� ��ֱ�����Ĺ�������ࣺ ��
��ֱ�����������ܳ���
��ֱ��������� ѹ�µ���� ��
��8���䴲
�䴲��
��ʽ������䴲,��Ч��ȴ���: ,����ȫ��: .
���������� �������ٶȣ� ����ࣺ ��צ��ࣺ ��
�䴲��
��ʽ����ʽ������䴲����Ч��ȴ����� ����������16��
���������������� �� ���ٱȣ� �������ٶȣ� ��
��ࣺ ��צ��ࣺ ��
��9�������
�������������� ������ߴ磺 ��
һ�η���ѭ��ʱ�䣺
�������
��̨���ٻ��ȣ�
�ְ���ͽ��ٶȣ� �������г̣� ��������� ��
��10���������
Ϊ2#.3#ա��ʽ���������Ҫ�������±���

3.3.5�ְ��ȴ���
��1����ʽ�˻�¯
�ְ��˻ػ��ȴ���:�� ��,�� ��,���� ,¯�� ��
¯�׳ߴ磺 ,�¶� ��
ȼ�ջ��ú��,¯�ӷ�����: ��
�ְ���:
¯���վ�: ��,����: ��
�̴Ѹ߶�: (��¯����һ��)��
��2������ʽ¯
�ְ����𡢴�ػ�����
¯�׳ߴ磺 ,¯��ǿ��: ��
���𡢴���¶ȣ� ,�ػ��¶�:
ȼ�ϣ����ú��,����ֵ
ѹ���� ������:����,���, ,�ػ�: .
������
�����ٶ�: .
�ְ���:
�ػ�ְ���: .
���� .
ˮ��: .
�վ�: ��.
�̴Ѹ߶�: ,(��¯����һ��)
��.4���������
����3.4.1.1������������
�������������ּ��ſع��ӹ�˾���������Ը��ٻ������ͻ������������Զ���������װ�������ȫ�������ϳ˵ĸ�����Ʒ�������ǣ�һ������Ͷ��ʱ����8��Ʒ�ֵĻ����ϣ����¿�����20��ϵ�е�100���Ʒ�ֵIJ�Ʒ��ƿ�֡��ͺ�֡������ø֡���װ���ø֡�2C��3C���塢��ǿ��ʯ���߸ֵ�ʮ��Ʒ�־�������������������հס� ������2250mm��������1994���ʼ�ィ���������ҵĴ̡�����Ŀ��һЩ���ڿհײ�ƷƷ�֣��ɹ��������ڹ��ø֡����Ÿ֡�����ר�ø֡���ǿ���ͺ�֡���ǿ��X70��X80�ֵ��²�Ʒ��
���2250mm�ڶ��������ֳ���20##��6��16����Ч����ʼ����ʩ����ȫ�������һ�������ߡ�һ�������ߺ�һ��ƽ���ߡ�
������������2������ʽ����¯��1̨����ѹ�����Ϳ���ʽ��������7���ܾ������顢2̨��ȡ�����ɣ�һ���������350���/�꣬�����������450���/�ꡣ��Ʒ���1.2-25.4mm������700-2130mm��������38�֣���Ʒ��������һ������Ʒ�������д�����ؿ���Ʒ�ַ��棬��Ʒ�����ǿ��800MPa������ǿ��Max.490MPa���߱�����×80��������
��ֵڶ���������Ҫ������п����������ְ�����ṹ�ְ������̼�ְ������̼�ֽṹ�ְ���������øְ���ͽṹ�ְ������¯��ѹ�������øְ�����촬�øְ�������߸־Ŵ��࣬�������峧�IJ��ֲ�Ʒ�����һ����ȫ��������Ʒ�ġ���ֻ�ù��ҽ𱭽������������֡��ͺ�֡���װ��֡���̼�֡���̼�֡���ƿ�֡����߸ֵ�8�������ȫ����������ֶ�������������
3.4.1.2�������������
���ֳ����5�������ֱ�Ϊԭ������AB,BC,CD������¯��DE����������EF����������EF��������JI,IH,HE,EF,FG��11���磬���Ŀ�Ϊ42�ף���С�Ŀ�Ϊ24�ף������ʾ��ͼΪ��
���䲼��ͼ
3.4.1.3���ϵ�ѡ��
ԭ�ϣ������֡������ֵ�������
���H��150~250mm
����B��500~1100mm
����L��8000~10000mm
���������30t
3.4.1.4��������Ʒ�Ͳ���
��ͨ�֡��ͺϽ�֡���֡��Ծ��Ļ��Ľ���
���о��ĺͰ�ĵIJ�Ʒ���Ϊ��
���ģ����h:1.2~12.7mm
����b:500~1550mm
�ھ�:760mm �⾶:1000~2000mm
�������:30t
��ģ����h:1.2~12.7mm
����b:600~1550mm
����l:2000~12000mm
�������:10t
��Ҫ���Ƶ���Ʒ�ĸֺż������£�

3.4.1.5����������
ԭ�ƻ�ÿ���30��֣���������ﵽ410��֡�
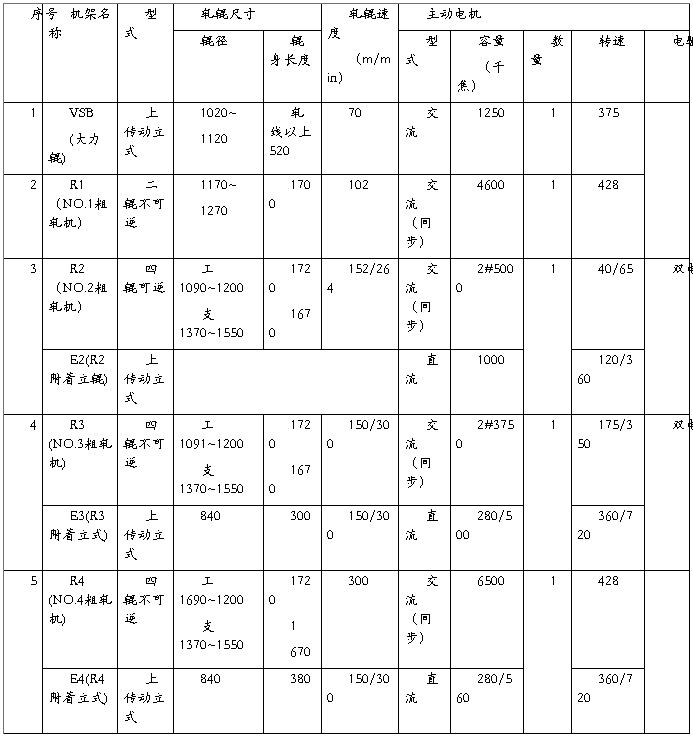
3.4.1.6��Ҫ�豸����������
��Ҫ�豸��
1700�����������������豸��
1����ֱ���¯24��
2����ʽΪ�����ϻ���ĥ�����ϱ�������Ĺ�ְ��������豸����
3����ʽΪ���۶�����綯��ʽ�Ĺ�ְ�����ת��һ��
4����������������
����¯��
¯����ʽ����Ҫ�ߴ磺����ʽ¯×5����ȼ����Ϊ8��
��Ч¯����32500mm
ȫ¯����34000mm
¯���ڿ���10700mm
װ�Ϲ���������װ�϶˵ĸ߶ȣ�4500mm
���Ϲ�����������װ�϶˵ĸ߶ȣ�2400mm
װ�Ϲ�����������װ�϶˵ĸ߶ȣ�40900mm
�������飺
����������Ϊ3/4����ʽ����������/������������/�Ĺ��������������/�Ĺ��������×2
��������
�Ӹ�ѹˮ���۵�7���������ܣ�7���ܾ�Ϊ�Ĺ�������ʽ��
��������Ϊ7100cm²,�������ĸ�����������£�

������ȴװ�ã�
�����������ȫ��Լ133905mm����Լ102m�ij����ϣ����д�����ȴ����ˮ���ܣ����²����60��
��ȡ����
��ʽ��Ш�ξ�Ͳ�����߾����̶�ʽ
��������̨
��Ͳ�����Ŀ�����Ш����Һѹ�ײ�������ʽ
ֱ������762mm(����ʱ)����725mm������ʱ��
�߾�������350mm×1700mm
���綯����ֱ��370W��340/1020ת/�֡�ÿ����ȡ��2̨
�߾��������ֱ��37174W��575/1150ת/�֡�ÿ����1̨
������������֧��3.7W��1025ת/�֡�ÿ������1̨
3.4.1.7������������������
�����������������������ͼ��ʾ��













 3.4.2����������ֳ�
3.4.2����������ֳ�
3.4.2.1����������ֳ����
����������ֳ��������������̼�ظ֡��� �Ͻ�ֺ�ֵİ塢�������ĵı�����������λ����ֳ������϶ˣ�ռ��17.6��ƽ���ף��������21.5��ƽ���ף����г���18��ƽ���ף������ ��һ���ߡ������������峧֮һ������Ҫ�豸���ձ������������վ�ij��� ���豸��ǰ����־��������������У����������ˮƽ����
����������������Ϊ301.6��֣����ڣң����ң����ܴ�����ѹ����������Ͱ�������С���˶�������Ϊ251��֣�ָ�Ⱦ�������������������� ʵΪ��������֡���Ҫ�����������̣�ԭ�ϰ��������ȡ����ۡ����������������С���ȴ��ȡ������;���������������Ƭ���� �־��⣻���ĸ־��پ�������ҵ���С���ֱ��ƽ����װ��Ʒ����
3.4.2.2����������ֳ���Ʒ�Լ����۽���
��������Ʒ�������ְ塢�����־����������֡����������ø־���ֳ��ø� ������Ʒ�֡���������̼�֡����ʸ֡��ͺϽ�ֺ�֡����Ʒ�㷺�����Ṥ �����������������������ܼ���������ҵ���������ڣ�Զ���������ǡ��¼��� ��̩������顢�����ȹ��۰ĵ�������������ֻ�ǰ����־������Ͱ��´������ Ӣ���Ͱ��´�������Ͽɡ���ģ�塢���г��ÿ��ִ��ֱ���1983��1985���������ʽ���1978��1985�꣬�ۼ������ֲ�1063��֣� ����Ʒ��617��֣�������1985�����Ϊ263��֣����˶�������� ����
3.5.2ʵ���ҵIJι�
��1�� ����������ʽ:
��ʽ���ܣ���Ҫ�ص㣺�����������㣻
��Ҫȱ�㣺���Խϲ�����IJ�Ʒ���Ȳ��ߡ�
���ϸ����������ӷ�ʽ��ͬ��
���������õĿ�ʽ�����У�
��˨���ӵĿ�ʽ���ܡ�����-б�����ӵĿ�ʽ���ܡ���-б�����ӵĿ�ʽ���ܡ�����-б�����ӵĿ�ʽ����
���������õı�ʽ���ܣ��ɻ��ܵ��ϸǺ������γɷ��ʽ�������ܡ�
��;����Ҫ���ڳ�����������ְ��������ֹ������ȡ�
��տڻ��ܣ��ϸǺ�����������ȫ��б����ɡ�
�ŵ㣺�������㲢�Ҹ��ԽϺá�
��������ʾ��ͼ���Ʒ�ʾ��ͼ�߾�������������ͼ���£�
��2����ģ����ģ����ķ��ࣺ
��ģ�ķ��ࣺ
���������ʷ֣�����ģ�����ģ���ж�ģ������ģ������ģ������ģ������ģ�ȣ�
��������ϳ̶ȷ֣�������ģ������ģ����ģ��
������ʽ������Ŀ�ʽģ���е���ĵ���ģ������ģ�ȣ�
��ж�Ϸ�ʽ������ж��ģ������ж��ģ��
�����ϣ����ϼ��ų����Ϸ�ʽ���ֶ�ģ�����Զ�ģ���Զ�ģ�ȣ�
����ģ�IJ��ϣ�Ӳ�ʺϽ�ģ��п���ͺϽ�ģ������ģ���ִ�ģ���۰�����ģ��
��ģ����ķ��ࣺ
����ģ��������÷��ࣺ
�������:�磺ģ����ģ����ģ�ȣ�
��λ������磺�������������������ϰ壬��ѹ��ȣ�
ж�ϣ�����������磺�Ƽ�����ж�ϰ�ȣ�
����������磺���������壬���ȣ�
��װ�̶�������磺�ݶ���Բ������
3.6�人�����ѹ������˾
3.6.1.1�人��ѹ������˾���
�����ѹ������˾������ 1995 �꣬�Ƕ�����������˾�عɵĹɷݹ�˾�����ʲ� 30000 ��Ԫ����ҡ���˾��Ҫ�����������ҵ硢��е��ҵ�ij�ѹ�����Ӽ���������Ҫ���칤���г�ѹ�����ӡ���������ϴ�� PUR���������ܣ����ܹ������������п��Ϳװ������Ȳ�Ʒ����˾���û���Ҫ������������˾�����籾��������˾�����������ɷ�����˾�������յ��� TCL �յ������Ŀյ������װµ�ʮ��ҹ��ڴ�����ҵ����������˹��˾������ EATON ��˾������ VALEO ��ī���� VALEO������͢ VALEO ����ҹ����û�����ƷƷ�ִ� 600 ���֡�
���� ��˾ռ����� 53445m 2 �����г�ѹ���䡢��װ���䡢���ϳ��䡢��ģ���䡢ԭ���ϲֿ⡢��Ʒ�ֿ⡢�칫��¥�������Ͱ칫��ʩ���ܽ������ 30813m 2 �����и��������豸 145 ̨�� , Ա�� 587 �ˣ����м�����Ա 40 �ˡ���Դ�����Ƚϳ�֣����н�ǿ�IJ�Ʒ���ռ�������ʵ����
���� ��˾ʼ���Թ˿�����Ϊ��ע���㣬���������ҵ����ˮƽ�����ͨ��������������ϵ QS9000 ��EAQF94��TS16949:2002 �ͻ���������ϵ ISO14001 ��ְҵ������ȫ������ϵ OHSAS18001 ��������֤����ҵ����ˮƽ�Ͳ�Ʒ�����õ����û���һ����ͬ�����ǽ����С���տ�������������졢����Ʒ�ʡ����Ϸ����������룬��������ͻ���ͬ��չ��Ŀ�ꡣ
3.6.1.2 ����װ��
���ù����Ƚ��������������ڻ�е��ҵ�ľ������������佨������250KN��1600KN�����ܸ߾���ѹ����18̨��ɵ�С�ͳ�ѹ��2������4000KN��ʽ����ѹ����6̨��2500KN��ʽ����ѹ����1̨��ɵĴ��ͳ�ѹ��1��,�ɴ��ƶ�����̨��2500KN��3000KN��ʽ˫��ѹ����9̨��6500KN˫��ѹ����1̨��ɴ��ͳ�ѹ��2������200KVA��2500KVA��500KVA�����̶����躸��6̨�����Զ�CO2��������4̨��ɺ�����2���������������䱸�Ƚ��������Ƶ��������������Ƶ��������ǣ�����������䱸������������ǺͲ��ð�����ѩ����������˾����ơ������ר�ü�ߣ���˾�������������ѹ��ϼ�������������
3.6.1.3��˾��Ʒ
����˾���ݡ����������������г�������ȫ�IJ�Ʒ����˼·���ӿ�������������˾���������γ�����װ������С��ѹ��ϼ�191�ֺͷ�����װ������С��ѹ��ϼ�15�֣�����206�ֲ�Ʒ��ʼ��Ŭ���ؿ�Ʒ�֣���ǿ����������˾����ͻ��ͽγ������Ʒ�Ŀ������������γɡ�������Ʒ�ͷ�������Ʒ���١��γ���Ʒ�ͷǽγ���Ʒ���桢���ڲ�Ʒ�����Ʒ���С��IJ�Ʒ��֡�
��ʶʵϰС��
Ϊ�����ܵ�ʵϰ�����ˣ������ڼ����Ƕ��������һ��ʵ���ҽ����˲ι�ʵϰ������ʦ����������Ա�Ĵ��������ǿ����˺ܶ࣬Ҳѧ���˺ܶࡣͨ����ʶʵϰ��������--����--���ֵ�������������ϵͳ����������ϵ�л������˽⡣�Ըֶ����������ֲĵ������������̼���Ҫ�����豸���������ĸ�����ʶ��ͬʱ�������죬�������ѹ���������̽������Ҫ�ĸ�����ʶ���Ա�Ϊ����רҵ�γ̵�ѧϰ��������
����������Ƽ�ʱ���У�������ƷƷ����࣬�������ա���������Ҳ������ͬ�������ܺ��ֲ�Ʒ����ԭ�ϼӹ����Ƴɲ�Ʒ������ѭһ��������ԭ����ͨ��һЩ��Ҫ�豸��������������ɵġ���ˣ���רҵʵϰ�����У�����Ҫ�˽�������ԭ����Ū�������Ĺ������̺���Ҫ�豸�Ĺ��켰��������Σ���רҵ��Աָ���£�ͨ��ʵϰ���̼�ϰ��Ʒ����ơ������������Ȼ��ڣ������������ǵ�֪ʶ�����������������������¼����棺
����1.�˽��˵���������ҵ�ķ�չ�ſ�������Ŀ�ġ���������Ʒ���������
����2.�˽���һЩ������Ʒ���������ͼ���·�ߵ�ѡ����������ȷ���Լ����̵ı���ԭ��
����3.�˽���һЩ������Ʒ�����������������װ��ʹ��Ҫ��
����4.����ҵԱ����ָ���£���ϰ�������̼�������ƻ��ڣ������Լ��۲�������֪ʶ����������
����5.��Ṥ�������õ�����Ӧ�����,��ʵϰ�����У����Dz�������ҵְ������ѧ����֪ʶ�ͼ��ܣ���ʹ����ѧ������ҵ�п�ѧ�Ĺ�����ʽ�����ǵľ�ҵ���е�������ij�ʵ��ѧϰ�Ŀ��֣��Լ����֪ʶ�����㡣�����ĽӴ�����ᣬʹ�����������������Ŀ־����ʹ���Ƕ�δ�����������ģ������õ���̬ȥ�����ᡣͬʱ��Ҳʹ�������鵽�˹����ļ������˽��˵�ǰ����ѧ�������ٵ��Ͼ����⣬��ʹ�Լ�Ŭ��ѧϰ�����֪ʶ��Ϊ�Լ����Ĺ����춨���õĻ�����
����6.���������ǵ�ʦ�����飬���������ʵϰ��ȫ������������ʼ�������Ƕ�������ʦ�İ��ţ��ϸ�Ҫ���Լ�����ʱ������ע�ذ�ȫ��
�� ����ʵϰʹ�ҵ�һ��������������ѧ֪ʶ��ʵ�ʵ�Ӧ�ã�������ʵ�ʵ����ϣ������Ǵ��۽磬Ҳ���Ƕ���ǰ��ѧ֪ʶ��һ������ɣ��������ʵϰ���������Ժ�ѧϰ���ҹ���Ҳ���������dz���ڶ̶̵����������У������dz��������Իص����Ե�������ʶ��Ҳ�����dz�������ʶ�������ᣬ�����Ժ�������Ӧ���յķ���Ҳ����������
 0�� |��������
0�� |��������
�Ķ�(2590)|����(0)|����(0)|�ٱ�
���� ��������
��
�������
�ְ����
�ҹ��ȶ�п�ְ������ſ�
�����ְ�
�촬�øְ���������/�촬�øְ��ֻ���������
��̼ͨ�ظְ���������/��̼ͨ�ظְ��ֻ���������
�������