莱茵电梯(中国)有限公司
对
焊
接
特
殊
工
序
能
力
的
确
认
报
告
编制:
审核:
批准:
莱茵电梯(中国)有限公司质量部
对焊接特殊工序能力的确认报告
12年3月20日技术开发部,质量部组织了对与焊接工序能力有关的人员、设备、工装、工艺参数等因素的确认工作,现场焊接操纵购,对所加工的零件进行了检验。对特殊工序—电焊CO2气体保护焊接质量能力的评价如下:
1. 上岗工作的焊工经培训合格,具有特殊工种操作证书
章小伟焊接特殊工作操纵证书编号为:TS6JZJS50820
证书有效期限:2011.11.08~2015.11.07
陈加彬焊接特殊工作操纵证书编号为:TS6JZJS50823
证书有效期限:2011.11.08~2015.11.07
施强祥焊接特殊工作操纵证书编号为:TS6JZJS50824
证书有效期限:2011.11.08~2015.11.07
沈少华焊接特殊工作操纵证书编号为:TS6JZJS50821
证书有效期限:2011.11.08~2015.11.07
吴东平焊接特殊工作操纵证书编号为:TS6JZJS50830
证书有效期限:2011.11.08~2015.11.07
(焊接特殊工作操纵证书见附件一)
2. 焊接使用的设备:
电焊机型号:BX1-140/BX1-315
每月由操作工保养一次,有设备保养记录。经日常保养,设备参数正常,设备完好。(设备保养记录见附件二)
技术开发部编制了《焊接工艺作业文件》(ZY012-1)规定了有关焊接的工艺参数及(ZY012-2)《焊接电焊工序文件》及对焊接特殊工序能力的确认报告。
3. 梁架、机架体、轿壁等质量检验,证明工艺参数是合理、可行的。能确保产品的焊接质量(见附件三)
4. 检验员对梁架、对重架等的焊接质量进行了检验:
施工单梁架焊接,采用CO2气体保护焊工艺;经检验焊接质量符合技术质量要求;
施工单梁架焊接,采用点焊、CO2气体保护焊工艺;经检验焊接质量符合技术质量要求;
(产品的焊接质量检验报告见附件四)
5. 工序能力评价
目前焊接特殊工序的与质量有关的因素处于受控状态,产品合格、稳定、工序能力满足产品要求。能正常进行批量生产。
技术部、质量部
2012.3.20
附件一
焊接特殊工种操作证书
附件三
焊接工序作业文件
1目的
对焊接过程中的安全及影响产品质量的因素进行控制,以确保产品质量满足合同规定要求。
2范围
本规程适用于本公司在焊接特殊工序的安全、质量控制。
3作业规程
3.1焊接现场要求
3.1.1焊接现场禁止放置易燃、易爆物品,应备有消防器材。保证无影响的照明和良好的通风。
3.1.2操作场地10米以内,不能储存油类或其它易燃、易爆物品。临时工地有此类物品而又必须在此操作时,应采取临时的安全措施后,方可进行操作。
3.1.3电焊机接地零线及电焊工作线都不准在易燃、易爆的物品上,也不准接在管道和机床设备上,工作回线应有好的绝缘,机壳接地必须符合安全规定。
3.1.4CO2焊接的环境温度不高于40℃的场地。CO2焊接,在狭窄的场所工作时,更要注意有足够的通风。
3.2焊接防护
3.2.1工作前必须穿戴好防护用品。操作时(包括打渣),所有工作人员必须穿戴好防护眼镜或面罩,仰面焊接时应扎紧衣领,扎紧袖口,关好防水阀。
3.2.2在焊接、切割密闭空心工作时,必须留有出气孔,禁止在已有油漆或喷涂过塑料的容器内焊接。
3.2.3焊工助手必须懂得电焊、气焊的安全常识,操作者必须注意助手的安全。
3.3电焊条的选择
3.3.1焊接工作必须清楚被焊零件图样中的焊接符合要求及技术规定要求。
3.3.2根据被焊零件的材质,选择电焊条的种类,如不锈钢焊选用不锈钢电焊条,一般钢板,角铁焊接选用碳钢焊条或CO2保护焊接。
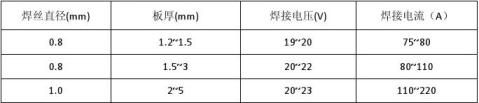
3.3.3根据被焊零的厚度,焊接方式等要求,选择电焊条的规格型号如下;


3.4电焊条的存放
电焊条应放在干燥的密闭容器内。 3.5焊接电流的选择
3.5.1BX1-200交流弧焊机的电流选择

3.6焊接操作
3.6.1根据图祥重的焊接技术要求,选取焊条,调好电流。焊机使用前应可靠接地,在使用中,操作者应带好必要的防护用品。
3.6.2电焊气弧,整根可直接起弧,也可在引弧上起弧,电焊条焊过后已冷却,落皮超过焊芯,一般采用引弧板引弧,焊接中等到焊条长度小于50mm时,应更换电焊条。
3.6.3轿厢架、对重架、轿厢底等其它厚件焊接。焊缝表面经肉眼检查应无裂纹、焊瘤、夹渣及表面气孔。每侧角焊缝均应熔到或熔过两板的交接点,焊接长度及焊脚应符合图样焊接要求,焊后应去渣,表面应光洁。
3.6.4轿壁、门及薄板焊接一般采用CO2保护焊、点焊及弧焊,焊缝表面经肉眼检查应板与板的结合处应无明显缝隙。焊接表面应无焊瘤、缺口、虚焊等现象。焊接长度、方式应符合图样焊接符合要求。加强筋焊接应两边对称焊接,防止单边连续焊影响质量,焊后去渣,表面应光洁。
3.6.5 CO2保护焊,焊接前必须熟记CO2焊接使用说明。操作者使用时,手持焊枪开关,待CO2气体喷出后接触器自动合上,焊点推进,点弧引燃,沿焊缝均匀移动焊枪。在焊接过程中,保持焊丝伸出长度在10mm左右不变。焊接规范的正确调整时焊接工作的关键,因而必须仔细调节速度,调整电压,以获得满意
的焊接效果。
3.7焊接检查
3.7.1生产车间主任填写焊接质量检查卡,并检查工作场地情况是否符合要求(不符合要求,不能进行焊接操作)。
3.7.2操作者接地《焊接质量过程控制卡》后,根据检查卡的要求进行选择电焊条的型号、直径,调整电流值,按图详要求焊接,如违反操作安全的场所施工,操作者有权停止焊接任务。
3.7.3操作者对焊接质量应自检,把自检记录填写在《焊接质量过程控制卡》的自检栏内。自检合格后把检查卡送车间主任,由车间主任把质检卡送报质量部。
3.7.4质量部收到车间送来的《焊接质量过程控制卡》后应及时派人去车间进行现场检查。
3.7.5质检人员应随时到焊接场地进行抽检,对不合理的操作提出意见按《纠正和预防措施程序》进行。
3.7.6如检验不合格按《不合格品控制程序》进行控制,返工产品必须重新检验,合格后才能转入下道工序。
附件四
产品的焊接质量检验报告
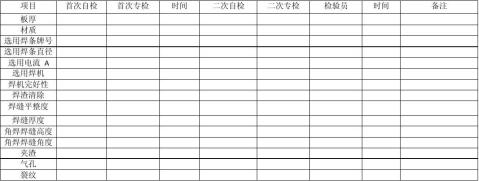
焊接质量过程控制卡
焊接质量过程控制卡
焊接质量过程控制卡
焊接质量过程控制卡
第二篇:特殊过程焊接工序
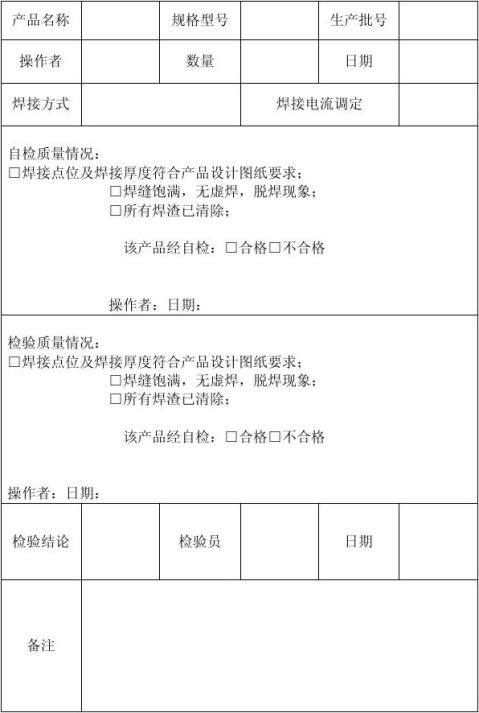
特殊过程焊接工序“三自一控”记录表
编号: 序号:
产品名称: 图号: 数量: 操作者: 时间: