汽车生产销售公司质量管理过程控制报告
背景介绍
我司是一家成立了近十年的汽车销售公司,目前进行质量控制是实现公司服务最优化的途径,是提高产品质量的主要手段。在市场经济条件下,依据现代销售模式的特征,评估产品质量的着眼点:①看设施设备的优劣;②看实物产品的质量;③售后服务对客人提供的服务行为方式的质量等。优良的产品质量目标是1. 成图验收合格率达100%,优良率达70%;
2. 技术创新和技术改进每年不少于1项次;3. 设施更新每年不少于5台。 4. 服务质量的满意率达98%,投诉处理率达100%。等。
每一位公司管理者为实现“优质”这一目标倾注了大量的心血,也取得了明显的成效。但是,由于当前公司管理中仍然把工作重点放在销售中,而忽视了基础质量和形成质量的过程管理,使产生的质量问题不能很好地得到处理。所以必须指出:质量控制是一项系统工程,具有系统性、整体性。对于产品质量控制,应该重视形成产品质量的人、财、物、信息、时间等要素的管理,重视质量形成的过程中的控制。
一、控制类型的确定
按时机、对象和目标来分类,控制可分为预先控制、现场控制和成果控制。为确保经营目标的实现,我公司这三种类型全部涉及到了。
预先控制---是在企业生产经营活动开始之前进行的控制。控制的内容包括检查资源的筹备情况和预测其利用效果两个方面。
产品的配置与原材料的选配,是影响产品质量的一个至关重要因素。因此要保证产品的质量,必须首先严格控制原材料的质量。这需要从两方面来考虑,一个是原材料的品质性能,二则是原材料的进货渠道。锂电池保护模块是一个特殊的产品,所有元器件都必须选用质量最优、性能最可靠的A类产品。我们要求所有的原材料厂商都必须提供其公司企业资质,
代理商必须提供其所代理产品的授权代理资格证。经审核完全合格后,才能成为我们的供应商。
所有的原材料在入库前都要经过严格的测试和检验,只有经检验合格后才准入库。 现场控制---亦称过程控制,是指企业经营过程开始以后,对活动中的人和事进行指导和监督。
在生产过程中每一道工序都必须严格执行工序的自检以及互检,每一道工序都必须对其前一道工序进行严格检验,严禁不合格品流入下道工序。
在整个生产过程中,除了对所有产品进行100%老化试验外,从元器件焊装完至成品入库前每一块保护模块都必须经过初测和复测两次全功能检测。
成果控制---亦称事后控制,是指在一个时期的生产经营活动已经结束以后,对本期的资源利用状况及其结果进行总结。成果控制主要包括财务分析、成本分析、质量分析以及职工成绩评定等内容。
产品出货检验(OQC)
产品在出库前再进行最后一次全功能检测,检测出的成品完全合格才准出货。 制程检验(IPQC)
除生产过程的自检互检外,品管部对整个生产过程进行严格的质量监控,对产品的整个生产过程进行全程质量监控,并对所有的产品检测结果进行详细记录。 考核:对供应商的供货质量业绩进行严格的质量考核,供货业绩从进货检验、生产现场、售后市场等方面进行严格的考评,并在考核的基础上联合供应商进行持续改进。
监控:建立了高素质的供应商质量保证(SQA)队伍对供应商的日常质量进行控制和监督,并联合供应商进行质量问题的攻关整改,提升产品的质量,保证产品的质量可靠。
二、控制过程:
1. 确立标准
a. 确立控制对象:
由于我们公司正处于企业性质和经营策略都发生变化的阶段。所以根据我们公司所处的发展阶段和行业特性,我们控制的对象是整个营运过程及其结果。
b. 选择控制重点 用户制度:即在生产过程中下道工序就是上道工序的用户,如上道工序不合格,下道工序有权不接受,并严格建立责任人制度。
c. 制定标准的方法: 建立完备的质量评价体系:产品合格下线后,每天随机抽取当天的产品车,站在顾客的角度上进行严格的全方位的质量评价,评价标准采用E-NOVA-C评价标准,实施评价的质量工程师都在美国公司经过严格的培训和学习,一旦发现任何重大的质量问题都要对当天下线的所有车辆进行停车场的检查和排查,避免任何引起顾客抱怨的车辆发到顾客手中。同时评价当中发现出来的任何问题都要经过严格的纠正预防和质量考核,促使问题解决不再重复出现。
2. 衡量绩效
a. 通过衡量成绩,检验标准的客观性和有效性
生产过程中施行自检、互检、巡检和专检相结合的方式进行严格把关,生产班组员工施行自检、互检把质量问题发现并解决在班组和工位的内部;每一位专兼职检验员都精心检测和细心发现,严格按照的检查标准来施行检验工作。
b. 确定适宜的衡量频度
每一个车间设置了专门的检验班组每月对车间的生产质量和过程质量控制情况进行严格的全数检查和巡检;每一专业车间设置专门的质量工程师专门负责车间的质量检验标准的制定和检查作业的指导,并对每一车间生产的过程产品进行严格的评定,并促进及时地纠正预防和持续改进。
c. 建立信息反馈系统
在遵循TSL-16949行业标准的基础上,进行大量严格的检测项目,同时根据AFQ理念,对各大工艺均采取针对性较强的重点测试项目,使产品可靠性得到真实验证。其测试结果均进行备案,并及时反馈至相关部门。
3. 纠正偏差 国际先进的检测设备:德国检测系统(上述常规检测的设备系统):车辆下线后均经过严格的综合性能检测及路试。包括:使用四轮定位仪对车辆的轮胎进行定位调整;使用前大灯检测调整设备对前大灯的配光进行调整;使用转鼓试验台对汽车的加速性能、倒档试验、速度表、阻滞力测试、前后制动力、驻车制动力、ABS测试、倒车雷达、灯光进行检测确定分别达到规定标准。使用燃油系测试仪检测汽车的怠速及空调转速、排放。进行淋雨试验检测全车防水性能。非接触式激光检测站:国内唯一的车身自动化无接触检测站,对下线车身进行100%的精度检测,该检测系统采用目前国际上先进的在线检测方式,应用XX公司的检测设备与XX公司的IRB4400S型机器人相结合,检测每台白车身的尺寸精度。系统设定车身正常尺寸偏差为±0.05mm。
控制成效
品质管理小组的工作进行严格的管理和评估,工作的过程运用科学的工作程序和先进的质量分析改进工具与技术,大力保障了改进的效果和有效性。公司鼓励成立QC小组进行持
续改进活动,生产现场自觉主动成立质量圈对本班组、本工位的质量问题点进行重点控制,成立小组对质量疑难问题进行攻关解决,对质量目标进行持续改进,对质量问题点使之日渐完美。
不足与建议
需不定期将评价结果公布,以推进相关部门的品质改善活动。
在客观地评价量产车辆在交付销售前的制造品质的同时,必须正确地把握产品质量改善活动的实际成绩。对检出来的不良的问题,及时要求制造、检查等相关责任部门进行品质改善。
第二篇:质量管理科过程控制质检员绩效考核表-宝马北京公司
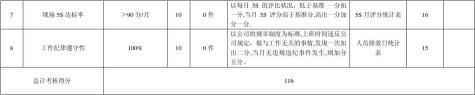
质量管理科质检员绩效考核表(IPQC)
考核人员: 考核月份:20xx年6月
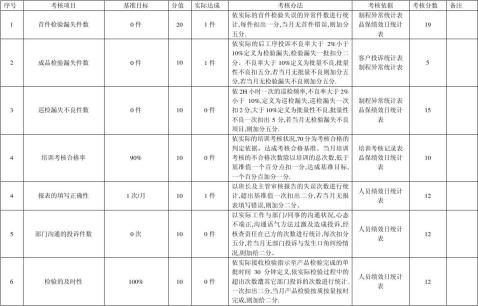
批准: 审核 : 考核: